




પહેરવાની પ્રક્રિયા દરમિયાન, કપડાં સતત ઘર્ષણ અને અન્ય બાહ્ય પરિબળોના સંપર્કમાં રહે છે, જેના કારણે ફેબ્રિકની સપાટી પર વાળની રચના થાય છે, જેને ફ્લફિંગ કહેવામાં આવે છે. જ્યારે ફ્લુફ 5 મીમીથી વધી જાય છે, ત્યારે આ વાળ/તંતુઓ એકબીજા સાથે ફસાઈને અનિયમિત દડાઓ બનાવે છે, જેને પિલિંગ કહેવામાં આવે છે.
01 તે શા માટે ગોળી લે છે?

જેમ જેમ ફેબ્રિક ઉપયોગ દરમિયાન ઘસવાનું ચાલુ રાખે છે તેમ, ફાઇબર બોલ્સ ધીમે ધીમે નજીક આવતા જાય છે, અને ફેબ્રિક સાથે જોડાયેલા રેસા વારંવાર વાંકા, થાકેલા અને અલગ-અલગ દિશામાં તૂટી પણ જાય છે. ફાઇબર બોલ ફેબ્રિકની સપાટી પરથી પડી જાય છે, પરંતુ તૂટેલા છેડે ફાઇબરની વાળની રચના તે પછી પણ રહેશે. ઉપયોગ દરમિયાન તેઓ બહાર ખેંચાતા રહે છે અને ફરીથી ફાઇબર બોલ બનાવે છે.
સામાન્ય રીતે કહીએ તો, ઊનનાં તંતુઓ અને રાસાયણિક તંતુઓ પિલિંગ માટે સંવેદનશીલ હોય છે, ખાસ કરીને કાર્ડેડ વૂલ ફેબ્રિક્સ અથવા ઊન જેવા કાર્ડેડ ફેબ્રિક્સ અને કાશ્મીરી કાપડ. યાર્ન અને ટીશ્યુ સ્ટ્રક્ચરના પરિપ્રેક્ષ્યમાં, યાર્ન ટ્વિસ્ટ નાની છે, વાળની વધારે છે, ફેબ્રિકનું માળખું ઢીલું છે, અને લાંબી ફ્લોટિંગ લાઇનવાળા ટ્વીલ અને સાટિન કાપડ પિલિંગની સંભાવના ધરાવે છે.
વધુમાં, પ્રોસેસિંગ ફોર્મના પરિપ્રેક્ષ્યમાં, સામાન્ય રીતે ફાઇબર ટ્વિસ્ટ મોટી હોય છે, ફાઇબર વચ્ચેનું સંકલન મોટું હોય છે, અને ફેબ્રિકનું માળખું પ્રમાણમાં ચુસ્ત અને સરળ હોય છે, તેથી તેને પીલ કરવું સરળ નથી. તેનાથી વિપરિત, મિશ્રિત કાપડ, ખાસ કરીને નાયલોન, પોલિએસ્ટર, પોલીપ્રોપીલિન વગેરેમાં પિલિંગની ઘટના વધુ ગંભીર છે. આ મુખ્યત્વે એટલા માટે છે કારણ કે મિશ્રિત કાપડમાં ફાઇબર વચ્ચે અલગ-અલગ ટ્વિસ્ટ હોય છે, અને ફેબ્રિકની સપાટી લિન્ટની સંભાવના ધરાવે છે.
02 પિલિંગનું પરીક્ષણ કેવી રીતે કરવું?

ઉપયોગ દરમિયાન કપડાં અથવા કાપડની સલામતી અને આરામની કામગીરીની ખાતરી કરવા માટે, કાપડને તૈયાર ઉત્પાદનોમાં બનાવવામાં આવે તે પહેલાં અથવા વસ્ત્રો પૂર્ણ થયા પછી પિલિંગ કામગીરી માટે પરીક્ષણ કરવામાં આવશે.
પરીક્ષણ પદ્ધતિના ધોરણોકપડાં અને કાપડ ઉત્પાદનોના પિલિંગ માટે છે:
GB/T 4802.1-2008 "ગોળાકાર માર્ગ પદ્ધતિ"
GB/T 4802.2-2008 "સંશોધિત માર્ટિન્ડેલ કાયદો"
GB/T 4802.3-2008 "પિલિંગ બોક્સ પદ્ધતિ"
GB/T 4802.4-2020 "રેન્ડમ ટમ્બલિંગ પદ્ધતિ"
તેમ છતાં તેઓ બધા કાપડની પિલિંગ ડિગ્રીનું પરીક્ષણ કરે છે, ઉપરોક્ત પદ્ધતિઓ વિવિધ કપડાના કાપડને લાગુ પડે છે અને સાધનોના કાર્યના સિદ્ધાંતો પણ અલગ છે. ચકાસાયેલ પિલિંગ પર્ફોર્મન્સ ગ્રેડના રૂપમાં વ્યક્ત કરવામાં આવે છે, જે સામાન્ય રીતે ગ્રેડ 1 થી 5 માં વિભાજિત કરવામાં આવે છે. ગ્રેડ જેટલો મોટો હોય છે, કપડાંની ગોળી લેવાની શક્યતા ઓછી હોય છે. સામાન્ય ધોરણ નક્કી કરે છે કે અનુક્રમણિકા ≥ સ્તર 3 એ લાયક ઉત્પાદન છે.
GB/T 4802.1-2008 "સર્કુલર ટ્રેજેક્ટરી મેથડ" નો સિદ્ધાંત એ છે કે નમૂનાને નાયલોન બ્રશ અને ફેબ્રિક ઘર્ષક અથવા માત્ર ફેબ્રિક ઘર્ષક સાથે ચોક્કસ દબાણ હેઠળ ચોક્કસ સંખ્યા માટે ઘસવામાં આવે છે જેથી તેની સપાટી પર પિલિંગ થાય. નમૂના
આ પદ્ધતિમાં ઝડપી પરીક્ષણ ગતિ છે અને તે હૂક થયા પછી ફેબ્રિકના ઘર્ષણ અને પિલિંગનું અનુકરણ કરી શકે છે. વણાયેલા કાપડ અને ગૂંથેલા કાપડ જેમ કે સ્વેટશર્ટ અને ટી-શર્ટ માટે કપડાં માટે યોગ્ય.
ઉદાહરણ તરીકે કાપડના પિલિંગને ચકાસવા માટે GB/T 4802.1-2008 "સર્કુલર ટ્રેજેક્ટરી મેથડ" લેતા, આકૃતિ 2 એ પિલિંગ લેવલ 1 થી 5 સાથેના રાસાયણિક સ્ટેપલ ફાઇબર ફેબ્રિકના નમૂનાનો ફોટો છે.
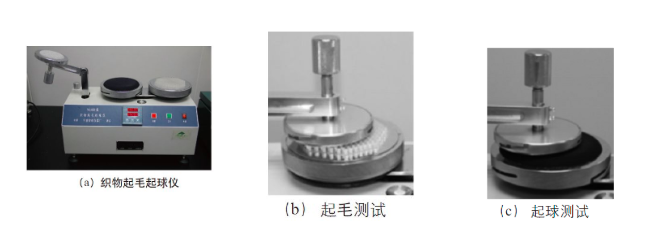
આકૃતિ 1 પરિપત્ર માર્ગ પદ્ધતિ પિલિંગ સાધન અને પરીક્ષણ પ્રક્રિયા
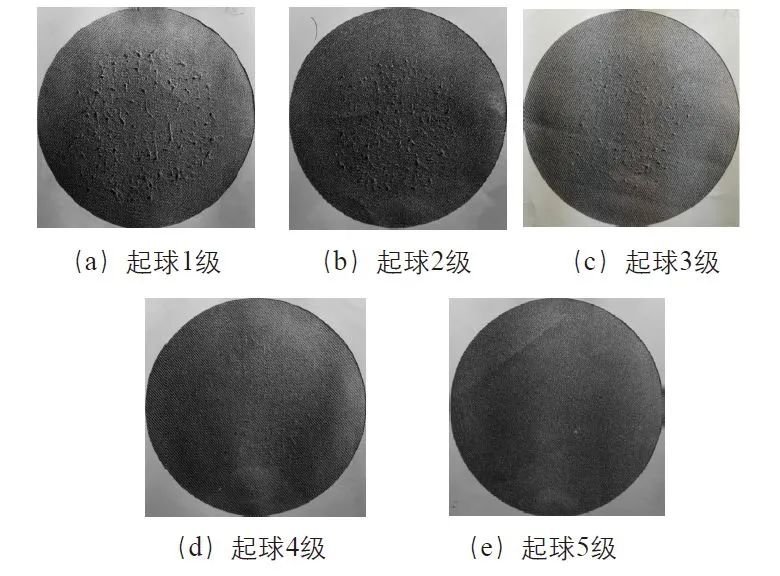
આકૃતિ 2 નમૂના પિલિંગ ગ્રેડનું ઉદાહરણ
GB/T 4802.2-2008 "મોડિફાઇડ માર્ટિન્ડેલ મેથડ" નો સિદ્ધાંત એ છે કે નિર્દિષ્ટ દબાણ હેઠળ, ગોળ નમૂનો સેમ્પલના પ્લેન પર લંબરૂપ કેન્દ્રીય અક્ષની આસપાસ મુક્તપણે ફરે છે અને લિસાજસ આકૃતિનો માર્ગ સમાન ફેબ્રિક સાથે સુસંગત છે. અથવા ઘર્ષણ માટે વૂલ ફેબ્રિકના ઘર્ષકનો ઉપયોગ થાય છે, જે બેડ પ્રકારના પરીક્ષણ માટે યોગ્ય છે.

આકૃતિ 3 માર્ટિન્ડેલ પિલિંગ ટેસ્ટર
GB/T 4802.3-2008 "પિલિંગ બોક્સ મેથડ" નો સિદ્ધાંત છે: નમૂનાને પોલીયુરેથીન ટ્યુબ પર સ્થાપિત કરવામાં આવે છે અને સતત રોટેશન સ્પીડ સાથે કૉર્ક સાથે પાકા લાકડાના બોક્સમાં રેન્ડમ રીતે ફેરવવામાં આવે છે. ફ્લિપ્સની નિર્દિષ્ટ સંખ્યા પછી, ફઝિંગ અને/અથવા પિલિંગ પ્રોપર્ટીઝનું વર્ણન અને મૂલ્યાંકન કરવામાં આવે છે. સ્વેટર કાપડના પરીક્ષણ માટે યોગ્ય.
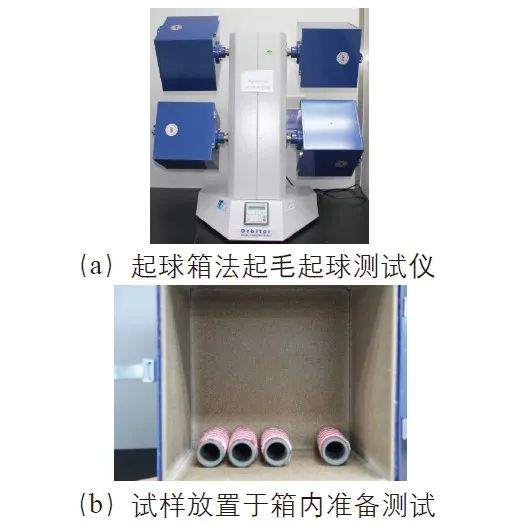
આકૃતિ 4 પિલિંગ બોક્સ મેથડ પિલિંગ ટેસ્ટર અને સેમ્પલ પ્લેસમેન્ટ
GB/T 4802.4-2020 "રેન્ડમ ટમ્બલિંગ મેથડ" નો સિદ્ધાંત એ રેન્ડમ ટમ્બલિંગ પિલિંગ બોક્સનો ઉપયોગ કરવાનો છે જેથી ફેબ્રિક ટમ્બલ થાય અને રેન્ડમ રીતે કોર્ક લાઇનિંગ સાથે મોકળો અને ગ્રે શોર્ટ કોટનની થોડી માત્રાથી ભરેલી નળાકાર ટેસ્ટ ચેમ્બરમાં ઘસવામાં આવે. . ઘરેલું કપડાં ઉત્પાદનના ધોરણોએ હજુ સુધી આ પદ્ધતિનો ઉલ્લેખ કર્યો નથી.

આકૃતિ 5 રેન્ડમ ટમ્બલિંગ પદ્ધતિ પિલિંગ ટેસ્ટર
પરીક્ષણ સાવચેતીઓ: જ્યારે બિન-વસ્ત્રના નમૂનાઓ નિરીક્ષણ માટે મોકલવામાં આવે છે, ત્યારે પરીક્ષણ બાજુની ભૂલોને ટાળવા માટે જ્યારે ઉપયોગ કરવામાં આવે ત્યારે આગળની બાજુ ચિહ્નિત કરવી આવશ્યક છે. કોમ્બિંગ, કાર્ડિંગ વગેરે માટે કે જેમાં વિવિધ પરિમાણોની આવશ્યકતાઓ હોય, પેરામીટરની પસંદગી પર ધ્યાન આપવું જોઈએ.
પોસ્ટ સમય: જાન્યુઆરી-23-2024