




फ़र्निचर कई प्रकार के होते हैं, जैसे ठोस लकड़ी का फ़र्निचर, गढ़ा लोहे का फ़र्निचर, पैनल फ़र्निचर इत्यादि। कई फ़र्नीचर आइटमों को खरीदने के बाद उपभोक्ताओं को उन्हें स्वयं असेंबल करना पड़ता है। इसलिए, जब निरीक्षकों को इकट्ठे फर्नीचर का निरीक्षण करने की आवश्यकता होती है, तो उन्हें साइट पर फर्नीचर को इकट्ठा करने की आवश्यकता होती है। फ़र्निचर को अलग करने और जोड़ने के लिए उपकरण चरण क्या हैं, इसे साइट पर कैसे संचालित किया जाए, और क्या सावधानियां हैं।

1. साइट पर असेंबली निरीक्षण मात्रा
1) निरीक्षक को असेंबली मैनुअल के अनुसार उत्पादों के कम से कम एक सेट को स्वतंत्र रूप से इकट्ठा करना होगा। यदि उत्पाद का आकार बहुत बड़ा है और कारखाने के कर्मियों की सहायता की आवश्यकता है, तो यह सुनिश्चित करना आवश्यक है कि कनेक्शन और मिलान वाले हिस्से निरीक्षक द्वारा स्वयं स्थापित और संचालित किए गए हैं।
2) अन्य उत्पादों की असेंबली फैक्ट्री कर्मियों द्वारा पूरी की जा सकती है, लेकिन इसे इंस्पेक्टर की पूर्ण ऑन-साइट निगरानी में पूरा किया जाना चाहिए। केवल असेंबली के अंतिम परिणाम पर ध्यान केंद्रित करने के बजाय, उत्पाद असेंबली की पूरी प्रक्रिया का निरीक्षण करना महत्वपूर्ण है। इसलिए, उपकरण प्रक्रिया के दौरान, निरीक्षक असेंबली साइट नहीं छोड़ सकता है, और उपकरण की मात्रा निरीक्षण (डब्ल्यूआई) आवश्यकताओं पर निर्भर करती है।
2. साइट पर असेंबली चरण और सावधानियां
1) साइट पर उपकरण को उत्पाद द्वारा प्रदान किए गए असेंबली निर्देशों का सख्ती से पालन करना चाहिए। असेंबली प्रक्रिया के दौरान, जांचें कि क्या असेंबली निर्देशों में दिए गए चरण सही हैं, क्या प्रत्येक घटक तकनीकी आवश्यकताओं को पूरा करता है, क्या यह कसकर फिट बैठता है, क्या छेद की स्थिति सही है, क्या उत्पाद दृढ़ है, और क्या बाहरी उपकरणों की आवश्यकता है (आमतौर पर नहीं) अनुमति है, विशिष्ट आवश्यकताएं निर्देशों पर निर्भर करती हैं)
2) असेंबली से पहले, उत्पाद के टुकड़ों की संख्या की पहचान करना, पैकेजिंग के लिए कार्डबोर्ड बॉक्स खोलना, हार्डवेयर पैकेज को एक अलग स्थान पर रखना और नुकसान से बचने या अन्य उत्पादों के सहायक उपकरण के साथ मिश्रण से बचने के लिए इसे गिनना महत्वपूर्ण है।
3) सबसे पहले, जांचें कि घटकों की संख्या और आकार मैनुअल में बताई गई मात्रा से मेल खाते हैं या नहीं। असेंबली के दौरान, सावधान रहें कि अनुपयुक्त भागों को न बदलें।
4) असेंबली मैनुअल को ध्यान से पढ़ें, पहले असेंबली के क्रम में मुख्य घटकों को अलग करें, और मिलान इंस्टॉलेशन के लिए बोर्डों को अलग से देखें। इन बोर्डों की तस्वीरें समान रूप से लेना सबसे अच्छा है।
5) इंस्टॉलेशन टूल जैसे स्क्रूड्राइवर, रिंच आदि तैयार करें और असेंबली प्रक्रिया के दौरान उत्पाद असेंबली मैनुअल में असेंबली चरणों का सख्ती से पालन करें। निरीक्षकों को विशेष ध्यान देने की आवश्यकता है: कारखाने के कर्मचारी अक्सर असेंबली के दौरान अनुभव पर भरोसा करते हैं और उपकरण मैनुअल में दिए गए चरणों का पूरी तरह से पालन करने में विफल रहते हैं। यह अभ्यास यह सत्यापित नहीं कर सकता कि उपकरण मैनुअल उचित और पूर्ण है या नहीं। यदि ऐसी स्थिति पाई जाए तो इसे तत्काल रोका/सुधार किया जाए। अपर्याप्त पर्यवेक्षण से बचने के लिए, एक समय में एक इकाई स्थापित करना सबसे अच्छा है, न कि एक ही समय में कई इकाइयाँ।
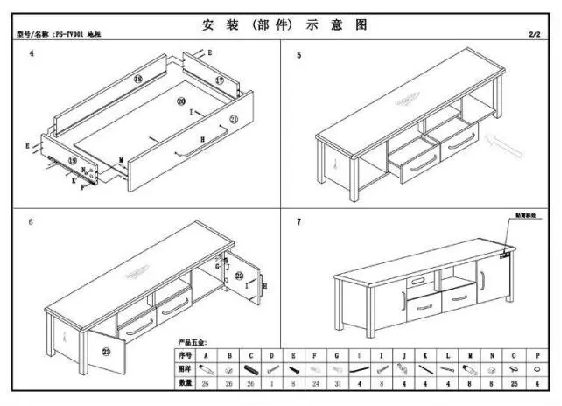
6) सामान्यतया, अधिकांश उत्पादों की असेंबली प्रक्रिया को चार चरणों में विभाजित किया जा सकता है:
पहला कदम उत्पाद का ढांचा बनाना है। इस प्रक्रिया के दौरान, इस बात पर ध्यान दिया जाना चाहिए कि क्या कंकाल के कनेक्शन छेद सही हैं, क्या बोल्ट और अन्य फास्टनरों की स्थापना सुचारू है, क्या कनेक्टर लॉक हैं, और क्या कंकाल के अंतराल एक समान और सुसंगत हैं।
दूसरा चरण निश्चित घटकों को स्थापित करना है जो कंकाल पर संरचना को मजबूत करते हैं। इस प्रक्रिया के दौरान, हार्डवेयर सहायक उपकरण, विशेष रूप से स्क्रू पर ध्यान दिया जाना चाहिए, जिसे छोड़ना नहीं चाहिए। सभी घटकों और फास्टनरों को फ्रेम पर रखा जाना चाहिए, और उपयुक्तता के लिए कनेक्शन छेद की जांच की जानी चाहिए। यह ध्यान रखना महत्वपूर्ण है कि इस प्रक्रिया के दौरान अक्सर स्क्रू होल मिसलिग्न्मेंट होता है।
तीसरा चरण मार्गदर्शक उपकरणों या काज से जुड़े गतिशील भागों को संबंधित स्थिति में स्थापित करना है। यह ध्यान रखना महत्वपूर्ण है कि फर्नीचर घटकों को बिना किसी क्षति के कई बार अलग और जोड़ा जा सकता है। इस प्रक्रिया में, इस बात पर ध्यान दिया जाना चाहिए कि क्या इन सहायक उपकरणों में एकल कनेक्शन के बाद ढीले पेंच छेद या क्षतिग्रस्त हिस्से हैं।
चौथा भाग छोटे या सजावटी घटकों या सहायक उपकरणों को स्थापित करना है। इस प्रक्रिया के दौरान, इस बात पर ध्यान दिया जाना चाहिए कि क्या पेंच की लंबाई आवश्यकताओं को पूरा करती है, क्या सजावटी सामान को कसकर मजबूत किया जा सकता है, क्या पेंच को लॉक करते समय छेद की स्थिति उपयुक्त है, और क्या उत्पाद को खरोंच नहीं किया जाना चाहिए या सामान को खरोंच नहीं किया जाना चाहिए। ढीले रहो.

अक्सर पूछे जाने वाले प्रश्नों
1. उत्पाद में घटकों की कमी, विशेष रूप से छोटी पैकेजिंग में हार्डवेयर सहायक उपकरण
2. छेद की स्थिति आवश्यकताओं को पूरा नहीं करती है, जिसमें मुख्य रूप से गलत कनेक्शन छेद स्थिति, छोटा छेद, बहुत उथला या बहुत गहरा छेद, दिशा विचलन आदि शामिल हैं।
3. बोर्ड पर सहायक छेद पेंट से भरे हुए हैं, और हार्डवेयर को आसानी से नहीं डाला जा सकता है
4. हार्डवेयर एक्सेसरीज़ को कसकर बंद नहीं किया जा सकता है, और उत्पाद सुरक्षित नहीं है
5. हार्डवेयर एक्सेसरीज़ को लॉक करते समय, घटक ख़राब हो सकते हैं, टूट सकते हैं या क्षतिग्रस्त हो सकते हैं
6. कार्यात्मक गतिशील भागों को आसानी से धकेला या खींचा नहीं जा सकता
7. हार्डवेयर सहायक उपकरण की सतह पर क्षतिग्रस्त कनेक्टर और जंग के दाग
8. असेंबली के दौरान घटकों के बीच अत्यधिक या असमान अंतराल

गुणवत्ता की आवश्यकताएँऔरनिरीक्षण के तरीकेउत्पादों के लिए
1. निरीक्षण विधि
उत्पाद असेंबली तकनीकी आवश्यकताओं और ड्राइंग आयामों और आकृतियों के अनुसार उपकरण माप, दृश्य निरीक्षण, हाथ स्पर्श और उत्पादों का निरीक्षण
2. पता लगाने की दूरी
प्राकृतिक प्रकाश या लगभग प्राकृतिक प्रकाश (उदाहरण के लिए 40W फ्लोरोसेंट लैंप) के नीचे होना चाहिए, दृश्य सीमा 700-1000 मिमी के साथ होनी चाहिए
3. उपस्थिति निरीक्षण का फोकस
1) घटकों को ठीक करने के लिए उपयोग किए जाने वाले वेल्डिंग, रिवेटिंग, मोर्टिज़ और टेनन जोड़ ढीले नहीं होने चाहिए
2) स्क्रू और हार्डवेयर कनेक्शन ढीले नहीं होने चाहिए
3) हार्डवेयर सहायक उपकरण की सतह पर कोई खरोंच नहीं है, चढ़ाना (कोटिंग) परत दृढ़ है, और कोई छीलने या जंग नहीं है
4) भार वहन करने वाले घटकों और चलने वाले हिस्सों में दरारें, गांठें, कीड़ों के छेद या अन्य दोष नहीं होने चाहिए
5) चलने वाले हिस्से मजबूती से और विश्वसनीय रूप से जुड़े होने चाहिए, अपने आप गिरने नहीं चाहिए, और लचीले और उपयोग में आसान होने चाहिए
6) धातु की फिटिंग में कोई दरार या निशान नहीं होना चाहिए
7) वेल्डिंग स्थल पर कोई डीसोल्डरिंग, वर्चुअल वेल्डिंग या वेल्डिंग पेनेट्रेशन नहीं होना चाहिए
8) वेल्डेड हिस्से छिद्रों, वेल्ड नोड्यूल और छींटे से मुक्त होने चाहिए
9) रिवेट किए गए हिस्सों को बिना हथौड़े के निशान के आसानी से रिवेट किया जाना चाहिए
10) कोटिंग जलन, बुलबुले, पिनहोल, दरारें, गड़गड़ाहट और खरोंच से मुक्त होनी चाहिए
11) धातु भागों की कोटिंग में कोई खुला तल, असमानता, स्पष्ट शिथिलता, गांठ, झुर्रियाँ या उड़ता हुआ पेंट नहीं होना चाहिए
12) तैयार उत्पाद की सतह पर कोई खरोंच या खरोंच नहीं
13) उत्पाद की समग्र संरचना मजबूत है, जमीन पर संतुलित है, और हिलाने पर घटकों में कोई ढीलापन नहीं है। जोड़ कड़े हैं और कोई स्पष्ट अंतराल नहीं है
14) लेंस और ग्लास कैबिनेट के दरवाजे बिना किसी चिपकने वाले निशान के साफ हैं, और बंधन या जोड़ तंग और दृढ़ हैं
15) हार्डवेयर सहायक उपकरण जो बार-बार खोले जाते हैं, जैसे कि टिका, वापस लेने योग्य सामान, दराज स्लाइड इत्यादि, को लचीले उद्घाटन और समापन की आवश्यकता होती है
16) ठोस लकड़ी के घटकों में क्षय, कीड़ों के छेद, फ्रैक्चर आदि का कोई संकेत नहीं है, और रंग और लकड़ी के दाने की दिशा सुसंगत है। नमी की मात्रा आवश्यकताओं को पूरा करती है
17) लकड़ी के हिस्सों की कोटिंग में झुर्रियां या पेंट का रिसाव नहीं होना चाहिए: धातु के हिस्सों की कोटिंग या कोटिंग में छिलना, कढ़ाई या पेंट का रिसाव नहीं होना चाहिए
18) लकड़ी के हिस्सों पर कोटिंग सपाट और चिकनी होनी चाहिए, जिसमें खरोंच, सफेद धब्बे, बुलबुले, सैगिंग और स्पष्ट रंग अंतर नहीं होना चाहिए।
19) पैनल के घटक खोखले, ढीले, कीट-संक्रमित, फटे, छिले हुए, खरोंच वाले, कील लगे हुए, छेद किए हुए और अन्य घटनाओं से मुक्त हैं
20) सतह का रंग एक जैसा होना चाहिए, चाहे एक टुकड़े की विभिन्न स्थितियों में तुलना करना हो या पूरे सिस्टम की तुलना करना हो, रंग एक जैसा होना चाहिए
21) सतह पर कोई स्पष्ट उपकरण के निशान नहीं हैं, जैसे चाकू के निशान, खींचने के निशान, विखंडन, टूटना, रेत का काला होना और धंसना
22) काज मुड़ा हुआ या अत्यधिक उठा हुआ नहीं होना चाहिए, और इसकी सपाटता बनाए रखने के लिए काज को मोड़कर दरवाजे को समायोजित करने की अनुमति नहीं है
23) कांच और दर्पण बिना हिलाए या ढीले किए लगाए जाने चाहिए
24) उत्पाद में कोई मलबा, तेज उभार, गड़गड़ाहट, गोंद के निशान, जला हुआ काला या अत्यधिक छिड़काव नहीं है
25) तैयार उत्पाद का समग्र आकार ड्राइंग की आवश्यकताओं को पूरा करता है, और बाहरी आयाम स्वीकार्य आकार सहिष्णुता सीमा के भीतर हैं
सामान्य हार्डवेयर सहायक उपकरणफर्नीचर को तोड़ने और जोड़ने के लिए
हार्डवेयर सहायक उपकरण का उपयोग आमतौर पर फर्नीचर को अलग करते समय संरचना को ठीक करने और जोड़ने के लिए किया जाता है। फ़र्निचर में सामान्य कनेक्टरों में टिका, कनेक्टर (सनकी या स्थायी), दराज स्लाइड, स्लाइडिंग डोर स्लाइड, हैंडल, ताले, लॉकिंग पिन, डोर सक्शन कप, पार्टीशन सपोर्ट, लटकते कपड़े की छड़ें, पुली, पैर, बोल्ट, लकड़ी के पेंच, लकड़ी के टेनन्स शामिल हैं। , गोल नाखून, आदि।

1. काज
टिका मुख्य संरचनाएं हैं जो दो गतिशील भागों को जोड़ती हैं, मुख्य रूप से कैबिनेट दरवाजे खोलने और बंद करने के लिए उपयोग की जाती हैं, जो उजागर टिका और छिपी हुई टिका में विभाजित होती हैं
1) मिंग हिंज
टिका आमतौर पर केवल टिका होता है, और जब स्थापित किया जाता है, तो टिका का पिन वाला हिस्सा फर्नीचर की सतह के संपर्क में आ जाता है। टिका का उपयोग अंतर्निर्मित दरवाजों और फोल्डिंग दरवाजों के लिए किया जा सकता है।

2) छिपा हुआ काज
छुपा हुआ काज कनेक्टिंग रॉड द्वारा घूमता है और स्थापना के दौरान रिसाव के बिना फर्नीचर के अंदर छिपा रहता है

2. कनेक्शन घटक
कनेक्टर, जिसे फिक्स्ड कनेक्टर के रूप में भी जाना जाता है, का फर्नीचर उत्पादों की संरचना और दृढ़ता पर सीधा प्रभाव पड़ता है। इसका उपयोग मुख्य रूप से फर्नीचर पैनलों को ठीक करने के लिए कैबिनेट फर्नीचर के साइड पैनल, क्षैतिज पैनल और बैक पैनल को जोड़ने के लिए किया जाता है। कनेक्टिंग रॉड में सनकी कनेक्टर और स्थायी कनेक्टर शामिल हैं।
1) विलक्षण कनेक्टर
एक विलक्षण दूरी का उपयोग करके, क्षैतिज प्लेट को साइड प्लेट से कनेक्ट करें, जैसे कि फर्श और साइड प्लेट, और नीचे की प्लेट को ऊपर या किनारे से स्थापित किया जा सकता है।

2) स्थायी कनेक्टर
इसमें दो भाग होते हैं: एक स्क्रू और एक स्प्रिंग स्टील प्लेट के साथ एक आस्तीन। कनेक्शन को हाथ से दबाने के बाद, वस्तु स्थायी रूप से जुड़ जाती है, जो एक बहुत मजबूत कनेक्शन की विशेषता है।

3. दराज स्लाइड
दराज की स्लाइड रेलें आम तौर पर लोहे की बेकिंग पेंट या लोहे की गैल्वनाइज्ड सामग्री से बनी होती हैं। पूर्वी चीन में विभिन्न तरीकों के अनुसार, उन्हें चरखी प्रकार या गेंद प्रकार में विभाजित किया जा सकता है। दराज से कैबिनेट तक की दूरी के अनुसार, उन्हें सिंगल सेक्शन रेल, डबल सेक्शन रेल और तीन सेक्शन रेल में विभाजित किया जा सकता है।

4. बोल्ट
एक प्रकार का फास्टनर जिसमें एक सिर और एक बोल्ट (बाहरी धागे के साथ एक बेलनाकार शरीर) होता है, जिसे पर्दे के साथ मिलान करने की आवश्यकता होती है और छेद के माध्यम से दो हिस्सों को कसने और जोड़ने के लिए उपयोग किया जाता है। इस कनेक्शन फॉर्म को बोल्ट कनेक्शन कहा जाता है।
5. गोलाकार टेनन
पैनल फ़र्निचर के लिए आमतौर पर उपयोग की जाने वाली असेंबली और कनेक्शन एक्सेसरीज़ में से एक, जिसका आकार गोल रॉड जैसा होता है और आमतौर पर लकड़ी से बना होता है। फर्नीचर को अलग करने और असेंबल करने में, लकड़ी के टेनन एक पोजिशनिंग भूमिका निभाते हैं, आमतौर पर 6 मिमी, 8 मिमी, 10 मिमी और 12 मिमी के व्यास और 20 मिमी, 25 मिमी, 30 मिमी, 35 मिमी, 40 मिमी और 50 मिमी की लंबाई का उपयोग किया जाता है।

6. अन्य कनेक्टर्स
स्क्रू, सेल्फ टैपिंग स्क्रू, नट, वॉशर, स्प्रिंग वॉशर, बेलनाकार नट, डबल रिब्ड नट, हैंडल आदि।

पोस्ट समय: मई-09-2024