




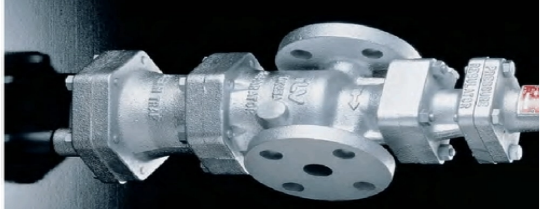
પ્રેશર રિડ્યુસિંગ વાલ્વ એ વાલ્વનો સંદર્ભ આપે છે જે વાલ્વ ડિસ્કના થ્રોટલિંગ દ્વારા ઇનલેટ પ્રેશરને જરૂરી આઉટલેટ પ્રેશરમાં ઘટાડે છે અને જ્યારે ઇનલેટ પ્રેશર અને ફ્લો રેટ બદલાય છે ત્યારે આઉટલેટ પ્રેશર મૂળભૂત રીતે યથાવત રાખવા માટે માધ્યમની ઊર્જાનો ઉપયોગ કરી શકે છે.
વાલ્વના પ્રકાર પર આધાર રાખીને, આઉટલેટ પ્રેશર વાલ્વ પરના દબાણ નિયમન સેટિંગ દ્વારા અથવા બાહ્ય સેન્સર દ્વારા નક્કી કરવામાં આવે છે. પ્રેશર રિડ્યુસિંગ વાલ્વનો ઉપયોગ સામાન્ય રીતે રહેણાંક, વ્યાપારી, સંસ્થાકીય અને ઔદ્યોગિક કાર્યક્રમોમાં થાય છે.

દબાણ ઘટાડવા વાલ્વ નિરીક્ષણ-દેખાવ ગુણવત્તા નિરીક્ષણ જરૂરિયાતો
દબાણ ઘટાડવા વાલ્વ સપાટી ગુણવત્તા નિરીક્ષણ
દબાણ ઘટાડવાના વાલ્વમાં તિરાડો, કોલ્ડ શટ્સ, ફોલ્લાઓ, છિદ્રો, સ્લેગ છિદ્રો, સંકોચન છિદ્રાળુતા અને ઓક્સિડેશન સ્લેગ સમાવેશ જેવી ખામીઓ હોવી જોઈએ નહીં. વાલ્વની સપાટીની ગુણવત્તાની તપાસમાં મુખ્યત્વે સપાટીની ચળકાટ, સપાટતા, બર્ર્સ, સ્ક્રેચ, ઓક્સાઈડ સ્તર વગેરેની તપાસનો સમાવેશ થાય છે. તેને સારી રીતે પ્રકાશિત વાતાવરણમાં હાથ ધરવાની જરૂર છે.
વ્યાવસાયિક સપાટી નિરીક્ષણ સાધનો.
દબાણ ઘટાડતા વાલ્વની બિન-મશીન સપાટી સરળ અને સપાટ હોવી જોઈએ, અને કાસ્ટિંગ ચિહ્ન સ્પષ્ટ હોવું જોઈએ. સફાઈ કર્યા પછી, રેડવાની અને રાઈઝરને કાસ્ટિંગની સપાટી સાથે ફ્લશ કરવી જોઈએ.
દબાણ ઘટાડવા વાલ્વ કદ અને વજન નિરીક્ષણ
વાલ્વના કદની સીધી અસર વાલ્વના ઓપનિંગ અને ક્લોઝિંગ પર્ફોર્મન્સ અને સીલિંગ પરફોર્મન્સ પર પડે છે. તેથી, વાલ્વના દેખાવની તપાસ દરમિયાન, વાલ્વના કદને સખત રીતે તપાસવાની જરૂર છે. પરિમાણીય નિરીક્ષણમાં મુખ્યત્વે વાલ્વનો વ્યાસ, લંબાઈ, ઊંચાઈ, પહોળાઈ વગેરેની તપાસનો સમાવેશ થાય છે. દબાણ ઘટાડતા વાલ્વનું કદ અને વજનનું વિચલન નિયમોનું પાલન કરવું જોઈએ અથવા ખરીદનાર દ્વારા પૂરા પાડવામાં આવેલ રેખાંકનો અથવા મોડેલો અનુસાર હોવું જોઈએ.
દબાણ ઘટાડવા વાલ્વ માર્કિંગ નિરીક્ષણ
દબાણ ઘટાડતા વાલ્વના દેખાવની તપાસ માટે વાલ્વના લોગોનું નિરીક્ષણ કરવું જરૂરી છે, જે વાલ્વ ઉત્પાદન ધોરણોની જરૂરિયાતોને પૂર્ણ કરે છે. લોગો સ્પષ્ટ હોવો જોઈએ અને પડવું સરળ ન હોવું જોઈએ. દબાણ ઘટાડવા વાલ્વ લોગો તપાસો. વાલ્વ બોડીમાં વાલ્વ બોડી સામગ્રી, નજીવા દબાણ, નજીવી કદ, મેલ્ટિંગ ફર્નેસ નંબર, પ્રવાહની દિશા અને ટ્રેડમાર્ક હોવો જોઈએ; નેમપ્લેટમાં લાગુ મીડિયા, ઇનલેટ પ્રેશર રેન્જ, આઉટલેટ પ્રેશર રેન્જ અને ઉત્પાદકનું નામ હોવું જોઈએ. મોડલ સ્પષ્ટીકરણો, ઉત્પાદન તારીખ.
દબાણ ઘટાડવાનું વાલ્વ બોક્સ લેબલ રંગ બોક્સ પેકેજિંગ નિરીક્ષણ
પરિવહન અને સંગ્રહ દરમિયાન વાલ્વને નુકસાનથી બચાવવા માટે ફેક્ટરી છોડતા પહેલા દબાણ ઘટાડવાના વાલ્વને પેક કરવાની જરૂર છે. પ્રેશર રિડ્યુસિંગ વાલ્વના દેખાવની તપાસ માટે વાલ્વના બોક્સ લેબલ અને કલર બોક્સ પેકેજિંગની તપાસ જરૂરી છે.
દબાણ ઘટાડવા વાલ્વ નિરીક્ષણ-પ્રદર્શન નિરીક્ષણ આવશ્યકતાઓ
દબાણ ઘટાડવા વાલ્વ દબાણ નિયમન કામગીરી નિરીક્ષણ
આપેલ દબાણ નિયમન શ્રેણીની અંદર, આઉટલેટ દબાણ મહત્તમ મૂલ્ય અને લઘુત્તમ મૂલ્ય વચ્ચે સતત એડજસ્ટેબલ હોવું જોઈએ, અને તેમાં કોઈ અવરોધ અથવા અસામાન્ય કંપન ન હોવું જોઈએ.
દબાણ ઘટાડવા વાલ્વ પ્રવાહ લાક્ષણિકતાઓ નિરીક્ષણ
જ્યારે આઉટલેટ ફ્લો બદલાય છે, ત્યારે દબાણ ઘટાડવાના વાલ્વમાં અસામાન્ય ક્રિયાઓ હોવી જોઈએ નહીં અને તેના આઉટલેટ દબાણનું નકારાત્મક વિચલન મૂલ્ય હોવું જોઈએ: ડાયરેક્ટ-એક્ટિંગ પ્રેશર રિડ્યુસિંગ વાલ્વ માટે, તે આઉટલેટ દબાણના 20% કરતા વધારે ન હોવું જોઈએ; પાયલોટ-સંચાલિત દબાણ ઘટાડવા વાલ્વ માટે, તે આઉટલેટ દબાણના 10% કરતા વધારે હોવું જોઈએ નહીં.
દબાણ ઘટાડવાના વાલ્વની દબાણ લાક્ષણિકતાઓનું નિરીક્ષણ
જ્યારે ઇનલેટ દબાણ બદલાય છે, ત્યારે દબાણ ઘટાડતા વાલ્વમાં અસામાન્ય કંપન ન હોવું જોઈએ. તેનું આઉટલેટ દબાણ વિચલન મૂલ્ય: ડાયરેક્ટ-એક્ટિંગ પ્રેશર રિડ્યુસિંગ વાલ્વ માટે, તે આઉટલેટ દબાણના 10% કરતા વધારે ન હોવું જોઈએ; પાયલોટ-સંચાલિત દબાણ ઘટાડવા વાલ્વ માટે, તે આઉટલેટ દબાણના 5% કરતા વધારે ન હોવું જોઈએ.
| કાર્ય કદ DN | મહત્તમ લિકેજ વોલ્યુમ ડ્રોપ્સ (બબલ્સ)/મિનિટ |
| ≤50 | 5 |
| 65~125 | 12 |
| ≥150 | 20 |
આઉટલેટ પ્રેશર ગેજની વધતી સ્થિતિસ્થાપક સીલ શૂન્ય મેટલ હોવી જોઈએ - મેટલ સીલ 0.2MPa/મિનિટથી વધુ ન હોવી જોઈએ.
સતત ઓપરેશન ક્ષમતા
સતત ઓપરેશન પરીક્ષણો પછી, તે હજુ પણ દબાણ નિયમન કામગીરી અને પ્રવાહ આવશ્યકતાઓને પૂર્ણ કરી શકે છે.
પોસ્ટ સમય: મે-21-2024