




Os colchóns cómodos teñen o efecto de mellorar a calidade do sono. Os colchóns están feitos de diversos materiais, como palma, goma, resortes, látex, etc. Segundo o seu material, son aptos para diferentes grupos de persoas. Cando os inspectores inspeccionan varios colchóns, deben realizar inspeccións en que aspectos e prestar especial atención a calquera defecto. O editor resumiu o contido da inspección de colchóns para ti e resultou útil e pódese recoller.

Normas de inspección de produtos e envases 1. Produto
1) non debe ter problemas de seguridade durante o uso
2) O aspecto do proceso debe estar libre de danos, arañazos, rachaduras, etc.
3) Debe cumprir as leis e regulamentos do país de destino e os requisitos do cliente
4) A estrutura do produto, o aspecto, o proceso e os materiais deben cumprir os requisitos do cliente e as mostras do lote
5) O produto debe cumprir os requisitos do cliente ou as mesmas funcións que as mostras do lote
6) A identificación da etiqueta debe ser clara e cumprir cos requisitos legais e regulamentarios
 2. Embalaxe:
2. Embalaxe:
1) O embalaxe debe ser o suficientemente resistente e axeitado para garantir a fiabilidade do proceso de transporte do produto.
2) Os materiais de embalaxe deben ser capaces de protexer o transporte do produto.
3) As marcas de envío, códigos de barras e etiquetas deben cumprir os requisitos do cliente ou as mostras do lote.
4) Os materiais de embalaxe deben cumprir os requisitos do cliente ou as mostras do lote.
5) O texto explicativo, as instrucións e as advertencias relacionadas nas etiquetas deben estar claramente impresos no idioma do país de destino.
6) A descrición das instrucións debe estar en consonancia co produto e as funcións relevantes reais
 3. Plan de Inspección
3. Plan de Inspección
1) Normas de inspección aplicables: ISO 2859/BS 6001/ANSI/ASQ-Z 1.4 Plan de mostraxe único, inspección normal.
2) Nivel de mostraxe: consulte os números de mostraxe da seguinte táboa
 3) Se se fusionan varios produtos para a súa inspección, o número de mostra de cada produto determínase pola porcentaxe da cantidade dese produto en todo o lote. Calcula o número de mostra deste produto proporcionalmente en función da porcentaxe ocupada. Se o número de mostraxe calculado é inferior a 1, tomaranse dúas mostras como unha mostra de lote enteiro, ou tomarase unha mostra como unha inspección de nivel de mostraxe especial.
3) Se se fusionan varios produtos para a súa inspección, o número de mostra de cada produto determínase pola porcentaxe da cantidade dese produto en todo o lote. Calcula o número de mostra deste produto proporcionalmente en función da porcentaxe ocupada. Se o número de mostraxe calculado é inferior a 1, tomaranse dúas mostras como unha mostra de lote enteiro, ou tomarase unha mostra como unha inspección de nivel de mostraxe especial.
4) Nivel de calidade aceptable AQL: Non se admiten defectos graves Defecto crítico AQL xx Defecto maior AQL xx Estándar de defecto menor Nota: "xx" representa o nivel de calidade aceptable esixido polo cliente
5) O número de mostras para mostraxe especial ou fixa, non se admiten non conformidades.
6) Regras xerais para a clasificación de defectos: (1) Defecto crítico: defectos que causan danos persoais ou factores inseguros ao usar ou almacenar produtos, ou defectos que infrinxen as leis e regulamentos pertinentes. (2) Defectos principais Os defectos funcionais afectan o uso ou a vida útil, ou defectos de aparencia evidentes afectan o valor de venda do produto. (3) Os defectos menores son defectos que non afectan o uso do produto e non están relacionados co valor de venda do produto.
7) Normas para a inspección aleatoria: (1) A inspección final esixe que polo menos o 100% dos produtos fosen producidos e envasados para a súa venda, e polo menos o 80% dos produtos foron embalados en caixas exteriores. Agás requisitos especiais dos clientes. (2) Se se atopan múltiples defectos nunha mostra, debe rexistrarse o defecto máis grave como base para o xuízo. Todos os defectos deben ser substituídos ou reparados. Se se atopan defectos graves, o lote completo debe ser rexeitado e o cliente debe decidir se libera a mercadoría.

4. Proceso de inspección e clasificación de defectos
Detalles do número de serie, clasificación de defectos CriticalMajorMinor1) Inspección do embalaxe, abertura da bolsa de plástico > 19 cm ou área > 10 x 9 cm, non se imprimen sinais de advertencia de asfixia, faltan X sinais de advertencia de seguridade ou están mal impresos, Faltan X sinais explicativos ou están mal impresos, Falta o idioma do país de destino. , Falta a identificación de orixe X, falta o nome e enderezo do importador X ou están mal impresos, Marca X ou problema de ilustración: falta de contido, formato incorrecto, bordos prexudiciais e puntos afiados da embalaxe, como X, están danados, rachados, deformados e sucios, XX materiais incorrectos ou materiais de embalaxe incorrectos, como manchas ou humidade X embalaxe solta X impresión pouco clara X embalaxe de palés que non cumpre os requisitos do cliente X embalaxe de madeira non cumpre os requisitos regulamentarios X2) erro de tamaño da inspección de embalaxe de vendas X erro de embalaxe X falta desecante X soporte colgante incorrecto X falta soporte para colgar X fibela ou outros compoñentes faltantes X accesorios faltantes X bolsa de plástico danada X erro da bolsa de plástico X olor X mofo X húmedo XX faltan ou están impresos consignas de advertencia de seguridade Faltan ou están ilegibles X consignas de advertencia explicativas

3) Aspecto e inspección do proceso
Bobina con risco de lesión X bordo afiado X agulla afiada ou materia estraña metálica X pezas pequenas en produtos infantís X cheiro peculiar X insectos vivos X manchas de sangue X falta a lingua oficial do país de destino X falta o lugar de orixe X fío roto X fío roto X rotura XX fío de cor XX xirado XX fío de barriga grande XX nó de algodón XX agulla dobre X buraco roto X dano na tela X mancha XX mancha de aceite XX mancha de auga XX diferenza de cor XX marca de lapis XX marca de pegamento XX cabeza de fío XX materia estraña XX diferenza de cor X desvanecemento X planchado deficiente XX deformación por compresión X tensión de compresión X pliegue XX pliegue XX borde áspero XX Fío roto X Pozo que cae X Salto Fío XX Fío plegado XX Fío irregular XX Fío irregular XX Agulla ondulada XX Costura solta X Agulla de retorno pobre X Falta data X Desalineación da data X Falta de costura X Desalineación da costura X Tensión de costura relaxada X Fío de costura solto X Marca do dente da agulla XX Fío enredado XX Rachadura X Fío engurrado XX Costura retorcida X Costura/borde solto X Costura dobrada X Desalineación da dirección do dobrado X Costura Deslizamento X Desalineación de costura X Desalineación de costura X Desalineación de costura X Costura Desalineación X Desalineación de costura X Bordado faltante X Desalineación do bordado X Hilo de bordado roto X Desalineación do hilo de bordado XX Desalineación de impresión XX Marca de impresión XX Desplazamento de impresión XX Desvanecemento XX Erro de impresión X Rasguño XX Defecto de revestimento ou galvanoplastia XX Error de accesorio X Desalineación de velcro X Desalineación de Velcro X Falta a etiqueta do ascensor X Erro de información da etiqueta do ascensor X Etiqueta do ascensor erro de impresión da información XX Información da etiqueta do ascensor obstruída XX Etiqueta do ascensor non está segura XX desalineación da etiqueta frontal e traseira X etiqueta sesgada XX4) Cremallera de inspección funcional, botón, catro botóns, remache, mal funcionamento do velcro e outros compoñentes X Función de cremalleira irregular XX

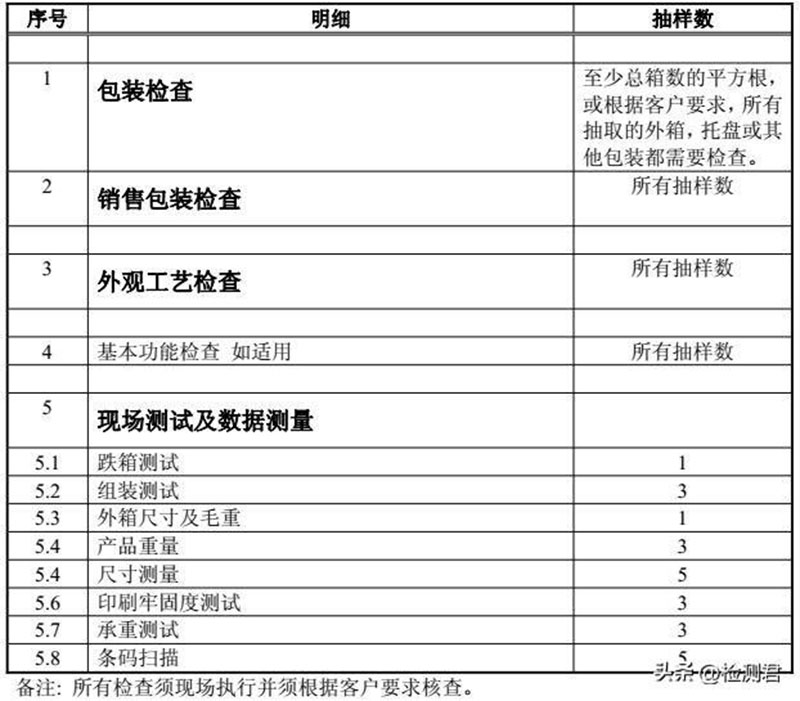
5. Medición de datos e probas in situdas probas da caixa de envío de ISTA IA. Se se atopan deficiencias de seguridade e funcionalidade ou defectos importantes, rexeitarase o lote completo de probas de montaxe. O produto montarase de acordo coas instrucións e adaptarase ao tipo de cama correspondente para garantir que os accesorios estean completos, as instrucións de montaxe son claras e a función do produto despois de completar a montaxe. O tamaño e o peso de todo o lote de caixas de cola deben coincidir coa impresión da caixa exterior, cunha tolerancia de ± 5%. A inspección do peso basearase nas necesidades do cliente e, se non hai necesidade, defina unha tolerancia de ± 3%. Rexeitar toda a inspección do tamaño do lote. Segundo os requisitos do cliente, se non hai requisitos, rexistre o tamaño real atopado. Rexeite todo o lote de impresión para probas de firmeza. Use bolsas de plástico 3M 600 para probar, e se hai desprendemento de impresión. 1. Use bolsas de plástico 3M para adherirse á impresora e presione firmemente durante 2,45 graos para arrincar a cinta. 3. Comprobe se hai desprendemento de impresión na cinta e imprima. Rexeitar todo o lote de probas de soporte de peso. Coloque un disco de carga (100 mm de diámetro no círculo) no medio e aplique unha forza de 1400 N, continuamente durante 1 minuto, o produto debe estar intacto, rachado e aínda poder usarse normalmente segundo sexa necesario. Debe rexeitarse todo o lote de códigos de barras. Escanee os códigos de barras usando un escáner de códigos de barras para ler os códigos de barras e comprobe se os números e os valores de lectura son consistentes. O xuízo de todos os defectos é só para referencia. Se o cliente ten requisitos especiais, o xuízo debe basearse nos requisitos do cliente.
Hora de publicación: 11-maio-2023