




Els matalassos còmodes tenen l'efecte de millorar la qualitat del son. Els matalassos estan fets de diferents materials, com palma, goma, molles, làtex, etc. Segons el material, són aptes per a diferents grups de persones. Quan els inspectors inspeccionen diversos matalassos, haurien de realitzar inspeccions en quins aspectes i prestar especial atenció a qualsevol defecte. L'editor us ha resumit el contingut de la inspecció del matalàs i l'ha trobat útil i es pot recollir!

Normes d'inspecció de productes i envasos 1. Producte
1) no ha de tenir problemes de seguretat durant l'ús
2) L'aspecte del procés ha d'estar lliure de danys, rascades, esquerdes, etc.
3) Ha de complir amb les lleis i regulacions del país de destinació i els requisits del client
4) L'estructura del producte, l'aspecte, el procés i els materials han de complir els requisits del client i les mostres per lots
5) El producte ha de complir els requisits del client o les mateixes funcions que les mostres per lots
6) La identificació de l'etiqueta ha de ser clara i complir els requisits legals i reglamentaris
 2. Embalatge:
2. Embalatge:
1) L'embalatge ha de ser adequat i prou fort per garantir la fiabilitat del procés de transport del producte.
2) Els materials d'embalatge han de poder protegir el transport del producte.
3) Les marques d'enviament, codis de barres i etiquetes han de complir els requisits del client o les mostres per lots.
4) Els materials d'embalatge han de complir els requisits del client o les mostres per lots.
5) El text explicatiu, les instruccions i les advertències de les etiquetes relacionades s'han d'imprimir clarament en l'idioma del país de destinació.
6) La descripció de les instruccions ha d'estar d'acord amb el producte i les funcions rellevants reals
 3. Pla d'inspecció
3. Pla d'inspecció
1) Normes d'inspecció aplicables: ISO 2859/BS 6001/ANSI/ASQ-Z 1.4 Pla de mostreig únic, inspecció normal.
2) Nivell de mostreig: consulteu els números de mostreig de la taula següent
 3) Si es combinen diversos productes per a la inspecció, el nombre de mostreig de cada producte es determina pel percentatge de la quantitat d'aquest producte en tot el lot. Calcula proporcionalment el nombre de mostreig d'aquest producte en funció del percentatge ocupat. Si el nombre de mostreig calculat és inferior a 1, es prendran dues mostres com un lot sencer de mostres, o es prendrà una mostra com a inspecció de nivell de mostreig especial.
3) Si es combinen diversos productes per a la inspecció, el nombre de mostreig de cada producte es determina pel percentatge de la quantitat d'aquest producte en tot el lot. Calcula proporcionalment el nombre de mostreig d'aquest producte en funció del percentatge ocupat. Si el nombre de mostreig calculat és inferior a 1, es prendran dues mostres com un lot sencer de mostres, o es prendrà una mostra com a inspecció de nivell de mostreig especial.
4) Nivell de qualitat acceptable AQL: No s'admeten defectes greus Defecte crític AQL xx Defecte major AQL xx Norma de defecte menor Nota: "xx" representa l'estàndard de nivell de qualitat acceptable requerit pel client
5) El nombre de mostres per al mostreig especial o fix, no es permeten no conformitats.
6) Normes generals per a la classificació de defectes: (1) Defecte crític: defectes que causen danys personals o factors insegurs en utilitzar o emmagatzemar productes, o defectes que infringeixen les lleis i regulacions pertinents. (2) Defectes importants Els defectes funcionals afecten l'ús o la vida útil, o els defectes d'aparença evidents afecten el valor de venda del producte. (3) Els defectes lleus són defectes que no afecten l'ús del producte i no estan relacionats amb el valor de venda del producte.
7) Normes per a la inspecció aleatòria: (1) La inspecció final requereix que almenys el 100% dels productes s'hagin produït i envasat per a la venda, i almenys el 80% dels productes s'han envasat en caixes exteriors. Excepte requisits especials dels clients. (2) Si es troben diversos defectes en una mostra, s'ha d'enregistrar el defecte més greu com a base per al judici. Tots els defectes s'han de substituir o reparar. Si es troben defectes greus, s'ha de rebutjar tot el lot i el client ha de decidir si allibera la mercaderia.

4. Procés d'inspecció i classificació de defectes
Detalls del número de sèrie, classificació del defecte CriticalMajorMinor1) Inspecció de l'embalatge, obertura de la bossa de plàstic> 19 cm o àrea> 10 x 9 cm, no s'imprimeixen senyals d'advertència d'ofec, falten X senyals d'advertència de seguretat o estan mal impresos, falten X senyals explicatius o estan mal impresos, falta X l'idioma del país de destinació , Falta la identificació de l'origen X, falta el nom i l'adreça de l'importador X o estan mal imprès, Marca X o problema d'il·lustració: falta de contingut, format incorrecte, vores perjudicials i punts afilats de l'embalatge, com ara X, estan danyats, esquerdats, deformats i bruts, XX materials incorrectes o materials d'embalatge incorrectes com ara taques o humitat X embalatge solt X impressió poc clara X embalatge de palet que no compleix els requisits del client X embalatge de fusta no compleix els requisits normatius X2) error de mida d'inspecció d'embalatge de vendes X error d'embalatge X falta dessecant X suport penjat incorrecte X falta un suport penjant X falta sivella o altres components X falten accessoris X bossa de plàstic danyada X error de la bossa de plàstic X olor X motlle X humit XX eslògans d'avís de seguretat que falten o estan impresos Falta o il·legible X eslògans d'advertència explicatius

3) Inspecció d'aparença i procés
Bobina amb risc de lesió X vora afilada X agulla afilada o matèria estranya metàl·lica X peces petites en productes per a nens X olor peculiar X insectes vius X taques de sang X falta l'idioma oficial del país de destinació X manca el lloc d'origen X fil trencat X fil trencat X roving XX fil de color XX filat XX fil de panxa gran XX nus de cotó XX agulla doble X forat trencat X danys a la tela X taca XX taca d'oli XX taca d'aigua XX diferència de color XX marca de llapis XX marca de cola XX cap de fil XX matèria estranya XX diferència de color X decoloració X planxat deficient XX deformació per compressió X tensió de compressió X plec XX plec XX vora aspra XX Fil trencat X Pou que cau X Salt Fil XX Fil plegable XX Fil desigual XX Fil irregular XX Agulla ondulada XX Costura fluixa X Agulla de retorn deficient X Falta data X Desalineació de la data X Falta de costura X Desalineació de la costura X Tensió de costura relaxada X Fil de cosir fluix X Marca de la dent de l'agulla XX Fil enredat XX Esquerda X Fil arrugat XX Costura retorçada X Costura/vora solta X Costura plegable X Desalineació de la direcció del plec de la costura X Costura Lliscament X Desalineació de la costura X Desalineació de la costura X Desalineació de la costura X Costura Desalineació X Desalineació de la costura X Brodat faltant X Desalineació del brodat X Fil de brodat trencat X Desalineació del fil de brodat XX Desalineació d'impressió XX marca d'impressió XX desplaçament d'impressió XX decoloració XX error d'impressió X rascada XX defecte de recobriment o galvanoplastia XX error d'accessori X Desalineació de velcro X Desajust de velcro X Falta l'etiqueta de l'ascensor X Error d'informació de l'etiqueta de l'ascensor X Etiqueta de l'ascensor error d'impressió de la informació XX Informació de l'etiqueta de l'ascensor obstruïda XX L'etiqueta de l'ascensor no està segura XX desalineació frontal i posterior de l'etiqueta X etiqueta inclinada XX4) Cremallera d'inspecció funcional, botó, quatre botons, rebló, mal funcionament del velcro i altres components X Funció de cremallera desigual XX

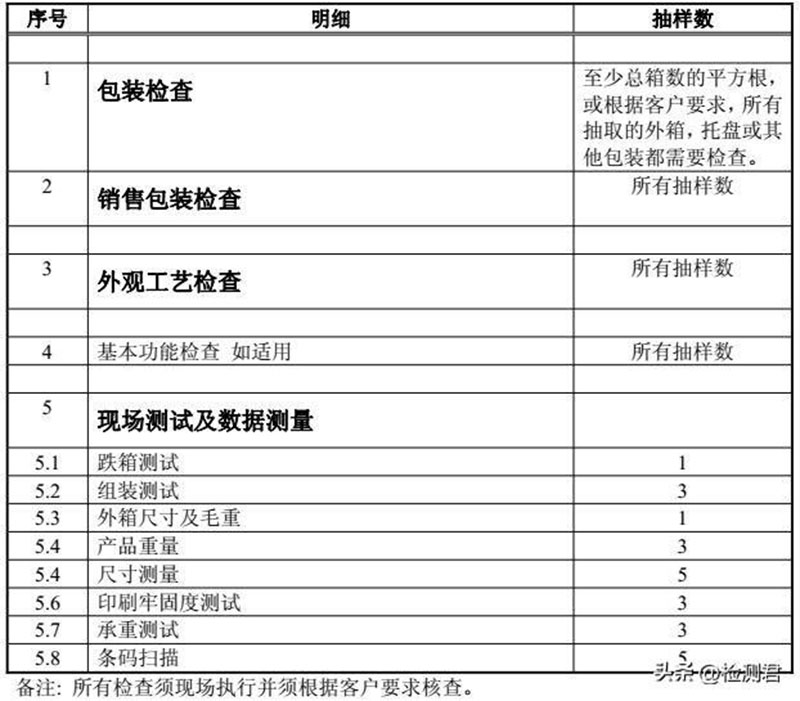
5. Mesurament de dades i proves in situde les proves de la caixa de distribució ISTA IA. Si es troben deficiències de seguretat i funcionalitat o defectes importants, es rebutjarà tot el lot de proves de muntatge. El producte es muntarà d'acord amb les instruccions i s'adaptarà al tipus de llit corresponent per garantir que els accessoris estiguin complets, les instruccions de muntatge siguin clares i la funció del producte un cop finalitzat el muntatge. La mida i el pes de tot el lot de caixes de cua s'han de fer coincidir amb la impressió de la caixa exterior, amb una tolerància de ± 5%. La inspecció de pes es basarà en les necessitats del client i, si no hi ha necessitat, definiu una tolerància de ± 3%. Rebutgeu tota la inspecció de la mida del lot. Segons els requisits del client, si no hi ha requisits, registreu la mida real trobada. Rebutja tot el lot d'impressió per a proves de fermesa. Utilitzeu bosses de plàstic 3M 600 per a la prova, i si hi ha un despreniment d'impressió. 1. Utilitzeu bosses de plàstic de 3M per adherir-se a la impressora i premeu fermament durant 2,45 graus per arrencar la cinta. 3. Comproveu si hi ha despreniment d'impressió a la cinta i la impressió. Rebutja tot el lot de proves de suport de pes. Col·loqueu un disc de càrrega (100 mm de diàmetre al cercle) al mig i apliqueu una força de 1400 N, contínuament durant 1 minut, el producte ha d'estar sense danys, esquerdat i encara es pot utilitzar normalment segons sigui necessari. S'ha de rebutjar tot el lot de codis de barres. Escanegeu els codis de barres amb un escàner de codis de barres per llegir-los i comproveu si els números i els valors de lectura són coherents. El judici de tots els defectes només té caràcter de referència. Si el client té requisits especials, el judici s'ha de basar en els requisits del client.
Hora de publicació: 11-maig-2023