




Mota askotako altzariak daude, hala nola, egur trinkoko altzariak, forjazko altzariak, panelen altzariak, etab. Altzari-elementu askok kontsumitzaileek beraiek muntatu behar dituzte erosi ondoren. Hori dela eta, ikuskatzaileek muntatutako altzariak ikuskatu behar dituztenean, altzariak gunean muntatu behar dituzte. Zeintzuk dira ekipamendu-urratsak altzariak desmuntatu eta muntatzeko, nola funtzionatu in situ eta zeintzuk diren neurriak.

1.On muntaia ikuskatzeko kantitatea
1) Ikuskatzaileak modu independentean muntatu behar du gutxienez produktu-multzo bat muntatzeko eskuliburuaren arabera. Produktuaren tamaina handiegia bada eta fabrikako langileen laguntza behar badu, beharrezkoa da konexioa eta bat datozen piezak ikuskatzaileak berak instalatu eta funtzionatzen dituela ziurtatu.
2) Beste produktu batzuen muntaia fabrikako langileek egin dezakete, baina ikuskatzaileak tokian tokiko gainbegiratze osoz egin behar du. Garrantzitsua da produktua muntatzeko prozesu osoa ikuskatzea, muntaketaren azken emaitzan zentratu beharrean. Hori dela eta, ekipamendu-prozesuan zehar, ikuskatzaileak ezin du muntaketa-gunetik irten, eta ekipamendu-kopurua ikuskapen (WI) eskakizunen araberakoa da.
2.Gunean muntatzeko urratsak eta neurriak
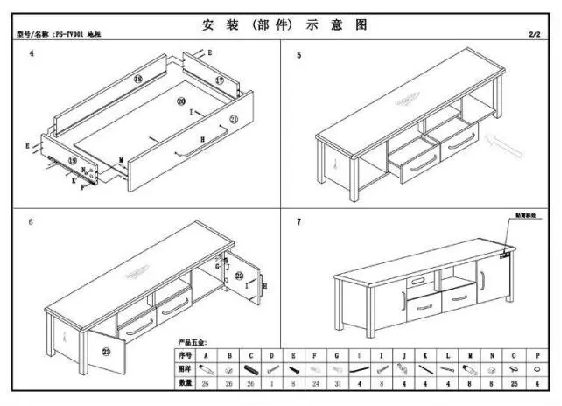
1)Guneko ekipamenduak produktuak emandako muntatzeko argibideak zorrotz jarraitu behar ditu. Muntaketa prozesuan, egiaztatu muntatzeko jarraibideen urratsak zuzenak diren, osagai bakoitzak baldintza teknikoak betetzen dituen, ondo egokitzen den, zuloaren posizioa zuzena den, produktua irmoa den eta kanpoko tresnak behar diren ala ez (oro har ez baimenduta, eskakizun zehatzak argibideen araberakoak dira)
2) Muntatu aurretik, garrantzitsua da produktuaren pieza kopurua identifikatzea, ontziratzeko kartoizko kaxa ireki, hardware paketea leku bereizi batean jarri eta zenbatu beste produktu batzuetako osagarriekin galtzea edo nahastea ekiditeko.
3) Lehenik eta behin, egiaztatu osagaien kopurua eta tamaina eskuliburuan adierazitako kantitatearekin bat datozen ala ez. Muntatzean, kontuz ibili pieza desegokiak ez ordezkatzeko.
4) Irakurri arretaz muntatzeko eskuliburua, lehenik eta behin osagai nagusiak bereizi muntaketaren ordenan eta bisitatu oholak bereizita bat etortzeko. Hobe da taula hauei argazkiak uniformeki ateratzea.
5)Prestatu instalazio-tresnak, hala nola bihurkinak, giltzak, etab., eta jarraitu produktua muntatzeko eskuliburuko muntaketa-urratsak muntaketa-prozesuan zehar. Ikuskatzaileek arreta berezia jarri behar dute: fabrikako langileek sarritan esperientzian oinarritzen dira muntaketan zehar eta ez dituzte ekipoen eskuliburuko urratsak guztiz betetzen. Praktika honek ezin du egiaztatu ekipoen eskuliburua arrazoizkoa eta osoa den. Egoera hau aurkitzen bada, berehala gelditu/zuzendu behar da. Hobe da unitate bat aldi berean instalatzea, eta ez hainbat unitate aldi berean, gainbegiratze desegokia saihesteko.
6) Oro har, produktu gehienen muntaketa prozesua lau fasetan bana daiteke:
Lehen urratsa produktuaren hezurdura osatzea da. Prozesu honetan zehar, arreta jarri behar da hezurduraren konexio-zuloak zuzenak diren ala ez, torlojuen eta beste finkagailuen instalazioa leuna den ala ez, konektoreak blokeatuta dauden ala ez eta hezurduraren hutsuneak uniformeak eta koherenteak diren ala ez.
Bigarren urratsa hezurduran egitura indartzen duten osagai finkoak instalatzea da. Prozesu horretan, arreta jarri behar da hardware-osagarriei, batez ere torlojuak, galdu behar ez direnak. Osagai eta lokailu guztiak markoaren gainean jarri behar dira, eta konexio-zuloen egokitasuna egiaztatu behar da. Garrantzitsua da prozesu honetan torloju-zuloen lerrokadura desegokia gertatzen dela.
Hirugarren urratsa gida-gailuak edo konektaturiko pieza higigarriak dagozkien posizioetan instalatzea da. Garrantzitsua da altzarien osagaiak hainbat aldiz desmuntatu eta munta daitezkeela kalterik gabe. Prozesu honetan, arreta jarri behar da osagarri hauek konexio bakar baten ondoren torloju-zulo solteak edo hondatutako piezak dituzten ala ez.
Laugarren zatia osagai edo osagarri txikiak edo apaingarriak instalatzea da. Prozesu honetan, arreta jarri behar da torlojuaren luzerak baldintzak betetzen dituen ala ez, dekorazio-osagarriak ondo sendotu daitezkeen ala ez, torlojua blokeatzeko zuloaren posizioa egokia den ala ez, eta produktua urratu behar ez den edo osagarriak ez ote diren. solte egon.

Maiz egiten diren galderak
1. Produktuan osagaien falta, batez ere ontzi txikietan hardware osagarriak
2. Zuloaren posizioak ez ditu baldintzak betetzen, batez ere konexio-zulo posizio okerra, zulo txikia, sakonegia edo sakonegia zuloa, norabide desbideratzea, etab.
3. Taularen osagarrien zuloak pinturaz beteta daude eta hardwarea ezin da leunki sartu
4. Hardwarearen osagarriak ezin dira ondo blokeatu eta produktua ez dago segurua
5. Hardwarearen osagarriak blokeatzean, osagaiak deformatu, pitzatu edo honda daitezke
6. Pieza mugikor funtzionalak ezin dira leunki bultzatu edo tira
7. Konektoreak kaltetuak eta herdoil orbanak hardware osagarrien gainazalean
8. Osagaien arteko tarte gehiegi edo irregularrak muntatzean

Kalitate baldintzaketaikuskatzeko metodoakproduktuetarako
1. Ikuskatzeko metodoa
Erremintaren neurketa, ikusizko ikuskapena, eskuko ukimena eta produktuen ikuskapena produktuen muntaketa baldintza teknikoen eta marrazkien dimentsio eta formen arabera.
2. Detekzio distantzia
Argi naturalaren edo gutxi gorabeherako argi naturalaren azpian egon behar du (adibidez, 40 W-ko lanpara fluoreszentea), 700-1000 mm-ko ikusmen-tartearekin
3. Itxura ikuskatzeko ardatza
1) Osagaiak finkatzeko erabiltzen diren soldadura, errematxaketa, mortasa eta tenoi-junturak ez dira solteak izan behar
2) Torlojuak eta hardware konexioak ez dira solteak egon behar
3) Hardware-osagarrien gainazalek ez dute marradurarik, estaldura (estaldura) geruza irmoa da eta ez dago zuritu edo herdoildurik.
4) Karga-jasaten duten osagaiek eta piezen mugimenduek ez dute pitzadurarik, korapilorik, intsektu-zulorik edo bestelako akatsik izan behar
5) Mugitzen diren piezak irmo eta fidagarritasunez konektatuta egon behar dute, ez dira bere kabuz erortzen, eta malguak eta erabiltzeko erraza izan behar dute.
6) Metalezko osagarriek ez dute pitzadurarik edo orbainrik izan behar
7) Soldadura gunean ez da desoldatzerik, soldadura birtualrik edo soldadura sartzerik egon behar.
8) Soldatutako piezak pororik, soldadura-nodulurik eta zipriztinrik gabe egon behar dute
9) Errematxatutako piezak leunki errematxatu behar dira mailu markarik gabe
10) Estaldurak ez du erredurarik, burbuilarik, zulorik, pitzadurarik, errebarik eta marraturik izan behar
11) Metalezko piezen estaldurak ez luke izan behar agerian hondorik, desnibelik, ageriko sagging, pikorrik, zimurrak edo margo hegalaririk.
12) Amaitutako produktuaren gainazalean marradurarik edo marradurarik ez
13) Produktuaren egitura orokorra irmoa da, lurrean orekatua, eta osagaietan ez dago solterik astintzean. Loturak estuak dira eta ez dago hutsune nabaririk
14) Lenteak eta kristalezko armairuko ateak garbi daude inolako itsasgarri-markarik gabe, eta loturak edo junturak estu eta irmoak dira
15) Maiz irekitzen diren hardware-osagarriek, hala nola, bisagrak, erretraktilak, tiraderak, etab., ireki eta ixteko malguak behar dituzte
16) Egur solidoaren osagaiek ez dute usteltze-zantzurik, intsektuen zulorik, hausturarik, etab., eta kolorea eta egur-alearen norabidea koherenteak dira. Hezetasun edukiak baldintzak betetzen ditu
17) Egurrezko piezen estaldurak ez du zimurrik edo pintura-isuririk izan behar: metalezko piezen estaldurak edo estaldurak ez luke zuritu, brodatu edo pintura-isuririk izan behar.
18) Egurrezko piezen estaldura laua eta leuna izan behar da, marradurarik, orban zuririk, burbuilarik, zapaldurarik eta kolore desberdintasun nabaririk gabe.
19) Panelaren osagaiak hutsik, solte, intsektu, pitzatu, txirbildu, marratu, iltzatu, zulatu eta bestelako fenomenorik gabe daude.
20) Gainazaleko koloreak koherentea izan behar du, pieza bakarra posizio ezberdinetan alderatuz edo sistema osoa alderatuz, koloreak koherentea izan behar du.
21) Ez dago tresna-marka nabaririk gainazalean, hala nola, aizto-markak, arrastatze-markak, zatiketa, pitzadura, harea beltza eta hondoratzea.
22) Bisagra ez da tolestu behar edo gehiegi altxatu behar, eta ez da onartzen atea doitzea bisagra tolestuz bere lautasuna mantentzeko.
23) Beira eta ispiluak astindu edo askatu gabe jarri behar dira
24) Produktuak ez du hondakinik, irtengune zorrotzik, errebarik, kola-markarik, beltz erre edo gehiegizko ihinztadurarik.
25) Amaitutako produktuaren tamaina orokorrak marrazkiaren eskakizunak betetzen ditu eta kanpoko neurriak onartzen den tamainaren tolerantzia-tartearen barruan daude.
Hardware osagarri arruntakaltzariak desmuntatu eta muntatzeko
Hardware osagarriak, oro har, altzariak desmuntatzerakoan egitura konpondu eta konektatzeko erabiltzen dira. Altzarietan ohiko konektoreak honako hauek dira: bisagrak, konektoreak (eszentrikoak edo iraunkorrak), tiraderaren irristadak, ate irristagarriak, heldulekuak, sarrailak, blokeo-pinak, ateen bentosak, zatiketa euskarriak, zintzilikatutako arropa-makilak, poleak, hankak, torlojuak, egurrezko torlojuak, egurrezko tenoiak. , iltze biribilak, etab.

1. Bisagra
Bisagrak bi zati mugikor lotzen dituzten egitura nagusiak dira, batez ere armairuko ateak ireki eta ixteko erabiltzen direnak, bisagra bisak eta ezkutuko gontzetan banatuta.
1) Ming gontza
Bisagrak bisagrak baino ez dira normalean, eta instalatuta dagoenean, bisagraren zatia altzarien gainazalean azaltzen da. Bisagrak ate integratuetarako eta ate tolesgarrietarako erabil daitezke.

2) Ezkutuko gontza
Ezkutuko bisagra biak biratzen du eta altzarien barruan ezkutatzen da instalazioan isuririk gabe.

2. Konexio-osagaiak
Konektoreak, konektore finko gisa ere ezaguna, eragin zuzena du altzarien produktuen egituran eta irmotasunean. Batez ere alboko panelak, panel horizontalak eta altzarien atzeko panelak konektatzeko erabiltzen da altzarien panelak konpontzeko. Bielek konektore eszentrikoak eta konektore iraunkorrak ditu.
1) Konektore eszentrikoa
Distantzia eszentriko bat erabiliz, konektatu plaka horizontala alboko plakarekin, hala nola zorua eta alboko plaka, eta beheko plaka goitik edo albotik instala daiteke.

2) Konektore iraunkorrak
Bi zati ditu: torloju bat eta malguki altzairuzko plaka duen mahuka bat. Konexioa eskuz sakatu ondoren, objektua etengabe lotuta dago, oso lotura sendoa duelako.

3. Tiraderaren irristagailua
Tiraderaren irristagailuak, oro har, burdinazko labeko pinturaz edo burdinazko galbanizatutako materialez eginda daude. Ekialdeko Txinako metodo ezberdinen arabera, polea mota edo bola motatan bana daitezke. Tiraderatik armairurako distantziaren arabera, sekzio bakarreko errailetan, sekzio bikoitzean eta hiru sekzioko errailetan banatu daitezke.

4. Torlojua
Buru batez eta torlojuz (kanpoko haridun gorputz zilindriko bat) osatutako finkagailu mota bat, gortinarekin bat egin behar dena eta bi piezak estutu eta zuloekin lotzeko erabiltzen dena. Lotura-forma honi bolt-konexioa deitzen zaio.
5. Tenoi zirkularra
Panel-altzarien muntaketa eta konexio osagarrien artean erabili ohi den bat, haga biribil baten itxura duena eta, oro har, egurrez egindakoa. Altzariak desmuntatzen eta muntatzean, egurrezko tenoiek kokapen-eginkizuna betetzen dute, gehien erabiltzen diren 6 mm, 8 mm, 10 mm eta 12 mm-ko diametroak eta 20 mm, 25 mm, 30 mm, 35 mm, 40 mm eta 50 mm-ko luzerak dituztenak.

6. Beste konektore batzuk
Torlojuak, torlojuak, azkoinak, zirrindolak, malguki-zirrindak, azkoin zilindrikoak, nerbio bikoitzeko azkoinak, heldulekuak, etab.

Argitalpenaren ordua: 2024-09-2024