




ફર્નિચરના ઘણા પ્રકારો છે, જેમ કે નક્કર લાકડાનું ફર્નિચર, ઘડાયેલ લોખંડનું ફર્નિચર, પ્લેટ ફર્નિચર, વગેરે. ઘણા ફર્નિચરને ખરીદ્યા પછી ગ્રાહકોએ જાતે જ એસેમ્બલ કરવાની જરૂર છે. તેથી, જ્યારે નિરીક્ષકને એસેમ્બલ ફર્નિચરનું નિરીક્ષણ કરવાની જરૂર હોય, ત્યારે તેણે ફર્નિચરને સાઇટ પર એસેમ્બલ કરવાની જરૂર છે, તેથી ફર્નિચરને ડિસએસેમ્બલ કરવા અને એસેમ્બલ કરવા માટેના સાધનોના પગલાં શું છે, તેને સાઇટ પર કેવી રીતે ચલાવવું અને કઈ સાવચેતી રાખવી જોઈએ. નીચે કેટલીક ઉપયોગી માહિતીનો સારાંશ છે જે તમને મદદ કરશે.

ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ
1.ઓન-સાઇટ એસેમ્બલી નિરીક્ષણનો જથ્થો 1) નિરીક્ષકે એસેમ્બલી સૂચનાઓ અનુસાર સ્વતંત્ર રીતે ઉત્પાદનોનો ઓછામાં ઓછો એક સેટ એસેમ્બલ કરવો જોઈએ. જો ઉત્પાદનનું કદ ખૂબ મોટું હોય, તો ફેક્ટરીના કર્મચારીઓએ મદદ કરવી જોઈએ, ખાતરી કરો કે કનેક્શન અને મેચિંગ ભાગો ઇન્સપેક્ટર પોતે ઇન્સ્ટોલ કરે છે અને સંચાલિત કરે છે. 2) અન્ય ઉત્પાદનોની એસેમ્બલી ફેક્ટરી કર્મચારીઓ દ્વારા પૂર્ણ કરી શકાય છે, પરંતુ તે સમગ્ર પ્રક્રિયા દરમિયાન નિરીક્ષકની દેખરેખ હેઠળ પૂર્ણ કરવાની જરૂર છે. ઉત્પાદન એસેમ્બલીની સમગ્ર પ્રક્રિયાને તપાસવા માટે ધ્યાન આપો, માત્ર એસેમ્બલીના અંતિમ પરિણામ પર ધ્યાન કેન્દ્રિત કરશો નહીં. કાર્ગો મેન એસેમ્બલી સાઇટ છોડી શકતો નથી, અને સાધનોનો જથ્થો નિરીક્ષણ (WI) દ્વારા જરૂરી છે.
ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ

ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ
2.ઓન-સાઇટ એસેમ્બલી નિરીક્ષણનો જથ્થો 1) નિરીક્ષકે એસેમ્બલી સૂચનાઓ અનુસાર સ્વતંત્ર રીતે ઉત્પાદનોનો ઓછામાં ઓછો એક સેટ એસેમ્બલ કરવો જોઈએ. જો ઉત્પાદનનું કદ ખૂબ મોટું હોય, તો ફેક્ટરીના કર્મચારીઓએ મદદ કરવી જોઈએ, ખાતરી કરો કે કનેક્શન અને મેચિંગ ભાગો ઇન્સપેક્ટર પોતે ઇન્સ્ટોલ કરે છે અને સંચાલિત કરે છે. 2) અન્ય ઉત્પાદનોની એસેમ્બલી ફેક્ટરી કર્મચારીઓ દ્વારા પૂર્ણ કરી શકાય છે, પરંતુ તે સમગ્ર પ્રક્રિયા દરમિયાન નિરીક્ષકની દેખરેખ હેઠળ પૂર્ણ કરવાની જરૂર છે. ઉત્પાદન એસેમ્બલીની સમગ્ર પ્રક્રિયાને તપાસવા માટે ધ્યાન આપો, માત્ર એસેમ્બલીના અંતિમ પરિણામ પર ધ્યાન કેન્દ્રિત કરશો નહીં. કાર્ગો મેન એસેમ્બલી સાઇટ છોડી શકતો નથી, અને સાધનોનો જથ્થો નિરીક્ષણ (WI) દ્વારા જરૂરી છે.
ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ
ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ
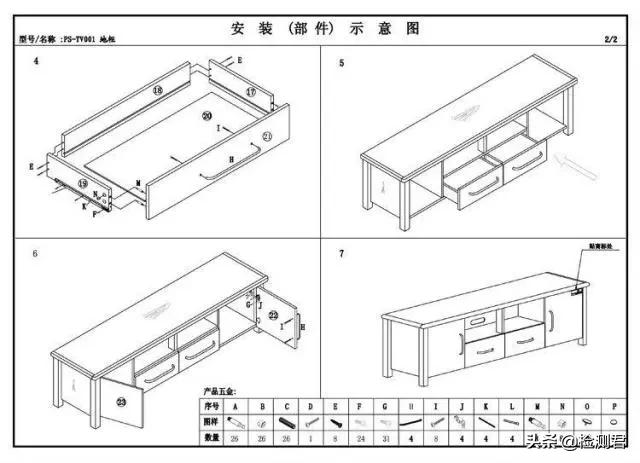
5) સ્ક્રુડ્રાઈવર્સ, રેન્ચ વગેરે જેવા ઈન્સ્ટોલેશન સાધનો તૈયાર કરો. એસેમ્બલી પ્રક્રિયા દરમિયાન, પ્રોડક્ટ એસેમ્બલી સૂચનાઓમાં એસેમ્બલી સ્ટેપ્સને સખત રીતે અનુસરો. નિરીક્ષકોએ વિશેષ ધ્યાન આપવાની જરૂર છે: ફેક્ટરીના કર્મચારીઓ ઘણીવાર એસેમ્બલી દરમિયાન અનુભવ પર આધાર રાખે છે, અને સૂચનાઓમાંના પગલાઓ અનુસાર સંપૂર્ણ રીતે ઇન્સ્ટોલ કરવામાં નિષ્ફળ જાય છે. આ અભિગમ પરીક્ષણ કરી શકતો નથી કે સાધન સૂચનાઓ વાજબી અને સંપૂર્ણ છે કે કેમ. જો આવી સ્થિતિ જોવા મળે, તો તેને તાત્કાલિક અટકાવવી/સુધારવી જોઈએ. તે જ સમયે, એક પછી એક ઇન્સ્ટોલ કરવું શ્રેષ્ઠ છે, એક જ સમયે અનેક નહીં, જેથી જગ્યાએ દેખરેખ ન થાય. 6) સામાન્ય રીતે કહીએ તો, મોટાભાગના ઉત્પાદનોની એસેમ્બલી પ્રક્રિયાને ચાર તબક્કામાં વિભાજિત કરી શકાય છે: પ્રથમ પગલું એ ઉત્પાદનનું હાડપિંજર રચવાનું છે. આ પ્રક્રિયા દરમિયાન, હાડપિંજરના કનેક્શન છિદ્રો યોગ્ય છે કે કેમ તેના પર ધ્યાન આપવું જોઈએ, અને બોલ્ટ્સ જેવા ફાસ્ટનર્સનું ઇન્સ્ટોલેશન સરળ છે કે કેમ, કનેક્ટરને લૉક કરવું જોઈએ, અને હાડપિંજરનું અંતર એકસરખું હોવું જોઈએ. બીજો ભાગ હાડપિંજર પર રિઇન્ફોર્સિંગ સ્ટ્રક્ચરના નિશ્ચિત અને સંયુક્ત ભાગોને ઇન્સ્ટોલ કરવાનો છે. આ પ્રક્રિયા દરમિયાન, હાર્ડવેર એસેસરીઝ પર ધ્યાન આપો, ખાસ કરીને સ્ક્રૂ, જેથી બધા ભાગો અને ફાસ્ટનર્સ લગાવવા જોઈએ, અને કનેક્શન છિદ્રો યોગ્ય છે કે કેમ તે તપાસો. એ નોંધવું જોઇએ કે સ્ક્રુ હોલ ડિસલોકેશનની ઘટના ઘણીવાર બીજી પ્રક્રિયામાં થાય છે. ત્રીજો ભાગ માર્ગદર્શિકા ઉપકરણ અથવા અનુરૂપ સ્થાનોમાં હિન્જ્સ દ્વારા જોડાયેલા જંગમ ભાગોને ઇન્સ્ટોલ કરવાનો છે. નોંધ કરો કે ફર્નિચરના ભાગોનું ડિસએસેમ્બલ અને એસેમ્બલી સંપૂર્ણપણે ડિસએસેમ્બલ અને નુકસાન વિના ઘણી વખત એસેમ્બલ કરી શકાય છે. આ લિંકમાં, આ ભાગોને એકવાર જોડવામાં આવ્યા છે કે કેમ તેના પર ધ્યાન આપવું જરૂરી છે. છૂટક સ્ક્રુ છિદ્રો અને ક્ષતિગ્રસ્ત ભાગોની સમસ્યાઓ છે. ચોથો ભાગ, નાના અથવા સુશોભન ભાગો અથવા એસેસરીઝની સ્થાપના. આ પ્રક્રિયા દરમિયાન, સ્ક્રૂની લંબાઈ જરૂરિયાતોને પૂર્ણ કરે છે કે કેમ તેના પર ધ્યાન આપો, શું સુશોભન એસેસરીઝને ચુસ્તપણે મજબૂત કરી શકાય છે કે કેમ, સ્ક્રૂને લોક કરતી વખતે છિદ્રની સ્થિતિ યોગ્ય છે કે કેમ, અને પ્રક્રિયા દરમિયાન ઉત્પાદનને સ્ક્રેચ કરી શકાતું નથી, અને એસેસરીઝ ઢીલું કરી શકાતું નથી.

ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ
સામાન્ય સમસ્યાઓ 1. ઉત્પાદનમાં ગુમ થયેલ ભાગો છે, ખાસ કરીને નાના પેકેજમાં હાર્ડવેર એસેસરીઝ. પ્લેટ પર ફિટિંગના છિદ્રો પેઇન્ટથી ભરેલા છે, અને હાર્ડવેરને સરળતાથી મૂકી શકાતું નથી 4. હાર્ડવેર ફિટિંગને લૉક કરી શકાતું નથી, અને ઉત્પાદન મજબૂત નથી 5. હાર્ડવેર ફિટિંગને લૉક કરતી વખતે, ભાગો વિકૃત, તિરાડ, ક્ષતિગ્રસ્ત છે. , વગેરે 6 . કાર્યાત્મક ગતિશીલ ભાગોને દબાણ અને સરળતાથી ખેંચી શકાતા નથી. 7. કનેક્ટિંગ ભાગોને નુકસાન થયું છે, અને હાર્ડવેર એસેસરીઝની સપાટી કાટ લાગી છે. 8. એસેમ્બલી દરમિયાન ભાગો વચ્ચેનું અંતર ખૂબ મોટું છે, અથવા ગેપ અસમાન છે

ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ
ઉત્પાદનની ગુણવત્તાની આવશ્યકતાઓ અને નિરીક્ષણ પદ્ધતિઓ 1. નિરીક્ષણ પદ્ધતિઓ ટૂલ માપન, દ્રશ્ય નિરીક્ષણ, હાથનો સ્પર્શ, ઉત્પાદનની એસેમ્બલી તકનીકી આવશ્યકતાઓ અને ચિત્રના કદ અને આકાર અનુસાર ઉત્પાદનનું નિરીક્ષણ કરો 2. નિરીક્ષણ અંતર કુદરતી પ્રકાશ હેઠળ અથવા કુદરતી પ્રકાશની નજીક હોવું જોઈએ ( ઉદાહરણ તરીકે: 40W ફ્લોરોસન્ટ લેમ્પ), દૃષ્ટિનું અંતર 700-1000mm3. દેખાવની તપાસની ચિંતા 1) નિશ્ચિત ભાગો માટે વપરાતા વેલ્ડીંગ, રિવેટ્સ, ટેનોન સાંધા વગેરે છૂટક ન હોવા જોઈએ. 2) સ્ક્રૂ અને હાર્ડવેર કનેક્શન ભાગો છૂટા ન હોવા જોઈએ. 3) હાર્ડવેર એસેસરીઝની સપાટી સ્ક્રેચમુક્ત હોય છે, પ્લેટેડ (કોટિંગ) લેયર મક્કમ હોય છે, પડયા વગર કે કાટ લાગતો નથી. 4) લોડ-બેરિંગ ભાગો અને ફરતા ભાગોમાં તિરાડો, ગાંઠો, કૃમિના છિદ્રો અને અન્ય ખામીઓ હોવી જોઈએ નહીં. 5) મેટલ પાઈપ ફિટિંગ તિરાડો અને સ્કેબ્સથી મુક્ત હોવી જોઈએ 7) વેલ્ડેડ ભાગો ડી-સોલ્ડરિંગ, વર્ચ્યુઅલ વેલ્ડિંગ અને વેલ્ડિંગ પેનિટ્રેશનથી મુક્ત હોવા જોઈએ 8) વેલ્ડેડ ભાગો છિદ્રો, વેલ્ડ ફ્લૅશ અને સ્પેટરથી મુક્ત હોવા જોઈએ 9) રિવેટેડ ભાગો સરળ રીતે અને હથોડાના નિશાન વગર 10) કોટિંગને સળગતું ન હોવું જોઈએ, ફોલ્લાઓ, પિનહોલ્સ, તિરાડો, બરર્સ, સ્ક્રેચ 11) ધાતુના ભાગોનું આવરણ ખુલ્લા તળિયા, બમ્પ્સ, સ્પષ્ટ ઝોલ, બમ્પ્સ, કરચલીઓ, ફ્લાઇંગ પેઇન્ટથી મુક્ત હોવું જોઈએ 12) તૈયાર ઉત્પાદનની સપાટી પર કોઈ સ્ક્રેચ, સ્ક્રેચ (સ્પર્શ) નથી. ) ઈજા 13) ઉત્પાદનનું એકંદર માળખું મજબૂત છે, જમીન સંતુલિત છે, ઘટકો જ્યારે હલાવવામાં આવે ત્યારે તે ઢીલું ન હોય, સીમ ચુસ્ત હોય, અને ત્યાં કોઈ સ્પષ્ટ અંતર નથી 14) લેન્સ અને કાચનો દરવાજો સ્વચ્છ અને ગુંદરના નિશાનોથી મુક્ત છે, અને ગુંદર અથવા સાંધા ચુસ્ત અને મજબુત છે 15) કોઈપણ હાર્ડવેર જે વારંવાર ખોલવામાં આવે છે એસેસરીઝ , જેમ કે હિન્જ, સંકોચાઈ, ડ્રોઅર સ્લાઇડ્સ વગેરેને લવચીક સ્વીચોની જરૂર પડે છે. 16) નક્કર લાકડાના ઘટકોમાં કોઈ સડો, કૃમિના છિદ્રો, તિરાડો વગેરે હોતા નથી, રંગ અને લાકડાના દાણાની દિશા સુસંગત હોય છે, અને ભેજનું પ્રમાણ જરૂરિયાતોને પૂર્ણ કરે છે. 17) લાકડાના ભાગોના કોટિંગમાં કરચલીવાળી ત્વચા અને પેઇન્ટ લીકેજ ન હોવા જોઈએ: ધાતુના ભાગોનું કોટિંગ અથવા કોટિંગ છાલ, ભરતકામ અને પેઇન્ટ લીકેજથી મુક્ત હોવું જોઈએ. 18) લાકડાના ભાગોનું કોટિંગ સરળ અને સરળ હોવું જોઈએ, સ્ક્રેચમુદ્દે, સફેદ ફોલ્લીઓ, પરપોટા, ઝોલ અને સ્પષ્ટ રંગ તફાવત વિના. 19) પેનલના ઘટકોમાં કોઈ હોલો, ઢીલું, જીવાત ખાયેલું, તિરાડ, ચીપિયા, ડેન્ટેડ, ખીલાવાળા, વીંધેલા વગેરે જોવા મળતા નથી. 20) સપાટીનો રંગ એકસમાન હોય છે, પછી ભલે તે વિવિધ સ્થાનોનો એક ભાગ હોય કે સમગ્ર સિસ્ટમનો, રંગ સુસંગત હોવો જરૂરી છે 21) સપાટી પર કોઈ સ્પષ્ટ ટૂલના ચિહ્નો નથી, છરીના નિશાન, ખેંચના નિશાન, તિરાડો, તિરાડો, રેતી કાળા, ઝૂલતા દરવાજાને ફ્લશ રાખવા માટે દરવાજો ગોઠવો 23) કાચ અને અરીસાઓ હલાવવા જોઈએ નહીં, ઇન્સ્ટોલેશન પછી છૂટક હોવા જોઈએ, રેખાંકનની આવશ્યકતાઓ, દેખાવનું કદ સ્વીકાર્ય કદ સહનશીલતા શ્રેણીની અંદર છે

ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ
ડિસએસેમ્બલી અને ફર્નિચરની એસેમ્બલી માટે સામાન્ય હાર્ડવેર એસેસરીઝનો ઉપયોગ સામાન્ય રીતે સ્ટ્રક્ચરને ઠીક કરવા અને કનેક્ટ કરવા માટે થાય છે. ફર્નિચરમાં સામાન્ય કનેક્ટર્સમાં હિન્જ્સ, કનેક્ટર્સ (તરંગી, કાયમી), ડ્રોઅર સ્લાઇડ્સ, સ્લાઇડિંગ ડોર સ્લાઇડ્સ, હેન્ડલ્સ, તાળાઓ, લૅચ્સ, ડોર સક્શન, પાર્ટીશન સપોર્ટ, કપડા હેંગર્સ, ગરગડી, ફીટ, બોલ્ટ્સ, લાકડાના સ્ક્રૂ, ડોવેલ, ગોળ નખનો સમાવેશ થાય છે. વગેરે
ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ

1. મિજાગરું મિજાગરું એ મુખ્ય માળખું છે જે બે ફરતા ભાગોને જોડે છે, જે મુખ્યત્વે કેબિનેટના દરવાજા ખોલવા અને બંધ કરવા માટે વપરાય છે. તે ખુલ્લા મિજાગરું અને શ્યામ મિજાગરામાં વહેંચાયેલું છે તે ફર્નિચરની સપાટી પર લીક થાય છે, અને બિલ્ટ-ઇન દરવાજા અને ફોલ્ડિંગ દરવાજા માટે મિજાગરુંનો ઉપયોગ કરી શકાય છે.
ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ

2) છુપાયેલ મિજાગરું છુપાયેલ મિજાગરીને કનેક્ટિંગ સળિયા દ્વારા ફેરવવામાં આવે છે, અને તે ફર્નિચરની અંદર છુપાયેલું હોય છે અને ઇન્સ્ટોલેશન દરમિયાન બહાર નીકળતું નથી.
ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ

2. કનેક્ટર્સ કનેક્ટર્સને ફિક્સ્ડ કનેક્ટર્સ પણ કહેવામાં આવે છે, જેની સીધી અસર ફર્નિચર ઉત્પાદનોની રચના અને મજબૂતાઈ પર પડે છે. તેઓ મુખ્યત્વે કેબિનેટ ફર્નિચરની સાઇડ પેનલ્સ, હોરીઝોન્ટલ પેનલ્સ અને બેક પેનલ્સના જોડાણ માટે ઉપયોગમાં લેવાય છે, જેથી ફર્નિચર પેનલ્સને ઠીક કરી શકાય. , કનેક્ટિંગ રોડમાં તરંગી કનેક્ટિંગ પીસ અને કાયમી કનેક્ટિંગ પીસનો સમાવેશ થાય છે. 1) તરંગી કનેક્ટર આડી પ્લેટ અને બાજુની પ્લેટને જોડવા માટે તરંગી અંતર અપનાવે છે, જેમ કે ફ્લોર અને બાજુની પ્લેટ, અને નીચેની પ્લેટ ઉપરથી અથવા બાજુથી ઇન્સ્ટોલ કરી શકાય છે.
ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ

2) કાયમી કનેક્ટર બે ભાગોથી બનેલું છે: સ્પ્રિંગ સ્ટીલ શીટ સાથે સ્ક્રૂ અને સ્લીવ. કનેક્શનને હાથથી દબાવવામાં આવ્યા પછી, ઑબ્જેક્ટ કાયમી ધોરણે જોડાયેલું છે, જે ખૂબ જ મજબૂત જોડાણ દ્વારા વર્ગીકૃત થયેલ છે.
ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ

3. ડ્રોઅર સ્લાઇડ્સ ડ્રોઅર સ્લાઇડ્સ સામાન્ય રીતે આયર્ન બેકિંગ વાર્નિશ અથવા આયર્ન ગેલ્વેનાઈઝ્ડ સામગ્રીઓથી બનેલી હોય છે. પૂર્વ ચીનમાં વિવિધ પદ્ધતિઓ અનુસાર, તેને પુલી પ્રકાર અથવા બોલ પ્રકાર વગેરેમાં વિભાજિત કરી શકાય છે. કેબિનેટમાંથી બહાર નીકળતા ડ્રોઅરના અંતર અનુસાર તેને સિંગલ સેક્શન ટ્રેક, ડબલ ટ્રેક, ટ્રિપલ ટ્રેકમાં વિભાજિત કરી શકાય છે.
ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ

4. એક પ્રકારનું ફાસ્ટનર જેમાં માથું અને બોલ્ટ (બાહ્ય થ્રેડ સાથેનો સિલિન્ડર) હોય છે, જેને બે ભાગોને છિદ્રો દ્વારા જોડવા અને જોડવા માટે પડદા સાથે મેચ કરવાની જરૂર હોય છે. આ કનેક્શન ફોર્મ બોલ્ટેડ કનેક્શન કહેવાય છે.

5. રાઉન્ડ રોડ અને ટેનન બોર્ડ ફર્નિચર સામાન્ય રીતે ઉપયોગમાં લેવાતી એસેમ્બલી અને કનેક્શન એસેસરીઝમાંથી એક છે. તેનો આકાર ગોળ સળિયા જેવો છે. તે સામાન્ય રીતે લાકડામાંથી બને છે. ડિસએસેમ્બલી અને એસેમ્બલી ફર્નિચરમાં લાકડાના ટેનન સ્થિતિની ભૂમિકા ભજવે છે. સામાન્ય રીતે ઉપયોગમાં લેવાતા વ્યાસ 6mm, 8mm, 10mm, 12mm, લંબાઈ 20mm, 25mm, 30mm, 35mm, 40mm, 50mm છે.
ફર્નિચરની તપાસ માટે સાધનોનાં પગલાં અને મુખ્ય આવશ્યકતાઓ
6.અન્ય કનેક્ટર સ્ક્રૂ, સેલ્ફ-ટેપીંગ સ્ક્રૂ, નટ્સ, વોશર, સ્પ્રિંગ વોશર્સ, સિલિન્ડ્રિકલ નટ્સ, ડબલ થ્રેડ નટ્સ, હેન્ડલ્સ વગેરે.


પોસ્ટ સમય: જુલાઈ-30-2022