




Inspekcija je nedostupan dio svakodnevnog poslovanja, ali koji je to proces i način stručne inspekcije? Urednik je za vas prikupio relevantne zbirke FWW stručnog pregleda, kako bi vaš pregled robe bio efikasniji!
Šta je inspekcija robe (QC)

Osoblje angažovano u inspekcijskom radu zajednički se naziva QC (skraćenica za Kontrolor kvaliteta).
Inspekcijske aktivnosti koje poduzima QC nazivaju se inspekcija i dijele se prema strani koja povjerava QC: postoje 3 vrste, inspekcija prve strane, inspekcija druge strane i inspekcija treće strane: prva strana je QC koju organizira proizvođač; treća strana Druga strana je QC koju šalje kompanija klijent;
Inspekcija od strane treće strane koju je povjerila vanjska inspekcijska agencija za drugog kupca. FWW pruža usluge inspekcije treće strane
Usluga inspekcije koju pruža FWW podijeljena je na: završnu inspekciju FQC i inspekciju u sredini proizvodnje On-line QC prema fazi završetka proizvoda. Preostale faze su inspekcije u proizvodnji, koje su aktivnosti rane kontrole kvaliteta proizvoda.
Veličina uzorka i dozvoljeni nivo (AQL)

Najsigurniji način pregleda robe je da se pregleda 100% svih proizvoda, ali to zahtijeva dosta vremena za kontrolu kvalitete, posebno za velike serije.
Dakle, kako možemo pronaći razuman nivo uzorkovanja kako bismo uravnotežili rizik kvalitete proizvoda i cijenu QC-a. Ova tačka ravnoteže je “veličina uzorka”. Uz regulaciju broja uzoraka, sljedeći problem s kojim se QC treba suočiti je pronaći nedostatke u procesu pregleda uzorkovanja, koliko nedostataka, koliko nedostataka je prihvatljivo za ovu seriju, koliko nedostataka, treba li ova pošiljka biti odbijen? Ovo je prihvatljiv nivo (AQL: prihvatljiv nivo kvaliteta)
Nivo defekta (kritičan, veliki, manji)
Nedostaci pronađeni tokom procesa inspekcije će se klasificirati u 3 razreda prema njihovoj ozbiljnosti:
Primjeri definicija razreda Kritične (Cr.) fatalne greške mogu uzrokovati potencijalnu štetu ljudskom tijelu ili narušiti zakone i propise, kao što su oštre ivice, oštri uglovi, curenje struje, itd. (obično će se problemi s bar kodom definirati kao Cr.) ; Certificirani proizvodi, nema većih (Ma.) većih nedostataka kao što je CE oznaka, nekih važnih funkcija ili nedostataka u izgledu na proizvodima kao što su termoizolacijske čaše, loša štampa logotipa, itd. Manji (Mi.) manji nedostaci kao što su manji nedostaci izgleda na proizvodima kao što su proizvodi Male ogrebotine na površini, blago loš otisak itd.
U normalnim okolnostima, iskusan QC može sam odrediti klasifikaciju kvarova pronađenih tokom inspekcije prema gore navedenim principima. Međutim, kako bi se osiguralo da svi uključeni QC-i nemaju dvosmislenost u klasifikaciji nedostataka, neki kupci će sastaviti listu neispravnih klasifikacija (DCL Defective Classification List), navesti sve nedostatke koji se odnose na proizvod na listi za klasifikaciju kvarova i naznačiti nivo kvara na kojem svaki nedostatak treba ocijeniti. .
Upotreba tabele plana uzorkovanja
Nakon uvođenja koncepta veličine uzorka, AQL-a i nivoa defekta, stvarna aplikacija zahtijeva QC da provjeri plan uzorkovanja. Ukupno 2 obrasca se koriste zajedno, prvi rješava problem koliko se crta, a drugi rješava problem koliko nedostataka može biti odbačeno.
Korak 1: Provjerite prvi obrazac, pronađite kolonu intervala ukupne količine serije proizvoda u koloni „Lot uzorkovanja“, a zatim horizontalno provjerite unakrsni stupac „Standarda za specijalnu inspekciju“ i „Standarda za opštu inspekciju“ da biste utvrdili Količina uzorkovanja; 2. “Standard opšteg pregleda” se koristi za uzorkovanje vizuelnog pregleda. Postoje mnoge sveukupne inspekcije, koje su podijeljene u tri nivoa, nivo I, II i III. Što je veći broj, veći je broj uzorkovanja; 3. “Inspekcijski standard” se koristi za uzorkovanje funkcije i kontrole veličine. Ukupna količina pregleda je mala, podijeljena u 4 razreda, S-1, S-2, S-3, S-4. Što je veći broj, veći je broj uzorkovanja.

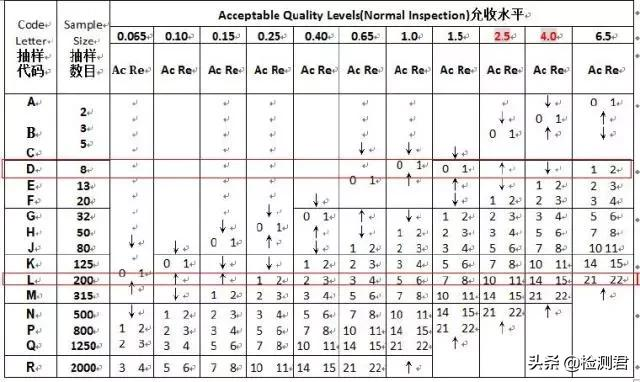
Zadani broj uzoraka za FWW je Level-II, S-2. Ako je ukupan broj proizvoda u ovoj inspekciji 5000 kom (opseg 3201-10000), prema standardnom standardu uzorkovanja FWW, kod uzorkovanja za opštu (izgled) inspekciju je L; šifra uzorkovanja za specijalnu (funkcionalnu) inspekciju je D
Drugi korak je provjera druge tabele, gdje L odgovara broju uzorka od 200 kom; D odgovara broju uzorka od 8 kom.
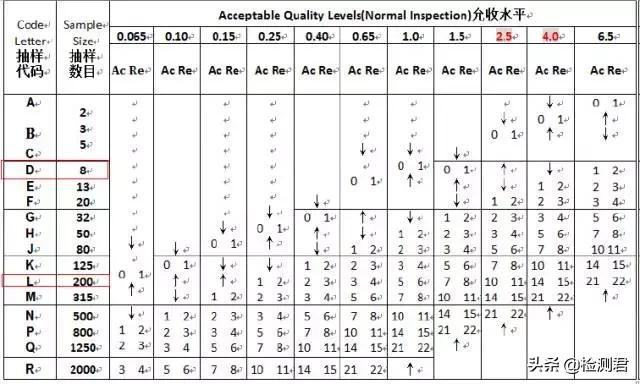
Treći korak 1.U drugoj tabeli postoje dve kolone Ac Re ispod vrednosti svakog nivoa tolerancije. Kada je ukupan broj takvih nedostataka ≤Ac vrijednost, roba se može prihvatiti; kada je ukupan broj takvih nedostataka ≥Re vrijednost, roba se odbija. Zbog sličnog logičkog odnosa, sve Re je za 1 više od Ac. 0 se koristi kao poseban nivo prihvatanja, što nije prikazano u ovoj tabeli. To znači da kvar ne može postojati. Kada se pojavi 1 takav nedostatak, roba će biti odbijena; 2. Zadani AQL za FWW je Cr. 0; Ma. 2.5; Mi. 4.0, ako prema ovom nivou prihvatljivosti: L (200 kom) odgovara Ma. Ac Re od 10 11, odnosno kada je ukupan broj većih nedostataka manji ili jednak 10, roba se može prihvatiti; kada je ukupan broj nedostataka ≥ 11, roba se odbija. Slično, Ac Re iz Mi. je 14 15.D (8 kom) odgovara Ma. je “↑”, što predstavlja nivo prihvatanja u odnosu na gore navedeno, odnosno 0 1; odgovarajući Mi. je “↓”, što predstavlja referencu na dozvoljeni nivo ispod. Nivo prihvatanja, odnosno 1 2Cr. 0, to znači da nije dozvoljeno otkrivanje fatalnih mana
Check List

Kontrolna lista (Check List) se često koristi u inspekcijskim aktivnostima QC-a. Sve tačke koje treba proveriti za proizvode su zabeležene na listi kako bi se izbegli propusti u procesu kontrole kvaliteta. Za klijente koji imaju dugoročnu saradnju, FWW će unaprijed pripremiti kontrolnu listu. Kontrolna lista se obično koristi zajedno sa neispravnom klasifikacijskom listom (DCL Defective Classification List).
Osnovni proces QC inspekcije
Proces inspekcije
KORAK 1FWW će potvrditi specifične zahtjeve inspekcije kod kupca prilikom prijave za inspekciju i odrediti veličinu uzorka i AQL. i proslijediti podatke relevantnom QC-u
STEP 2QC će kontaktirati tvornicu najmanje 1 dan prije dana inspekcije kako bi potvrdio da li je roba kompletirana kako je potrebno
KORAK 3 Na dan inspekcije, QC će prvo fabrički pročitati izjavu o integritetu FWW-a
KORAK 4 Zatim, QC prvo potvrđuje kompletnost robe (da li je proizvod 100% kompletan; pakovanje je 80% kompletno)
KORAK 5 Nacrtajte kutije prema broju od ukupnog broja kutija
KORAK 6 Provjerite informacije o vanjskoj kutiji, informacije o srednjoj kutiji, informacije o proizvodu
KORAK 7 Provjera uzorkovanja izgleda proizvoda prema nivou-II, funkcija i veličina proizvoda prema provjeri uzorkovanja nivoa S-2
KORAK 8 Sumirajte i izračunajte da li ukupan broj kvarova premašuje standard i potvrdite u fabrici
KORAK 9 Nakon inspekcije pripremite izvještaj o inspekcijskom pregledu FWW-a i pošaljite izvještaj revizorima
KORAK 10 Nakon što osoblje izvještaja pregleda izvještaj, pošaljite kupcu

Vrijeme objave: Jul-31-2022