




ಘನ ಮರದ ಪೀಠೋಪಕರಣಗಳು, ಮೆತು ಕಬ್ಬಿಣದ ಪೀಠೋಪಕರಣಗಳು, ಪ್ಲೇಟ್ ಪೀಠೋಪಕರಣಗಳು, ಇತ್ಯಾದಿ ಅನೇಕ ರೀತಿಯ ಪೀಠೋಪಕರಣಗಳಿವೆ. ಖರೀದಿಸಿದ ನಂತರ ಗ್ರಾಹಕರು ಸ್ವತಃ ಅನೇಕ ಪೀಠೋಪಕರಣಗಳನ್ನು ಜೋಡಿಸಬೇಕಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ಇನ್ಸ್ಪೆಕ್ಟರ್ ಜೋಡಿಸಲಾದ ಪೀಠೋಪಕರಣಗಳನ್ನು ಪರಿಶೀಲಿಸಬೇಕಾದಾಗ, ಅವರು ಸೈಟ್ನಲ್ಲಿ ಪೀಠೋಪಕರಣಗಳನ್ನು ಜೋಡಿಸಬೇಕಾಗುತ್ತದೆ, ಆದ್ದರಿಂದ ಪೀಠೋಪಕರಣಗಳನ್ನು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡಲು ಮತ್ತು ಜೋಡಿಸಲು ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಯಾವುವು, ಸೈಟ್ನಲ್ಲಿ ಅದನ್ನು ಹೇಗೆ ನಿರ್ವಹಿಸಬೇಕು ಮತ್ತು ಯಾವ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಬೇಕು. ನಿಮಗೆ ಸಹಾಯ ಮಾಡುವ ಕೆಲವು ಉಪಯುಕ್ತ ಮಾಹಿತಿಯ ಸಾರಾಂಶವನ್ನು ಕೆಳಗೆ ನೀಡಲಾಗಿದೆ.

ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು
1. ಆನ್-ಸೈಟ್ ಅಸೆಂಬ್ಲಿ ತಪಾಸಣೆಯ ಪ್ರಮಾಣ 1) ಅಸೆಂಬ್ಲಿ ಸೂಚನೆಗಳ ಪ್ರಕಾರ ಇನ್ಸ್ಪೆಕ್ಟರ್ ಕನಿಷ್ಠ ಒಂದು ಸೆಟ್ ಉತ್ಪನ್ನಗಳನ್ನು ಸ್ವತಂತ್ರವಾಗಿ ಜೋಡಿಸಬೇಕು. ಉತ್ಪನ್ನದ ಗಾತ್ರವು ತುಂಬಾ ದೊಡ್ಡದಾಗಿದ್ದರೆ, ಕಾರ್ಖಾನೆಯ ಸಿಬ್ಬಂದಿ ಸಹಾಯ ಮಾಡಬೇಕು, ಸಂಪರ್ಕ ಮತ್ತು ಹೊಂದಾಣಿಕೆಯ ಭಾಗಗಳನ್ನು ಇನ್ಸ್ಪೆಕ್ಟರ್ ಸ್ವತಃ ಸ್ಥಾಪಿಸಿದ್ದಾರೆ ಮತ್ತು ನಿರ್ವಹಿಸುತ್ತಿದ್ದಾರೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಮರೆಯದಿರಿ. 2) ಇತರ ಉತ್ಪನ್ನಗಳ ಜೋಡಣೆಯನ್ನು ಕಾರ್ಖಾನೆಯ ಸಿಬ್ಬಂದಿ ಪೂರ್ಣಗೊಳಿಸಬಹುದು, ಆದರೆ ಇಡೀ ಪ್ರಕ್ರಿಯೆಯ ಉದ್ದಕ್ಕೂ ಇನ್ಸ್ಪೆಕ್ಟರ್ನ ಮೇಲ್ವಿಚಾರಣೆಯಲ್ಲಿ ಅದನ್ನು ಪೂರ್ಣಗೊಳಿಸಬೇಕಾಗಿದೆ. ಉತ್ಪನ್ನ ಜೋಡಣೆಯ ಸಂಪೂರ್ಣ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಪರಿಶೀಲಿಸಲು ಗಮನ ಕೊಡಿ, ಅಸೆಂಬ್ಲಿಯ ಅಂತಿಮ ಫಲಿತಾಂಶದ ಮೇಲೆ ಕೇಂದ್ರೀಕರಿಸಬೇಡಿ. ಕಾರ್ಗೋ ಮ್ಯಾನ್ ಅಸೆಂಬ್ಲಿ ಸೈಟ್ ಅನ್ನು ಬಿಡಲು ಸಾಧ್ಯವಿಲ್ಲ, ಮತ್ತು ಉಪಕರಣಗಳ ಪ್ರಮಾಣವು ತಪಾಸಣೆ (WI) ಮೂಲಕ ಅಗತ್ಯವಿದೆ.
ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು

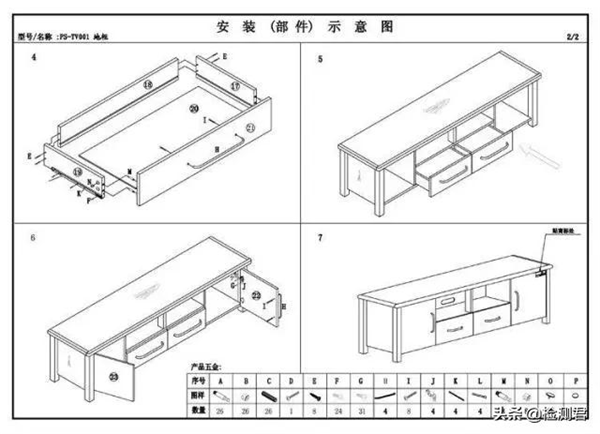
2.ಆನ್-ಸೈಟ್ ಅಸೆಂಬ್ಲಿ ಹಂತಗಳು ಮತ್ತು ಮುನ್ನೆಚ್ಚರಿಕೆಗಳು 1) ಉತ್ಪನ್ನದೊಂದಿಗೆ ಒದಗಿಸಲಾದ ಅಸೆಂಬ್ಲಿ ಸೂಚನೆಗಳೊಂದಿಗೆ ಕಟ್ಟುನಿಟ್ಟಾದ ಅನುಸಾರವಾಗಿ ಆನ್-ಸೈಟ್ ಉಪಕರಣಗಳನ್ನು ಅಳವಡಿಸಬೇಕು. ಅಸೆಂಬ್ಲಿ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಅಸೆಂಬ್ಲಿ ಸೂಚನೆಗಳಲ್ಲಿನ ಹಂತಗಳು ಸರಿಯಾಗಿವೆಯೇ, ಪ್ರತಿಯೊಂದು ಘಟಕವು ತಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತದೆಯೇ, ಫಿಟ್ ಬಿಗಿಯಾಗಿದೆಯೇ ಮತ್ತು ರಂಧ್ರದ ಸ್ಥಾನಗಳು ಸರಿಯಾಗಿವೆಯೇ ಎಂಬುದನ್ನು ಪರಿಶೀಲಿಸಿ. , ಉತ್ಪನ್ನವು ದೃಢವಾಗಿದೆಯೇ ಮತ್ತು ಬಾಹ್ಯ ಪರಿಕರಗಳನ್ನು ಬಳಸಬೇಕೆ (ಸಾಮಾನ್ಯವಾಗಿ ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ, ಕೈಪಿಡಿಯ ಅವಶ್ಯಕತೆಗಳನ್ನು ಅವಲಂಬಿಸಿ) 2) ಜೋಡಣೆಯ ಮೊದಲು, ಉತ್ಪನ್ನದ ತುಣುಕುಗಳ ಸಂಖ್ಯೆಯನ್ನು ಗುರುತಿಸಿ, ಪೆಟ್ಟಿಗೆಯನ್ನು ತೆರೆಯಿರಿ, ಯಂತ್ರಾಂಶವನ್ನು ಇರಿಸಿ ಪ್ರತ್ಯೇಕ ಸ್ಥಳದಲ್ಲಿ ಪ್ಯಾಕೇಜ್ ಮಾಡಿ ಮತ್ತು ಕಾಣೆಯಾಗುವುದನ್ನು ತಪ್ಪಿಸಲು ಅಥವಾ ಇತರ ಉತ್ಪನ್ನಗಳಿಂದ ಬಿಡಿಭಾಗಗಳೊಂದಿಗೆ ಬೆರೆಸುವುದನ್ನು ಎಣಿಕೆ ಮಾಡಿ. 3) ಭಾಗಗಳ ಸಂಖ್ಯೆ ಮತ್ತು ಗಾತ್ರವು ಕೈಪಿಡಿಯಲ್ಲಿ ಗುರುತಿಸಲಾದ ಸಂಖ್ಯೆಯೊಂದಿಗೆ ಸ್ಥಿರವಾಗಿದೆಯೇ ಎಂದು ಮೊದಲು ಪರಿಶೀಲಿಸಿ ಮತ್ತು ಜೋಡಿಸುವಾಗ ಸೂಕ್ತವಲ್ಲದ ಭಾಗಗಳನ್ನು ಬದಲಾಯಿಸದಿರಲು ಗಮನ ಕೊಡಿ. 4) ಅಸೆಂಬ್ಲಿ ಸೂಚನೆಗಳನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಓದಿ, ಮೊದಲು ಜೋಡಣೆಯ ಕ್ರಮದಲ್ಲಿ ಮುಖ್ಯ ಘಟಕಗಳನ್ನು ಪ್ರತ್ಯೇಕಿಸಿ ಮತ್ತು ಅನುಸ್ಥಾಪನೆಗೆ ಪ್ರತ್ಯೇಕವಾಗಿ ಫಲಕಗಳನ್ನು ಭೇಟಿ ಮಾಡಿ. ಈ ಫಲಕಗಳ ಚಿತ್ರಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳುವುದು ಉತ್ತಮ.
ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು
5) ಸ್ಕ್ರೂಡ್ರೈವರ್ಗಳು, ವ್ರೆಂಚ್ಗಳು ಮುಂತಾದ ಅನುಸ್ಥಾಪನಾ ಸಾಧನಗಳನ್ನು ತಯಾರಿಸಿ. ಅಸೆಂಬ್ಲಿ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಉತ್ಪನ್ನ ಜೋಡಣೆಯ ಸೂಚನೆಗಳಲ್ಲಿ ಜೋಡಣೆ ಹಂತಗಳನ್ನು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಅನುಸರಿಸಿ. ಇನ್ಸ್ಪೆಕ್ಟರ್ಗಳು ವಿಶೇಷ ಗಮನವನ್ನು ನೀಡಬೇಕಾಗಿದೆ: ಕಾರ್ಖಾನೆಯ ಸಿಬ್ಬಂದಿ ಸಾಮಾನ್ಯವಾಗಿ ಅಸೆಂಬ್ಲಿ ಸಮಯದಲ್ಲಿ ಅನುಭವವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತಾರೆ ಮತ್ತು ಸೂಚನೆಗಳಲ್ಲಿನ ಹಂತಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಪೂರ್ಣವಾಗಿ ಸ್ಥಾಪಿಸಲು ವಿಫಲರಾಗುತ್ತಾರೆ. ಈ ವಿಧಾನವು ಉಪಕರಣದ ಸೂಚನೆಗಳು ಸಮಂಜಸ ಮತ್ತು ಸಂಪೂರ್ಣವಾಗಿದೆಯೇ ಎಂದು ಪರೀಕ್ಷಿಸಲು ಸಾಧ್ಯವಿಲ್ಲ. ಅಂತಹ ಪರಿಸ್ಥಿತಿ ಕಂಡುಬಂದರೆ, ಅದನ್ನು ತಕ್ಷಣವೇ ನಿಲ್ಲಿಸಬೇಕು / ಸರಿಪಡಿಸಬೇಕು. ಅದೇ ಸಮಯದಲ್ಲಿ, ಸ್ಥಳದಲ್ಲಿ ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡದಂತೆ, ಒಂದೇ ಸಮಯದಲ್ಲಿ ಹಲವಾರು ಅಲ್ಲ, ಒಂದೊಂದಾಗಿ ಸ್ಥಾಪಿಸುವುದು ಉತ್ತಮ. 6) ಸಾಮಾನ್ಯವಾಗಿ ಹೇಳುವುದಾದರೆ, ಹೆಚ್ಚಿನ ಉತ್ಪನ್ನಗಳ ಜೋಡಣೆ ಪ್ರಕ್ರಿಯೆಯನ್ನು ನಾಲ್ಕು ಹಂತಗಳಾಗಿ ವಿಂಗಡಿಸಬಹುದು: ಉತ್ಪನ್ನದ ಅಸ್ಥಿಪಂಜರವನ್ನು ರೂಪಿಸುವುದು ಮೊದಲ ಹಂತವಾಗಿದೆ. ಈ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಅಸ್ಥಿಪಂಜರದ ಸಂಪರ್ಕ ರಂಧ್ರಗಳು ಸರಿಯಾಗಿವೆಯೇ ಮತ್ತು ಬೋಲ್ಟ್ಗಳಂತಹ ಫಾಸ್ಟೆನರ್ಗಳ ಅನುಸ್ಥಾಪನೆಯು ಸುಗಮವಾಗಿದೆಯೇ, ಕನೆಕ್ಟರ್ ಅನ್ನು ಲಾಕ್ ಮಾಡಬೇಕು ಮತ್ತು ಅಸ್ಥಿಪಂಜರದ ಅಂತರವು ಏಕರೂಪವಾಗಿರಬೇಕು ಎಂಬುದನ್ನು ಗಮನದಲ್ಲಿಟ್ಟುಕೊಳ್ಳಬೇಕು. ಎರಡನೇ ಭಾಗವು ಅಸ್ಥಿಪಂಜರದ ಮೇಲೆ ಬಲಪಡಿಸುವ ರಚನೆಯ ಸ್ಥಿರ ಮತ್ತು ಸಂಯೋಜಿತ ಭಾಗಗಳನ್ನು ಸ್ಥಾಪಿಸುವುದು. ಈ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಹಾರ್ಡ್ವೇರ್ ಬಿಡಿಭಾಗಗಳಿಗೆ, ವಿಶೇಷವಾಗಿ ಸ್ಕ್ರೂಗಳಿಗೆ ಗಮನ ಕೊಡಿ, ಆದ್ದರಿಂದ ಎಲ್ಲಾ ಭಾಗಗಳು ಮತ್ತು ಫಾಸ್ಟೆನರ್ಗಳನ್ನು ಹಾಕಬೇಕು ಮತ್ತು ಸಂಪರ್ಕ ರಂಧ್ರಗಳು ಸೂಕ್ತವಾಗಿವೆಯೇ ಎಂದು ಪರಿಶೀಲಿಸಿ. ಸ್ಕ್ರೂ ರಂಧ್ರದ ಸ್ಥಳಾಂತರಿಸುವಿಕೆಯ ವಿದ್ಯಮಾನವು ಎರಡನೇ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಹೆಚ್ಚಾಗಿ ಸಂಭವಿಸುತ್ತದೆ ಎಂದು ಗಮನಿಸಬೇಕು. ಮೂರನೇ ಭಾಗವು ಮಾರ್ಗದರ್ಶಿ ಸಾಧನವನ್ನು ಸ್ಥಾಪಿಸುವುದು ಅಥವಾ ಅನುಗುಣವಾದ ಸ್ಥಾನಗಳಲ್ಲಿ ಕೀಲುಗಳಿಂದ ಸಂಪರ್ಕಿಸಲಾದ ಚಲಿಸಬಲ್ಲ ಭಾಗಗಳನ್ನು ಸ್ಥಾಪಿಸುವುದು. ಪೀಠೋಪಕರಣ ಭಾಗಗಳ ಡಿಸ್ಅಸೆಂಬಲ್ ಮತ್ತು ಜೋಡಣೆಯನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡಬಹುದು ಮತ್ತು ಹಾನಿಯಾಗದಂತೆ ಅನೇಕ ಬಾರಿ ಜೋಡಿಸಬಹುದು ಎಂಬುದನ್ನು ಗಮನಿಸಿ. ಈ ಲಿಂಕ್ನಲ್ಲಿ, ಈ ಭಾಗಗಳನ್ನು ಒಮ್ಮೆ ಸಂಪರ್ಕಿಸಲಾಗಿದೆಯೇ ಎಂದು ಗಮನ ಕೊಡುವುದು ಅವಶ್ಯಕ. ಸಡಿಲವಾದ ಸ್ಕ್ರೂ ರಂಧ್ರಗಳು ಮತ್ತು ಹಾನಿಗೊಳಗಾದ ಭಾಗಗಳ ಸಮಸ್ಯೆಗಳಿವೆ. ನಾಲ್ಕನೇ ಭಾಗ, ಸಣ್ಣ ಅಥವಾ ಅಲಂಕಾರಿಕ ಭಾಗಗಳು ಅಥವಾ ಬಿಡಿಭಾಗಗಳ ಸ್ಥಾಪನೆ. ಈ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಸ್ಕ್ರೂನ ಉದ್ದವು ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತದೆಯೇ, ಅಲಂಕಾರಿಕ ಪರಿಕರಗಳನ್ನು ಬಿಗಿಯಾಗಿ ಬಲಪಡಿಸಬಹುದೇ, ಸ್ಕ್ರೂ ಅನ್ನು ಲಾಕ್ ಮಾಡುವಾಗ ರಂಧ್ರದ ಸ್ಥಾನವು ಸೂಕ್ತವಾಗಿದೆಯೇ ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯ ಸಮಯದಲ್ಲಿ ಉತ್ಪನ್ನವನ್ನು ಸ್ಕ್ರಾಚ್ ಮಾಡಲಾಗುವುದಿಲ್ಲ, ಮತ್ತು ಪರಿಕರಗಳ ಬಗ್ಗೆ ಗಮನ ಕೊಡಿ. ಸಡಿಲಗೊಳಿಸಲು ಸಾಧ್ಯವಿಲ್ಲ.

ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು
ಸಾಮಾನ್ಯ ಸಮಸ್ಯೆಗಳು 1. ಉತ್ಪನ್ನದಲ್ಲಿ ಕಾಣೆಯಾದ ಭಾಗಗಳಿವೆ, ವಿಶೇಷವಾಗಿ ಸಣ್ಣ ಪ್ಯಾಕೇಜ್ನಲ್ಲಿರುವ ಹಾರ್ಡ್ವೇರ್ ಪರಿಕರಗಳು. ಪ್ಲೇಟ್ನಲ್ಲಿನ ಫಿಟ್ಟಿಂಗ್ ರಂಧ್ರಗಳು ಬಣ್ಣದಿಂದ ತುಂಬಿರುತ್ತವೆ ಮತ್ತು ಹಾರ್ಡ್ವೇರ್ ಅನ್ನು ಸಲೀಸಾಗಿ ಹಾಕಲಾಗುವುದಿಲ್ಲ 4. ಹಾರ್ಡ್ವೇರ್ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಲಾಕ್ ಮಾಡಲಾಗುವುದಿಲ್ಲ ಮತ್ತು ಉತ್ಪನ್ನವು ಗಟ್ಟಿಯಾಗಿರುವುದಿಲ್ಲ 5. ಹಾರ್ಡ್ವೇರ್ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಲಾಕ್ ಮಾಡುವಾಗ, ಭಾಗಗಳು ವಿರೂಪಗೊಳ್ಳುತ್ತವೆ, ಬಿರುಕು ಬಿಡುತ್ತವೆ, ಹಾನಿಗೊಳಗಾಗುತ್ತವೆ. , ಇತ್ಯಾದಿ 6. ಕ್ರಿಯಾತ್ಮಕ ಚಲಿಸುವ ಭಾಗಗಳನ್ನು ಸರಾಗವಾಗಿ ತಳ್ಳಲು ಮತ್ತು ಎಳೆಯಲು ಸಾಧ್ಯವಿಲ್ಲ. 7. ಸಂಪರ್ಕಿಸುವ ಭಾಗಗಳು ಹಾನಿಗೊಳಗಾಗುತ್ತವೆ, ಮತ್ತು ಹಾರ್ಡ್ವೇರ್ ಬಿಡಿಭಾಗಗಳ ಮೇಲ್ಮೈ ತುಕ್ಕು ಹಿಡಿದಿದೆ. 8. ಜೋಡಣೆಯ ಸಮಯದಲ್ಲಿ ಭಾಗಗಳ ನಡುವಿನ ಅಂತರವು ತುಂಬಾ ದೊಡ್ಡದಾಗಿದೆ, ಅಥವಾ ಅಂತರವು ಅಸಮವಾಗಿರುತ್ತದೆ

ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು
ಉತ್ಪನ್ನದ ಗುಣಮಟ್ಟದ ಅವಶ್ಯಕತೆಗಳು ಮತ್ತು ತಪಾಸಣೆ ವಿಧಾನಗಳು 1. ಪರಿಶೀಲನಾ ವಿಧಾನಗಳು ಉಪಕರಣದ ಮಾಪನ, ದೃಶ್ಯ ತಪಾಸಣೆ, ಕೈ ಸ್ಪರ್ಶ, ಉತ್ಪನ್ನ ಜೋಡಣೆಯ ತಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳು ಮತ್ತು ರೇಖಾಚಿತ್ರದ ಗಾತ್ರ ಮತ್ತು ಆಕಾರಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಉತ್ಪನ್ನವನ್ನು ಪರೀಕ್ಷಿಸಿ 2. ತಪಾಸಣೆ ದೂರವು ನೈಸರ್ಗಿಕ ಬೆಳಕಿನ ಅಡಿಯಲ್ಲಿ ಅಥವಾ ನೈಸರ್ಗಿಕ ಬೆಳಕಿನ ಬಳಿ ಇರಬೇಕು ( ಉದಾಹರಣೆಗೆ: 40W ಪ್ರತಿದೀಪಕ ದೀಪ), ದೃಷ್ಟಿ ದೂರ 700-1000mm3. ಗೋಚರತೆ ತಪಾಸಣೆ ಕಾಳಜಿಗಳು 1) ಸ್ಥಿರ ಭಾಗಗಳಿಗೆ ಬಳಸುವ ವೆಲ್ಡಿಂಗ್, ರಿವೆಟ್ಗಳು, ಟೆನಾನ್ ಕೀಲುಗಳು ಇತ್ಯಾದಿಗಳು ಸಡಿಲವಾಗಿರಬಾರದು. 2) ಸ್ಕ್ರೂಗಳು ಮತ್ತು ಹಾರ್ಡ್ವೇರ್ ಸಂಪರ್ಕ ಭಾಗಗಳು ಸಡಿಲವಾಗಿರಬಾರದು. 3) ಹಾರ್ಡ್ವೇರ್ ಬಿಡಿಭಾಗಗಳ ಮೇಲ್ಮೈಯು ಗೀರುಗಳಿಂದ ಮುಕ್ತವಾಗಿದೆ, ಲೇಪಿತ (ಲೇಪಿತ) ಪದರವು ಗಟ್ಟಿಯಾಗಿರುತ್ತದೆ, ಬೀಳದೆ ಅಥವಾ ತುಕ್ಕು ಹಿಡಿಯುವುದಿಲ್ಲ. 4) ಲೋಡ್-ಬೇರಿಂಗ್ ಭಾಗಗಳು ಮತ್ತು ಚಲಿಸುವ ಭಾಗಗಳು ಬಿರುಕುಗಳು, ಗಂಟುಗಳು, ವರ್ಮ್ ರಂಧ್ರಗಳು ಮತ್ತು ಇತರ ದೋಷಗಳನ್ನು ಹೊಂದಿರಬಾರದು. 5) ಲೋಹದ ಪೈಪ್ ಫಿಟ್ಟಿಂಗ್ಗಳು ಬಿರುಕುಗಳು ಮತ್ತು ಹುರುಪುಗಳಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು 7) ಬೆಸುಗೆ ಹಾಕಿದ ಭಾಗಗಳು ಡಿ-ಸೋಲ್ಡರಿಂಗ್, ವರ್ಚುವಲ್ ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ನುಗ್ಗುವಿಕೆಯಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು 8) ವೆಲ್ಡ್ ಮಾಡಿದ ಭಾಗಗಳು ರಂಧ್ರಗಳು, ವೆಲ್ಡ್ ಫ್ಲಾಷಸ್ ಮತ್ತು ಸ್ಪ್ಯಾಟರ್ಗಳಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು 9) ರಿವೆಟೆಡ್ ಭಾಗಗಳು ಸರಾಗವಾಗಿ ಮತ್ತು ಸುತ್ತಿಗೆಯ ಗುರುತುಗಳಿಲ್ಲದೆ ರಿವೆಟ್ ಮಾಡಬೇಕು 10) ಲೇಪನವು ಸುಡುವಿಕೆ, ಗುಳ್ಳೆಗಳು ಇರಬಾರದು, ಪಿನ್ಹೋಲ್ಗಳು, ಬಿರುಕುಗಳು, ಬರ್ರ್ಸ್, ಗೀರುಗಳು 11) ಲೋಹದ ಭಾಗಗಳ ಲೇಪನವು ತೆರೆದ ತಳ, ಉಬ್ಬುಗಳು, ಸ್ಪಷ್ಟವಾದ ಕುಗ್ಗುವಿಕೆ, ಉಬ್ಬುಗಳು, ಸುಕ್ಕುಗಳು, ಹಾರುವ ಬಣ್ಣಗಳಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು 12) ಸಿದ್ಧಪಡಿಸಿದ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಯಾವುದೇ ಗೀರುಗಳು, ಗೀರುಗಳು (ಸ್ಪರ್ಶಗಳು) ) ಗಾಯ 13) ಉತ್ಪನ್ನದ ಒಟ್ಟಾರೆ ರಚನೆಯು ದೃಢವಾಗಿದೆ, ನೆಲವು ಸಮತೋಲಿತವಾಗಿದೆ, ಅಲುಗಾಡಿದಾಗ ಘಟಕಗಳು ಸಡಿಲವಾಗಿರುವುದಿಲ್ಲ, ಸ್ತರಗಳು ಬಿಗಿಯಾಗಿರುತ್ತದೆ ಮತ್ತು ಯಾವುದೇ ಸ್ಪಷ್ಟವಾದ ಅಂತರವಿಲ್ಲ 14) ಲೆನ್ಸ್ ಮತ್ತು ಗಾಜಿನ ಬಾಗಿಲುಗಳು ಸ್ವಚ್ಛವಾಗಿರುತ್ತವೆ ಮತ್ತು ಅಂಟು ಗುರುತುಗಳಿಂದ ಮುಕ್ತವಾಗಿರುತ್ತವೆ ಮತ್ತು ಅಂಟು ಅಥವಾ ಜಂಟಿ ಬಿಗಿಯಾಗಿರುತ್ತದೆ ಮತ್ತು ದೃಢವಾಗಿರುತ್ತದೆ 15) ಆಗಾಗ್ಗೆ ತೆರೆದಿರುವ ಯಾವುದೇ ಯಂತ್ರಾಂಶವು ಕೀಲುಗಳು, ಕುಗ್ಗುತ್ತದೆ, ಡ್ರಾಯರ್ ಸ್ಲೈಡ್ಗಳು ಇತ್ಯಾದಿಗಳಿಗೆ ಹೊಂದಿಕೊಳ್ಳುವ ಸ್ವಿಚ್ಗಳ ಅಗತ್ಯವಿರುತ್ತದೆ. 16) ಘನ ಮರದ ಘಟಕಗಳು ಕೊಳೆತ, ವರ್ಮ್ ರಂಧ್ರಗಳು, ಬಿರುಕುಗಳು ಇತ್ಯಾದಿಗಳನ್ನು ಹೊಂದಿಲ್ಲ, ಬಣ್ಣ ಮತ್ತು ಮರದ ಧಾನ್ಯದ ದಿಕ್ಕು ಸ್ಥಿರವಾಗಿರುತ್ತದೆ ಮತ್ತು ತೇವಾಂಶವು ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತದೆ. 17) ಮರದ ಭಾಗಗಳ ಲೇಪನವು ಸುಕ್ಕುಗಟ್ಟಿದ ಚರ್ಮ ಮತ್ತು ಬಣ್ಣದ ಸೋರಿಕೆಯನ್ನು ಹೊಂದಿರಬಾರದು: ಲೋಹದ ಭಾಗಗಳ ಲೇಪನ ಅಥವಾ ಲೇಪನವು ಸಿಪ್ಪೆಸುಲಿಯುವಿಕೆ, ಕಸೂತಿ ಮತ್ತು ಬಣ್ಣದ ಸೋರಿಕೆಯಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು. 18) ಮರದ ಭಾಗಗಳ ಲೇಪನವು ಗೀರುಗಳು, ಬಿಳಿ ಕಲೆಗಳು, ಗುಳ್ಳೆಗಳು, ಕುಗ್ಗುವಿಕೆ ಮತ್ತು ಸ್ಪಷ್ಟವಾದ ಬಣ್ಣ ವ್ಯತ್ಯಾಸವಿಲ್ಲದೆ ನಯವಾದ ಮತ್ತು ನಯವಾಗಿರಬೇಕು. 19) ಯಾವುದೇ ಟೊಳ್ಳಾದ, ಸಡಿಲವಾದ, ಚಿಟ್ಟೆ-ತಿನ್ನಲಾದ, ಬಿರುಕು ಬಿಟ್ಟ, ಚಿಪ್ಡ್, ಡೆಂಟೆಡ್, ಮೊಳೆಗಳು, ಚುಚ್ಚಿದ, ಇತ್ಯಾದಿಗಳು ಫಲಕದ ಘಟಕಗಳಲ್ಲಿ ಕಂಡುಬರುವುದಿಲ್ಲ. 20) ಮೇಲ್ಮೈ ಬಣ್ಣವು ಏಕರೂಪವಾಗಿದೆ, ಅದು ವಿಭಿನ್ನ ಸ್ಥಾನಗಳ ಒಂದು ತುಂಡು ಅಥವಾ ಸಂಪೂರ್ಣ ವ್ಯವಸ್ಥೆಯಾಗಿದ್ದರೂ, ಬಣ್ಣವು ಸ್ಥಿರವಾಗಿರುತ್ತದೆ 21) ಮೇಲ್ಮೈಯಲ್ಲಿ ಯಾವುದೇ ಸ್ಪಷ್ಟವಾದ ಉಪಕರಣದ ಗುರುತುಗಳಿಲ್ಲ, ಚಾಕು ಗುರುತುಗಳು, ಡ್ರ್ಯಾಗ್ ಮಾರ್ಕ್ಗಳು, ಬಿರುಕುಗಳು, ಬಿರುಕುಗಳು, ಮರಳು ಕಪ್ಪು, ಸಾಗ್ ಬಾಗಿಲು ಫ್ಲಶ್ ಇರಿಸಿಕೊಳ್ಳಲು ಬಾಗಿಲನ್ನು ಹೊಂದಿಸಿ 23) ಗ್ಲಾಸ್ ಮತ್ತು ಕನ್ನಡಿಗಳನ್ನು ಅಲ್ಲಾಡಿಸಬಾರದು, ಅನುಸ್ಥಾಪನೆಯ ನಂತರ ಸಡಿಲಗೊಳಿಸಬೇಕು ಡ್ರಾಯಿಂಗ್ ಅವಶ್ಯಕತೆಗಳು, ನೋಟ ಗಾತ್ರವು ಅನುಮತಿಸುವ ಗಾತ್ರದ ಸಹಿಷ್ಣುತೆಯ ವ್ಯಾಪ್ತಿಯಲ್ಲಿದೆ

ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು
ಪೀಠೋಪಕರಣಗಳ ಡಿಸ್ಅಸೆಂಬಲ್ ಮತ್ತು ಜೋಡಣೆಗಾಗಿ ಸಾಮಾನ್ಯ ಹಾರ್ಡ್ವೇರ್ ಬಿಡಿಭಾಗಗಳು ಹಾರ್ಡ್ವೇರ್ ಬಿಡಿಭಾಗಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ರಚನೆಯನ್ನು ಸರಿಪಡಿಸಲು ಮತ್ತು ಸಂಪರ್ಕಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ. ಪೀಠೋಪಕರಣಗಳಲ್ಲಿನ ಸಾಮಾನ್ಯ ಕನೆಕ್ಟರ್ಗಳಲ್ಲಿ ಕೀಲುಗಳು, ಕನೆಕ್ಟರ್ಗಳು (ವಿಲಕ್ಷಣ, ಶಾಶ್ವತ), ಡ್ರಾಯರ್ ಸ್ಲೈಡ್ಗಳು, ಸ್ಲೈಡಿಂಗ್ ಡೋರ್ ಸ್ಲೈಡ್ಗಳು, ಹ್ಯಾಂಡಲ್ಗಳು, ಲಾಕ್ಗಳು, ಲ್ಯಾಚ್ಗಳು, ಡೋರ್ ಸಕ್ಷನ್ಗಳು, ವಿಭಜನಾ ಬೆಂಬಲಗಳು, ಬಟ್ಟೆ ಹ್ಯಾಂಗರ್ಗಳು, ಪುಲ್ಲಿಗಳು, ಪಾದಗಳು, ಬೊಲ್ಟ್ಗಳು, ಮರದ ತಿರುಪುಮೊಳೆಗಳು, ಡೋವೆಲ್ಗಳು, ಸುತ್ತಿನ ಉಗುರುಗಳು, ಇತ್ಯಾದಿ
ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು

1. ಹಿಂಜ್ ಹಿಂಜ್ ಎರಡು ಚಲಿಸುವ ಭಾಗಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ಮುಖ್ಯ ರಚನೆಯಾಗಿದೆ, ಮುಖ್ಯವಾಗಿ ಕ್ಯಾಬಿನೆಟ್ ಬಾಗಿಲನ್ನು ತೆರೆಯಲು ಮತ್ತು ಮುಚ್ಚಲು ಬಳಸಲಾಗುತ್ತದೆ. ಇದನ್ನು ತೆರೆದ ಹಿಂಜ್ ಮತ್ತು ಡಾರ್ಕ್ ಹಿಂಜ್ ಎಂದು ವಿಂಗಡಿಸಲಾಗಿದೆ ಇದು ಪೀಠೋಪಕರಣಗಳ ಮೇಲ್ಮೈಯಲ್ಲಿ ಸೋರಿಕೆಯಾಗುತ್ತದೆ, ಮತ್ತು ಹಿಂಜ್ ಅನ್ನು ಅಂತರ್ನಿರ್ಮಿತ ಬಾಗಿಲುಗಳು ಮತ್ತು ಮಡಿಸುವ ಬಾಗಿಲುಗಳಿಗೆ ಬಳಸಬಹುದು.
ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು

2) ಮರೆಮಾಚುವ ಹಿಂಜ್ ಮರೆಮಾಚುವ ಹಿಂಜ್ ಅನ್ನು ಸಂಪರ್ಕಿಸುವ ರಾಡ್ನಿಂದ ತಿರುಗಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಅದನ್ನು ಪೀಠೋಪಕರಣಗಳ ಒಳಗೆ ಮರೆಮಾಡಲಾಗಿದೆ ಮತ್ತು ಅನುಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ಸೋರಿಕೆಯಾಗುವುದಿಲ್ಲ.
ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು

2. ಕನೆಕ್ಟರ್ಗಳು ಕನೆಕ್ಟರ್ಗಳನ್ನು ಸ್ಥಿರ ಕನೆಕ್ಟರ್ಗಳು ಎಂದೂ ಕರೆಯುತ್ತಾರೆ, ಇದು ಪೀಠೋಪಕರಣ ಉತ್ಪನ್ನಗಳ ರಚನೆ ಮತ್ತು ದೃಢತೆಯ ಮೇಲೆ ನೇರ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಅವುಗಳನ್ನು ಮುಖ್ಯವಾಗಿ ಸೈಡ್ ಪ್ಯಾನಲ್ಗಳು, ಸಮತಲ ಫಲಕಗಳು ಮತ್ತು ಕ್ಯಾಬಿನೆಟ್ ಪೀಠೋಪಕರಣಗಳ ಹಿಂಭಾಗದ ಫಲಕಗಳ ಸಂಪರ್ಕಕ್ಕಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಇದರಿಂದ ಪೀಠೋಪಕರಣ ಫಲಕಗಳನ್ನು ಸರಿಪಡಿಸಬಹುದು. , ಸಂಪರ್ಕಿಸುವ ರಾಡ್ ವಿಲಕ್ಷಣ ಸಂಪರ್ಕಿಸುವ ತುಂಡು ಮತ್ತು ಶಾಶ್ವತ ಸಂಪರ್ಕಿಸುವ ತುಣುಕನ್ನು ಒಳಗೊಂಡಿದೆ. 1) ವಿಲಕ್ಷಣ ಕನೆಕ್ಟರ್ ನೆಲ ಮತ್ತು ಸೈಡ್ ಪ್ಲೇಟ್ನಂತಹ ಸಮತಲ ಪ್ಲೇಟ್ ಮತ್ತು ಸೈಡ್ ಪ್ಲೇಟ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಲು ವಿಲಕ್ಷಣ ದೂರವನ್ನು ಅಳವಡಿಸಿಕೊಳ್ಳುತ್ತದೆ ಮತ್ತು ಕೆಳಗಿನ ಪ್ಲೇಟ್ ಅನ್ನು ಮೇಲಿನಿಂದ ಅಥವಾ ಬದಿಯಿಂದ ಸ್ಥಾಪಿಸಬಹುದು.
ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು

2) ಶಾಶ್ವತ ಕನೆಕ್ಟರ್ ಎರಡು ಭಾಗಗಳಿಂದ ಕೂಡಿದೆ: ಸ್ಕ್ರೂ ಮತ್ತು ಸ್ಪ್ರಿಂಗ್ ಸ್ಟೀಲ್ ಶೀಟ್ನೊಂದಿಗೆ ತೋಳು. ಸಂಪರ್ಕವನ್ನು ಕೈಯಿಂದ ಒತ್ತಿದ ನಂತರ, ವಸ್ತುವು ಶಾಶ್ವತವಾಗಿ ಸಂಪರ್ಕಗೊಳ್ಳುತ್ತದೆ, ಇದು ಬಹಳ ದೃಢವಾದ ಸಂಪರ್ಕದಿಂದ ನಿರೂಪಿಸಲ್ಪಟ್ಟಿದೆ.
ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು

3. ಡ್ರಾಯರ್ ಸ್ಲೈಡ್ಗಳು ಡ್ರಾಯರ್ ಸ್ಲೈಡ್ಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಕಬ್ಬಿಣದ ಬೇಕಿಂಗ್ ವಾರ್ನಿಷ್ ಅಥವಾ ಕಬ್ಬಿಣದ ಕಲಾಯಿ ವಸ್ತುಗಳಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಪೂರ್ವ ಚೀನಾದಲ್ಲಿ ವಿವಿಧ ವಿಧಾನಗಳ ಪ್ರಕಾರ, ಅವುಗಳನ್ನು ಪುಲ್ಲಿ ಪ್ರಕಾರ ಅಥವಾ ಬಾಲ್ ಪ್ರಕಾರವಾಗಿ ವಿಂಗಡಿಸಬಹುದು, ಕ್ಯಾಬಿನೆಟ್ನಿಂದ ಎಳೆಯುವ ಡ್ರಾಯರ್ನ ದೂರದ ಪ್ರಕಾರ, ಇದನ್ನು ಏಕ ವಿಭಾಗ ಟ್ರ್ಯಾಕ್, ಡಬಲ್ ಟ್ರ್ಯಾಕ್, ಟ್ರಿಪಲ್ ಟ್ರ್ಯಾಕ್ ಎಂದು ವಿಂಗಡಿಸಬಹುದು.
ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು

4. ಹೆಡ್ ಮತ್ತು ಬೋಲ್ಟ್ (ಬಾಹ್ಯ ಥ್ರೆಡ್ ಹೊಂದಿರುವ ಸಿಲಿಂಡರ್) ಒಳಗೊಂಡಿರುವ ಒಂದು ವಿಧದ ಫಾಸ್ಟೆನರ್, ರಂಧ್ರಗಳ ಮೂಲಕ ಎರಡು ಭಾಗಗಳನ್ನು ಜೋಡಿಸಲು ಮತ್ತು ಸಂಪರ್ಕಿಸಲು ಪರದೆಯೊಂದಿಗೆ ಹೊಂದಾಣಿಕೆ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ಈ ಸಂಪರ್ಕ ರೂಪವನ್ನು ಬೋಲ್ಟ್ ಸಂಪರ್ಕ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.

5. ರೌಂಡ್ ರಾಡ್ ಮತ್ತು ಟೆನಾನ್ ಬೋರ್ಡ್ ಪೀಠೋಪಕರಣಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ಅಸೆಂಬ್ಲಿ ಮತ್ತು ಸಂಪರ್ಕ ಬಿಡಿಭಾಗಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ. ಇದರ ಆಕಾರವು ಒಂದು ಸುತ್ತಿನ ದಂಡದಂತಿದೆ. ಇದು ಸಾಮಾನ್ಯವಾಗಿ ಮರದಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ. ಡಿಸ್ಅಸೆಂಬಲ್ ಮತ್ತು ಅಸೆಂಬ್ಲಿ ಪೀಠೋಪಕರಣಗಳಲ್ಲಿನ ಮರದ ಟೆನಾನ್ ಸ್ಥಾನೀಕರಣದ ಪಾತ್ರವನ್ನು ವಹಿಸುತ್ತದೆ. ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ವ್ಯಾಸಗಳು 6mm, 8mm, 10mm, 12mm, ಉದ್ದಗಳು 20mm, 25mm, 30mm, 35mm, 40mm, 50mm.
ಸಲಕರಣೆಗಳ ಹಂತಗಳು ಮತ್ತು ಪೀಠೋಪಕರಣ ತಪಾಸಣೆಗೆ ಪ್ರಮುಖ ಅವಶ್ಯಕತೆಗಳು
6. ಇತರ ಕನೆಕ್ಟರ್ ಸ್ಕ್ರೂಗಳು, ಸ್ವಯಂ-ಟ್ಯಾಪಿಂಗ್ ಸ್ಕ್ರೂಗಳು, ಬೀಜಗಳು, ತೊಳೆಯುವ ಯಂತ್ರಗಳು, ವಸಂತ ತೊಳೆಯುವ ಯಂತ್ರಗಳು, ಸಿಲಿಂಡರಾಕಾರದ ಬೀಜಗಳು, ಡಬಲ್ ಥ್ರೆಡ್ ಬೀಜಗಳು, ಹಿಡಿಕೆಗಳು, ಇತ್ಯಾದಿ.

ಪೋಸ್ಟ್ ಸಮಯ: ಜುಲೈ-19-2022