




A inspección é unha parte inaccesible do negocio diario, pero cal é o proceso e método de inspección profesional? TTS recompilou coleccións relevantes de inspección profesional FWW para ti, para que a túa inspección de mercadorías sexa máis eficiente.
Que é a inspección de mercadorías (QC)

O persoal que realiza traballos de inspección denomínase colectivamente QC (abreviatura de Quality Controller).
As actividades de inspección realizadas por QC chámanse inspección e divídense segundo a parte encargada do QC: hai 3 tipos, a inspección de primeira parte, a inspección de segunda parte e a inspección de terceiros: a primeira parte é o control de calidade organizado polo fabricante; o terceiro O segundo é o QC enviado pola empresa cliente;
Inspección por un terceiro encomendado por unha axencia de inspección externa para un cliente externo. FWW ofrece servizos de inspección de terceiros
O servizo de inspección proporcionado por FWW divídese en: inspección final FQC e inspección de produción media QC en liña segundo a fase de finalización do produto. As fases restantes son as inspeccións en produción, que son actividades de control temperán da calidade do produto.
Tamaño da mostra e nivel permitido (AQL)

A forma máis segura de inspeccionar os produtos é inspeccionar o 100% de todos os produtos, pero isto require moito tempo de control de calidade, especialmente para lotes grandes.
Entón, como podemos atopar un nivel de mostraxe razoable para equilibrar o risco de calidade do produto e o custo do control de calidade. Este punto de equilibrio é "Tamaño da mostra". Coa regulación do número de mostras, o seguinte problema que debe afrontar o control de calidade é atopar defectos no proceso de inspección de mostras, cantos defectos, cantos defectos son aceptables para este lote, cantos defectos necesita este envío. ser rexeitado? Este é o nivel aceptable (AQL: nivel de calidade aceptable) Nivel de defecto (crítico, maior, menor)
Os defectos detectados durante o proceso de inspección clasificaranse en 3 graos segundo a súa gravidade:
Exemplos de definicións de grao Os defectos mortais críticos (Cr.) poden causar danos potenciais ao corpo humano ou violar leis e regulamentos, como bordos afiados, ángulos agudos, fugas eléctricas, etc. (normalmente, os problemas de código de barras definiranse como Cr.) ; Produtos certificados, non hai defectos importantes (Ma.) como a marca CE, algunhas funcións importantes ou defectos de aparencia en produtos como vasos de illamento térmico, impresión de logotipo deficiente, etc. Defectos menores (Mi.) como defectos de aparencia menores. en produtos como produtos Lixeiros arañazos na superficie, lixeira mala impresión, etc.
En circunstancias normais, un control de calidade experimentado pode determinar por si mesmo a clasificación dos defectos atopados durante a inspección segundo os principios anteriores. Non obstante, para garantir que todos os QC implicados non teñan ambigüidade na clasificación de defectos, algúns clientes compilarán unha Lista de clasificación de defectos (Lista de clasificación de defectos DCL), enumerarán todos os defectos relacionados co produto na lista de clasificación de defectos e indicarán o nivel de defecto que cada defecto debe ser xulgado. .
Utilización da táboa do plan de mostraxe
Despois de introducir os conceptos de tamaño da mostra, AQL e nivel de defecto, a aplicación real require QC para comprobar o plan de mostraxe. Utilízanse un total de 2 formularios xuntos, o primeiro resolve o problema de canto debuxar e o segundo resolve o problema de cantos defectos se poden rexeitar.
Paso 1: verifique o primeiro formulario, busque a columna de intervalos da cantidade total do lote de produtos na columna "Lote de mostraxe" e, a continuación, verifique horizontalmente a columna transversal de "Norma de inspección especial" e "Estándar de inspección xeral" para determinar Cantidade de mostraxe; 2. A "Norma de inspección xeral" úsase para a mostraxe da inspección visual. Hai moitas inspeccións xerais, que se dividen en tres niveis, Nivel I, II e III. Canto maior sexa o número, maior será o número de mostraxe; 3. O "estándar de inspección" úsase para a mostra da función e a inspección do tamaño. A cantidade de inspección global é pequena, dividida en 4 graos, S-1, S-2, S-3, S-4. Canto maior sexa o número, maior será o número de mostraxe.
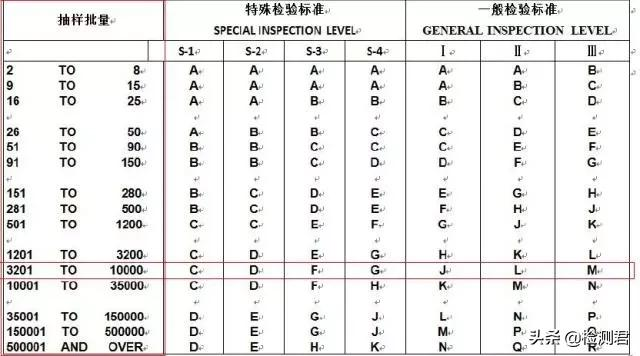
O número predeterminado de mostras para FWW é Nivel-II, S-2. Se o número total de produtos nesta inspección é de 5000 unidades (rango 3201-10000), segundo o estándar de mostraxe predeterminado de FWW, o código de mostraxe para a inspección xeral (apariencia) é L; o código de mostraxe para a inspección especial (función) é D
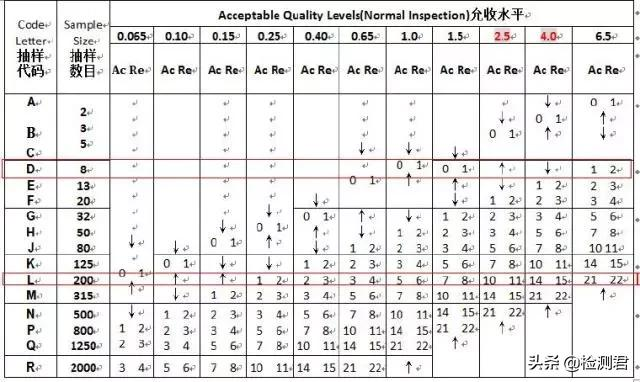
O segundo paso é comprobar a segunda táboa, onde L corresponde ao número de mostra de 200pc; D corresponde ao número de mostra de 8 unidades.
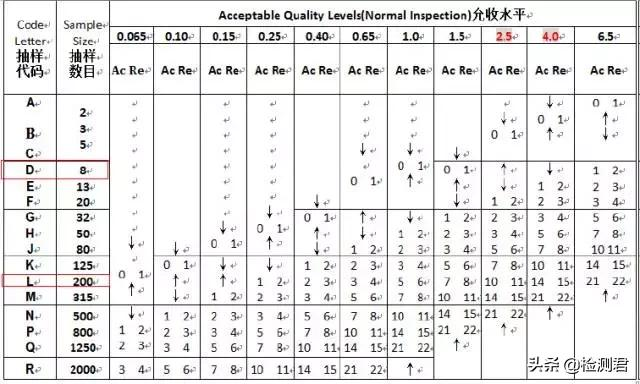
Terceiro paso 1.Na segunda táboa, hai dúas columnas de Ac Re baixo o valor de cada nivel de tolerancia. Cando o número total de tales defectos ≤ valor Ac, as mercadorías poden ser aceptadas; cando o número total de tales defectos ≥Re valor, as mercadorías son rexeitadas. Debido á relación lóxica semellante, todo Re é 1 máis que Ac. 0 úsase como un nivel de aceptación especial, que non se reflicte nesta táboa. Significa que o defecto non pode existir. Unha vez que haxa 1 destes defectos, a mercadoría será rexeitada; 2. O AQL predeterminado de FWW é Cr. 0; Ma. 2,5; Mi. 4.0, se segundo este nivel de aceptación: L (200pc) corresponde a Ma. Ac Re de 10 11, é dicir, cando o número total de defectos maiores é inferior ou igual a 10, a mercadoría pódese aceptar; cando o número total de defectos é ≥ 11, as mercadorías son rexeitadas. Do mesmo xeito, o Ac Re de Mi. é 14 15.D (8pc) correspondente a Ma. é un “↑”, que representa o nivel de aceptación con referencia ao anterior, é dicir, 0 1; o correspondente Mi. é “↓”, que representa a referencia ao nivel permitido a continuación. Nivel de aceptación, é dicir, 1 2Cr. 0, significa que non se permite atopar defectos mortais
Lista de verificación

A lista de verificación (lista de verificación) úsase a miúdo nas actividades de inspección do control de calidade. Todos os puntos que deben ser verificados para produtos rexístranse na lista para evitar omisións no proceso de inspección de QC. Para os clientes de cooperación a longo prazo, FWW preparará unha lista de verificación con antelación. A Lista de verificación adoita utilizarse xunto coa Lista de clasificación defectuosa (Lista de clasificación defectuosa DCL).
O proceso básico de inspección QC
Proceso de inspección
O PASO 1FWW confirmará os requisitos específicos da inspección co cliente cando solicite a inspección e especificará o tamaño da mostra e o AQL. e pasar os datos ao QC correspondente
O PASO 2QC poñerase en contacto coa fábrica polo menos 1 día antes do día da inspección para confirmar se os bens están completos segundo o requirido.
PASO 3 O día da inspección, QC lerá primeiro a Declaración de integridade FWW á fábrica
PASO 4 A continuación, o control de calidade confirma primeiro a finalización global da mercadoría (se o produto está completo ao 100%; o envase está completo ao 80%).
PASO 5 Debuxa caixas segundo o número do número total de caixas
PASO 6 Verifique a información da caixa exterior, a información da caixa do medio e a información do produto
PASO 7 Comprobación de mostraxe do aspecto do produto segundo o nivel II, función e tamaño do produto segundo comprobación de mostraxe de nivel S-2
PASO 8 Resume e calcula se o número total de defectos supera o estándar e confirme coa fábrica
PASO 9 Despois da inspección, prepare o informe de inspección FWW e envíe o informe aos auditores
PASO 10 Despois de que o persoal do informe revise o informe, envíe o correo electrónico do cliente
Hora de publicación: 07-07-2022