




Los colchones cómodos tienen el efecto de mejorar la calidad del sueño. Los colchones están fabricados con diversos materiales, como palma, caucho, muelles, látex, etc. Dependiendo de su material, son aptos para diferentes grupos de personas. Cuando los inspectores inspeccionan varios colchones, deben realizar inspecciones en qué aspectos y prestar especial atención a cualquier defecto. ¡El editor ha resumido el contenido de la inspección de colchones para usted y lo encontró útil y puede recopilarlo!

Normas de inspección de productos y embalajes 1. Producto
1) no debe tener problemas de seguridad durante el uso
2) La apariencia del proceso debe estar libre de daños, rayones, grietas, etc.
3) Debe cumplir con las leyes y regulaciones del país de destino y requisitos del cliente.
4) La estructura, apariencia, proceso y materiales del producto deben cumplir con los requisitos del cliente y las muestras por lotes.
5) El producto debe cumplir con los requisitos del cliente o las mismas funciones que las muestras por lotes.
6) La identificación de la etiqueta debe ser clara y cumplir con los requisitos legales y reglamentarios.
 2. Embalaje:
2. Embalaje:
1) El embalaje debe ser adecuado y suficientemente resistente para garantizar la fiabilidad del proceso de transporte del producto.
2) Los materiales de embalaje deben poder proteger el transporte del producto.
3) Las marcas de envío, códigos de barras y etiquetas deben cumplir con los requisitos del cliente o con las muestras del lote.
4) Los materiales de embalaje deben cumplir con los requisitos del cliente o con las muestras del lote.
5) El texto explicativo, las instrucciones y las advertencias relacionadas en la etiqueta deben estar claramente impresos en el idioma del país de destino.
6) La descripción de las instrucciones debe estar en línea con el producto y las funciones reales relevantes.
 3. Plan de Inspección
3. Plan de Inspección
1) Normas de inspección aplicables: ISO 2859/BS 6001/ANSI/ASQ-Z 1.4 Plan de muestreo único, inspección normal.
2) Nivel de muestreo: consulte los números de muestreo en la siguiente tabla
 3) Si se combinan varios productos para inspección, el número de muestreo para cada producto se determina por el porcentaje de la cantidad de ese producto en todo el lote. Calcular el número de muestreo de este producto proporcionalmente en función del porcentaje ocupado. Si el número de muestreo calculado es menor que 1, se tomarán dos muestras como un muestreo de lote completo, o se tomará una muestra como una inspección de nivel de muestreo especial.
3) Si se combinan varios productos para inspección, el número de muestreo para cada producto se determina por el porcentaje de la cantidad de ese producto en todo el lote. Calcular el número de muestreo de este producto proporcionalmente en función del porcentaje ocupado. Si el número de muestreo calculado es menor que 1, se tomarán dos muestras como un muestreo de lote completo, o se tomará una muestra como una inspección de nivel de muestreo especial.
4) Nivel de calidad aceptable AQL: No se permiten defectos graves Defecto crítico AQL xx Defecto mayor AQL xx Estándar de defectos menores Nota: “xx” representa el estándar de nivel de calidad aceptable requerido por el cliente
5) El número de muestras para muestreo especial o fijo, no se permiten no conformidades.
6) Reglas generales para la clasificación de defectos: (1) Defecto crítico: Defectos que causan lesiones personales o factores inseguros al usar o almacenar productos, o defectos que violan las leyes y regulaciones pertinentes. (2) Defectos mayores Los defectos funcionales afectan el uso o la vida útil, o los defectos de apariencia obvios afectan el valor de venta del producto. (3) Los defectos menores son defectos que no afectan el uso del producto y no están relacionados con el valor de venta del producto.
7) Las reglas para la inspección aleatoria: (1) La inspección final requiere que al menos el 100% de los productos hayan sido producidos y empaquetados para la venta, y al menos el 80% de los productos hayan sido empaquetados en cajas exteriores. Excepto requisitos especiales de los clientes. (2) Si se encuentran múltiples defectos en una muestra, el defecto más grave debe registrarse como base para el juicio. Todos los defectos deben ser reemplazados o reparados. Si se encuentran defectos graves, se debe rechazar todo el lote y el cliente debe decidir si libera la mercancía.

4. Proceso de inspección y clasificación de defectos.
Detalles del número de serie, clasificación de defectos Crítico Mayor Menor 1) Inspección del embalaje, apertura de la bolsa de plástico > 19 cm o área > 10 x 9 cm, no hay señales de advertencia de asfixia impresas, X faltan señales de advertencia de seguridad o están mal impresas, X faltan señales explicativas o están mal impresas, X falta el idioma del país de destino , X falta la identificación de origen, X el nombre y la dirección del importador faltan o están mal impresos, X problema de marcado o diseño gráfico: falta contenido, formato incorrecto, Bordes dañinos y puntas afiladas en el empaque, como X, están dañados, agrietados, deformados y sucios, XX materiales incorrectos o materiales de embalaje incorrectos, como manchas o humedad X embalaje suelto X impresión poco clara X embalaje de paleta que no cumple con los requisitos del cliente X embalaje de madera que no cumple con los requisitos reglamentarios X2) tamaño de inspección del embalaje de venta error X error de embalaje X falta desecante X soporte para colgar incorrecto X falta soporte para colgar X falta hebilla u otros componentes X faltan accesorios X bolsa de plástico dañada X error de bolsa de plástico X olor X moho X humedad XX lemas de advertencia de seguridad faltantes o impresos Faltan o son ilegibles X lemas de advertencia explicativos

3) Inspección de apariencia y proceso.
Bobina con riesgo de lesión X borde afilado X aguja punzante o materia extraña de metal X piezas pequeñas en productos para niños X olor peculiar X insectos vivos X manchas de sangre X falta el idioma oficial del país de destino X falta el lugar de origen X hilo roto X hilo roto X mecha XX hilo de color XX hilado XX hilo de barriga XX nudo de algodón XX aguja doble X agujero roto X daño en la tela X mancha XX mancha de aceite XX mancha de agua XX diferencia de color XX marca de lápiz XX marca de pegamento XX cabeza de hilo XX materia extraña XX diferencia de color X desvanecimiento X mal planchado XX deformación por compresión X tensión de compresión X Pliegue XX Pliegue XX Borde áspero XX Hilo roto X Hoyo que cae X Hilo que salta XX Hilo doblado XX Hilo desigual XX Hilo irregular XX Aguja ondulada XX Cosido flojo X Aguja de retorno deficiente X Falta fecha X Desalineación de fecha X Falta costura X Desalineación de costura X Relajado Tensión de costura X Hilo de coser suelto X Marca del diente de la aguja XX Hilo enredado XX Grieta reventada X Hilo arrugado XX Costura torcida X Costura/borde suelto X Costura doblada X Desalineación de la dirección del pliegue de la costura X Deslizamiento de la costura X Desalineación de la costura X Desalineación de la costura X Desalineación de la costura X Desalineación de la costura X Desalineación de la costura X Falta de bordado X Desalineación del bordado X Hilo de bordar roto X Desalineación del hilo de bordar XX Desalineación de la impresión XX marca de impresión XX desplazamiento de la impresión XX desvanecimiento XX error de impresión X rayado XX recubrimiento o defecto de galvanoplastia XX error de accesorio X Desalineación del velcro X No coincide el velcro X Falta la etiqueta del elevador X Error de información de la etiqueta del elevador X Error de impresión de la información de la etiqueta del elevador XX Información de la etiqueta del ascensor obstruida XX Etiqueta del ascensor no segura XX etiqueta desalineada delantera y trasera X etiqueta torcida XX4) Inspección funcional cremallera, botón, cuatro botones, remache, Mal funcionamiento del velcro y otros componentes X Función desigual de la cremallera XX

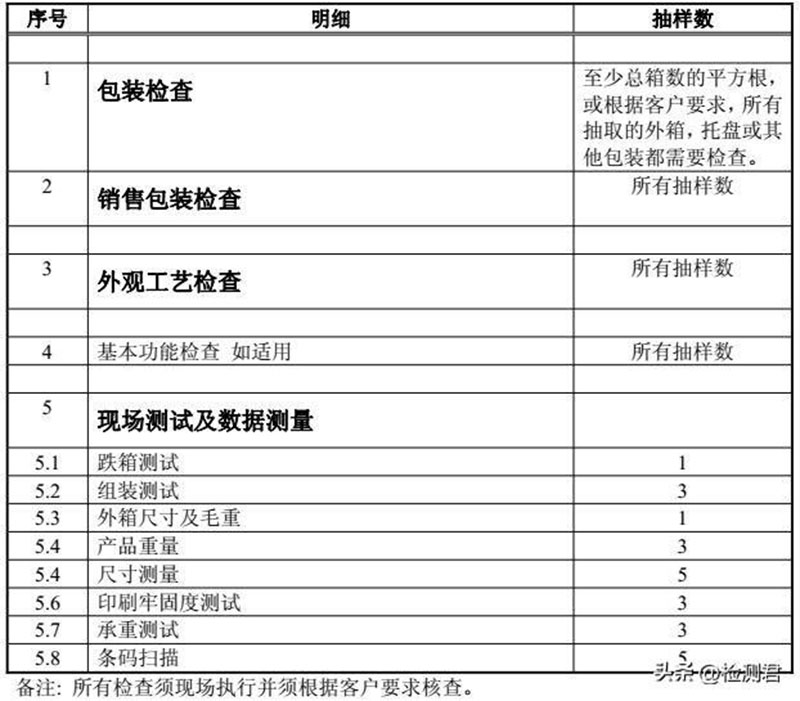
5. Medición de datos y pruebas in situde las pruebas del buzón de entrega de ISTA IA. Si se encuentran deficiencias de seguridad y funcionalidad o defectos importantes, se rechazará todo el lote de pruebas de ensamblaje. El producto se ensamblará de acuerdo con las instrucciones y se adaptará al tipo de cama correspondiente para garantizar que los accesorios estén completos, las instrucciones de ensamblaje sean claras y la función del producto una vez completado el ensamblaje. El tamaño y peso de todo el lote de cajas traseras deberá coincidir con la impresión de la caja exterior, con una tolerancia de ± 5%. La inspección de peso se basará en las necesidades del cliente, y en caso de no existir necesidad, se definirá una tolerancia de ± 3%. Rechace toda la inspección del tamaño del lote. Según los requisitos del cliente, si no hay requisitos, registre el tamaño real encontrado. Rechace todo el lote de impresión para realizar pruebas de firmeza. Utilice bolsas de plástico 3M 600 para realizar pruebas y si hay desprendimiento de impresión. 1. Utilice bolsas de plástico 3M para adherir a la impresora y presione firmemente durante 2,45 grados para arrancar la cinta. 3. Compruebe si hay desprendimientos de impresión en la cinta y la impresión. Rechace todo el lote de pruebas de carga de peso. Coloque un disco de carga (100 mm de diámetro en el círculo) en el medio y aplique una fuerza de 1400 N. Continuamente durante 1 minuto, el producto no debe estar dañado, agrietado y aún poder usarse normalmente según sea necesario. Se debe rechazar todo el lote de códigos de barras. Escanee los códigos de barras utilizando un escáner de códigos de barras para leerlos y verificar si los números y los valores de lectura son consistentes. El juicio de todos los defectos es sólo para referencia. Si el cliente tiene requisitos especiales, el juicio debe basarse en los requisitos del cliente.
Hora de publicación: 11 de mayo de 2023