




ನಾಲ್ಕು-ಪಾಯಿಂಟ್ ಸ್ಕೇಲ್ ಫ್ಯಾಬ್ರಿಕ್ ತಪಾಸಣೆಗೆ ಮುಖ್ಯ ಸ್ಕೋರಿಂಗ್ ವಿಧಾನವಾಗಿದೆ ಮತ್ತು ಇದು ಜವಳಿ ಉದ್ಯಮದಲ್ಲಿ ಕ್ಯೂಸಿಗೆ ಅಗತ್ಯವಾದ ಜ್ಞಾನ ಮತ್ತು ಕೌಶಲ್ಯವಾಗಿದೆ.
ಈ ಲೇಖನದಲ್ಲಿ ಕೀವರ್ಡ್ಗಳು: ಫ್ಯಾಬ್ರಿಕ್ ತಪಾಸಣೆ ನಾಲ್ಕು-ಪಾಯಿಂಟ್ ವ್ಯವಸ್ಥೆ
01
ನಾಲ್ಕು ಅಂಶಗಳ ವ್ಯವಸ್ಥೆ ಎಂದರೇನು?
ನೇಯ್ದ ಹೆಣೆದ ಬಟ್ಟೆಗಳಿಗೆ ನಾಲ್ಕು-ಪಾಯಿಂಟ್ ಸ್ಕೇಲ್ ಅನ್ನು ಬಳಸಬಹುದು, ದೋಷದ ಗಾತ್ರ ಮತ್ತು ತೀವ್ರತೆಯನ್ನು ಅವಲಂಬಿಸಿ 1-4 ಅಂಕಗಳನ್ನು ಕಡಿತಗೊಳಿಸಲಾಗುತ್ತದೆ

ಲೆಕ್ಕಾಚಾರದ ವಿಧಾನ: ಏಕ ರೋಲ್ ಸ್ಕೋರ್ = ಕಡಿತದ ಸ್ಕೋರ್ / ಕೋಡ್ ಉದ್ದ * 100
ಸರಾಸರಿ ಸ್ಕೋರಿಂಗ್ ವಿಧಾನ = ಒಟ್ಟು ಕಡಿತ ಅಂಕಗಳು / ಒಟ್ಟು ಕೋಡ್ ಉದ್ದ * 100
ಸ್ವೀಕಾರ ಶ್ರೇಣಿ: 100 ನೇರ-ರೇಖೆಯ ಯಾರ್ಡ್ಗಳಿಗೆ 50 ಪಾಯಿಂಟ್ಗಳ ಕೆಳಗೆ ಎ ಗ್ರೇಡ್, 50 ಪಾಯಿಂಟ್ಗಳ ಮೇಲೆ ಬಿ ಗ್ರೇಡ್
ಲೆಕ್ಕಾಚಾರದ ವಿಧಾನ: ಬಟ್ಟೆಯ ಪ್ರತಿ ರೋಲ್ ಅನ್ನು ಪರೀಕ್ಷಿಸಿದ ನಂತರ, ನೀವು ಪಡೆದ ಅಂಕಗಳನ್ನು ಸೇರಿಸಬಹುದು ಮತ್ತು 100 ಚದರ ಗಜಗಳಿಗೆ ಪ್ರತಿ ರೋಲ್ ಬಟ್ಟೆಯ ಸ್ಕೋರ್ ಅನ್ನು ಲೆಕ್ಕಾಚಾರ ಮಾಡಲು ಕೆಳಗಿನ ಸೂತ್ರವನ್ನು ಬಳಸಿ
ಒಂದೇ ರೋಲ್ ಫ್ಯಾಬ್ರಿಕ್ನ ಪ್ರತಿ 100 ಚದರ ಗಜಗಳಿಗೆ ಪಾಯಿಂಟ್ಗಳ ಸಂಖ್ಯೆ = ಕಡಿತದ ಅಂಕಗಳು * 3600 / (ಪರಿಶೀಲಿಸಿದ ಗಜಗಳು * ಪರಿಣಾಮಕಾರಿ ಬಾಗಿಲಿನ ಅಗಲ ಇಂಚುಗಳು)
100 ಚದರ ಗಜಗಳ ಸರಾಸರಿ ಸ್ಕೋರ್ = (ಒಟ್ಟು ಕಡಿತದ ಅಂಕಗಳು * 3600) / (ಒಟ್ಟು ಪರೀಕ್ಷಿಸಿದ ಗಜಗಳು * ಸರಾಸರಿ ಪರಿಣಾಮಕಾರಿ ಬಾಗಿಲಿನ ಅಗಲ ಇಂಚುಗಳು) ಲೆಕ್ಕಾಚಾರದ ಫಲಿತಾಂಶವು ಒಂದು ದಶಮಾಂಶ ಸ್ಥಾನಕ್ಕೆ ನಿಖರವಾಗಿರುತ್ತದೆ.
ಸ್ವೀಕಾರ ಶ್ರೇಣಿ: 100 ಚದರ ಗಜಗಳಿಗೆ 40 ಅಂಕಗಳಿಗಿಂತ ಕಡಿಮೆ ಇರುವ ಒಂದು ರೋಲ್ ಗ್ರೇಡ್ A ಮತ್ತು 40 ಕ್ಕಿಂತ ಹೆಚ್ಚು ಅಂಕಗಳು ಗ್ರೇಡ್ B ಆಗಿದೆ. ಎಲ್ಲಾ ಪರೀಕ್ಷಿಸಿದ ಬಟ್ಟೆಗಳ ಸರಾಸರಿ ಸ್ಕೋರ್ 100 ಚದರ ಗಜಗಳಿಗೆ 28 ಅಂಕಗಳಿಗಿಂತ ಕಡಿಮೆಯಾಗಿದೆ. ಮೇಲಿನ ಷರತ್ತುಗಳನ್ನು ಒಂದೇ ಸಮಯದಲ್ಲಿ ಪೂರೈಸಬೇಕು, ಒಂದೇ ರೋಲ್ ಪ್ರತಿ 100 ಚದರ ಗಜಗಳಿಗೆ ಪ್ರತಿ 40 ಪಾಯಿಂಟ್ಗಳಿಗಿಂತ ಕಡಿಮೆಯಿದ್ದರೂ, ಎಲ್ಲಾ ತಪಾಸಣೆ ಬಟ್ಟೆಗಳು ಇನ್ನೂ 100 ಚದರ ಗಜಗಳಿಗೆ 28 ಪಾಯಿಂಟ್ಗಳಿಗಿಂತ ಹೆಚ್ಚಿದ್ದರೂ ಸಹ, ತೀರ್ಮಾನವನ್ನು ಅನರ್ಹವೆಂದು ನಿರ್ಣಯಿಸಲಾಗುತ್ತದೆ. ವಿಭಿನ್ನ ಬಟ್ಟೆಗಳು ಅರ್ಹತಾ ಸ್ಕೋರ್ಗಳಿಗೆ ವಿಭಿನ್ನ ಅವಶ್ಯಕತೆಗಳನ್ನು ಹೊಂದಿರಬಹುದು ಮತ್ತು ಒಪ್ಪಂದದ ನಂತರ ಖರೀದಿದಾರ ಮತ್ತು ಪೂರೈಕೆದಾರರಿಂದ ಅರ್ಹತಾ ಸ್ಕೋರ್ಗಳನ್ನು ಸಹ ನಿರ್ದಿಷ್ಟಪಡಿಸಬಹುದು.
02
ನಾಲ್ಕು-ಪಾಯಿಂಟ್ ಸ್ಕೇಲ್ನ ಬಳಕೆಯ ತತ್ವಗಳು
· ಎಲ್ಲಾ ವಾರ್ಪ್ ಮತ್ತು ವೆಫ್ಟ್ ದೋಷಗಳ ಕಡಿತವು 4 ಅಂಕಗಳನ್ನು ಮೀರಬಾರದು;
· ನಿರಂತರ/ಆವರ್ತಕ ದೋಷಗಳಿಗಾಗಿ ಪ್ರತಿ ಅಂಗಳಕ್ಕೆ 4 ಅಂಕಗಳು (>9inches);
· ರಂಧ್ರಗಳು, ಕಿರಿದಾದ ತುಣುಕುಗಳು, ಸ್ತರಗಳು ಮತ್ತು ಇತರ ಪೂರ್ಣ-ಅಗಲ ದೋಷಗಳಿಗೆ 4 ಅಂಕಗಳನ್ನು ಕಡಿತಗೊಳಿಸಲಾಗುತ್ತದೆ;
· ಗಂಭೀರ ದೋಷಗಳಿಗಾಗಿ, ಪ್ರತಿ ಯಾರ್ಡ್ ದೋಷಗಳನ್ನು 4 ಅಂಕಗಳನ್ನು ರೇಟ್ ಮಾಡಲಾಗುತ್ತದೆ, ಉದಾಹರಣೆಗೆ ಎಲ್ಲಾ ರಂಧ್ರಗಳನ್ನು ವ್ಯಾಸವನ್ನು ಲೆಕ್ಕಿಸದೆ 4 ಅಂಕಗಳನ್ನು ರೇಟ್ ಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಪಿನ್ಹೋಲ್ಗಳಿಗಿಂತ ದೊಡ್ಡದಾದ ಯಾವುದೇ ರಂಧ್ರಗಳನ್ನು 4 ಅಂಕಗಳನ್ನು ಕಡಿತಗೊಳಿಸಲಾಗುತ್ತದೆ;
· ನಿರಂತರ ದೋಷಗಳಿಗೆ, ಉದಾಹರಣೆಗೆ: ರಂಗ್ಗಳು, ಅಂಚಿನಿಂದ ಅಂಚಿನ ವರ್ಣ ವಿಪಥನ, ಕಿರಿದಾದ ಅಥವಾ ಅನಿಯಮಿತ ಬಟ್ಟೆಯ ಅಗಲಗಳು, ಕ್ರೀಸ್ಗಳು, ಬಟ್ಟೆಗಳ ಅಸಮ ಡೈಯಿಂಗ್, ದೋಷಗಳ ಅಂಗಳಕ್ಕೆ 4 ಅಂಕಗಳನ್ನು ಕಡಿತಗೊಳಿಸಬೇಕು;
· 64-66 ಇಂಚುಗಳಿಗಿಂತ ಹೆಚ್ಚಿನ ಅಗಲವಿರುವ ಬಟ್ಟೆಗಳಿಗೆ, ನೇರ ಅಂಗಳ ಸ್ಕೋರ್ನಲ್ಲಿ ಪ್ರತಿ ಅಂಗಳದ ಕಡಿತವನ್ನು ಪ್ರಮಾಣಾನುಗುಣವಾಗಿ 4 ಅಂಕಗಳಿಗಿಂತ ಹೆಚ್ಚು ಹೆಚ್ಚಿಸಬಹುದು;
· ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಅಂಚಿನ ಒಂದು ಇಂಚು ಒಳಗೆ ದೋಷಗಳನ್ನು ಹಾನಿ ಹೊರತುಪಡಿಸಿ ಸ್ಕೋರ್ ಮಾಡಲಾಗುವುದಿಲ್ಲ;
ದೋಷದ ಉದ್ದವನ್ನು ವಾರ್ಪ್ ಅಥವಾ ನೇಯ್ಗೆಯ ಗರಿಷ್ಠ ದಿಕ್ಕಿನ ಪ್ರಕಾರ ಲೆಕ್ಕಹಾಕಲಾಗುತ್ತದೆ. ಎರಡು ಅಥವಾ ಹೆಚ್ಚಿನ ದೋಷಗಳನ್ನು ಒಟ್ಟಿಗೆ ಬೆರೆಸಿದಾಗ, ದೊಡ್ಡ ದೋಷದ ಘಟಕವನ್ನು ಲೆಕ್ಕಹಾಕಲಾಗುತ್ತದೆ;
· ನಿರ್ದಿಷ್ಟಪಡಿಸದ ಹೊರತು, ಸಾಮಾನ್ಯವಾಗಿ ಬಟ್ಟೆಯ ಮುಂಭಾಗವನ್ನು ಮಾತ್ರ ಪರಿಶೀಲಿಸಬೇಕಾಗುತ್ತದೆ. ಸರಳ ನೇಯ್ಗೆ ಬಟ್ಟೆಗಳಿಗೆ, ಶಿಫ್ಟ್ ಮುದ್ರಣ ಭಾಗವು ಮುಂಭಾಗದ ಭಾಗವಾಗಿದೆ. ಟ್ವಿಲ್ ಬಟ್ಟೆಗಳಿಗೆ, ಎಡ ಪಕ್ಷಪಾತವು ಧನಾತ್ಮಕವಾಗಿರುತ್ತದೆ. ಥ್ರೆಡ್ ಬಟ್ಟೆಗಳಿಗೆ, ಸರಿಯಾದ ಇಳಿಸುವಿಕೆಯು ಧನಾತ್ಮಕವಾಗಿರುತ್ತದೆ. ಸ್ಯಾಟಿನ್ ಬಟ್ಟೆಗಳಿಗೆ, ಸ್ಯಾಟಿನ್ ಸೈಡ್ ಧನಾತ್ಮಕವಾಗಿರುತ್ತದೆ. ಸಂಯೋಜಿತ ಬಟ್ಟೆಯನ್ನು ಅತಿಥಿಯೊಂದಿಗೆ ಮುಂಚಿತವಾಗಿ ದೃಢೀಕರಿಸಬೇಕು. ಸಾಧಕ-ಬಾಧಕಗಳನ್ನು ಗೊಂದಲಗೊಳಿಸಬೇಡಿ. ಧನಾತ್ಮಕ ಪರಿಣಾಮವನ್ನು ಪರಿಣಾಮ ಬೀರುವ ಬಟ್ಟೆಯ ಹಿಮ್ಮುಖ ಭಾಗದಲ್ಲಿ ದೋಷಗಳಿದ್ದರೆ, ಪ್ರಭಾವದ ಮಟ್ಟವನ್ನು ಸ್ಕೋರ್ ಮಾಡಲಾಗುತ್ತದೆ;
· ಮರುಕಳಿಸುವ ಅಥವಾ ಸಣ್ಣ ಚದುರಿದ ಅಂತರಗಳೊಂದಿಗಿನ ದೋಷಗಳಿಗೆ, ಆಯಾ ಮಾಪನ ಸ್ಕೋರ್ಗಳು ಒಟ್ಟು ಮಾಪನ ಸ್ಕೋರ್ಗಳಿಗಿಂತ ಹೆಚ್ಚಿದ್ದರೆ, ಒಟ್ಟು ಮಾಪನ ಸ್ಕೋರ್ ಅನ್ನು ಲೆಕ್ಕಹಾಕಲಾಗುತ್ತದೆ;
· ಪಟ್ಟಿಗಳ ಲೆಕ್ಕಾಚಾರದ ವಿಧಾನ: ಯಂತ್ರದ ಒಂದು ಅಥವಾ ನೇಯ್ಗೆ (ವಾರ್ಪ್) ದಿಕ್ಕಿನ ದೋಷ, ಅಗಲವು ಒಂದು ಸೆಂಟಿಮೀಟರ್ಗಿಂತ ಕಡಿಮೆಯಿರುತ್ತದೆ ಮತ್ತು ಪ್ರತಿ ಸೆಂಟಿಮೀಟರ್ ಒಂದಕ್ಕಿಂತ ಹೆಚ್ಚು ಸೆಂಟಿಮೀಟರ್ ಆಗಿದೆ. ಒಂದು ಸೆಂಟಿಮೀಟರ್ ಅನ್ನು ಒಂದು ಎಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ.
03
ಮಾದರಿ
ಮಾದರಿ ತಪಾಸಣೆ, 100% ಸರಕುಗಳು ಪೂರ್ಣಗೊಂಡಿರಬೇಕು, 80% ಪ್ಯಾಕೇಜ್ ಮಾಡಲಾಗಿದ್ದು, ಫ್ಯಾಕ್ಟರಿ ಅಥವಾ ಪೂರೈಕೆದಾರರಿಂದ ನಿಜವಾದ ಪ್ಯಾಕಿಂಗ್ ಪಟ್ಟಿ ಅಥವಾ ಕೋಡ್ ಪಟ್ಟಿಯಿಂದ ತೆಗೆದುಕೊಳ್ಳಲಾಗಿದೆ.
ಮಾದರಿಗಳ ಸಂಖ್ಯೆ:
· 10%, ವಿತರಣಾ ಪ್ರಮಾಣದ 20%;
· ಅಥವಾ ಸಾಗಣೆಗಳ ಸಂಖ್ಯೆಯ ವರ್ಗಮೂಲವನ್ನು ತೆಗೆದುಕೊಂಡು 10 ರಿಂದ ಗುಣಿಸಿ;
· ವಿತರಣಾ ಪ್ರಮಾಣವು 1000 ಗಜಗಳಿಗಿಂತ ಕಡಿಮೆ ಇದ್ದಾಗ, ಪೂರ್ಣ ತಪಾಸಣೆ.
04
ಪರೀಕ್ಷಾ ವಿಧಾನ
· ತಪಾಸಣೆ ದೂರವು ಸುಮಾರು 1 ಗಜ, ಮತ್ತು ಬೆಳಕಿನ ಮೂಲದ ಅವಶ್ಯಕತೆಗಳು: ಮೇಲ್ಮೈ ಪ್ರಕಾಶವು ಕನಿಷ್ಠ 1075 ಲಕ್ಸ್ ಆಗಿದೆ, ಮತ್ತು ಅನುಸ್ಥಾಪನೆಯು ಬಟ್ಟೆಯ ಮೇಲ್ಮೈಗೆ ಸಮಾನಾಂತರವಾಗಿರುತ್ತದೆ.
· ಸಲಹೆ:
ತಿಳಿ-ಬಣ್ಣದ ಅಥವಾ ತೆಳ್ಳಗಿನ ಬಟ್ಟೆ, ಬಟ್ಟೆಯ ನಡುವೆ ಬಟ್ಟೆಯ ತುಂಡನ್ನು ಸೇರಿಸಿ ಮತ್ತು ತಪಾಸಣೆಯ ಮೊದಲು ಬಟ್ಟೆಯ ತಪಾಸಣೆ ಇಳಿಜಾರಾದ ಪ್ಲೇಟ್.

· ವಿಷುಯಲ್ ತಪಾಸಣೆ ತಪಾಸಣೆ ವ್ಯಾಪ್ತಿ: ನೇಯ್ಗೆ ಡೈಯಿಂಗ್ ಮತ್ತು ಪ್ರಿಂಟಿಂಗ್, ಸಾಮಾನ್ಯ ನೋಟ ರಚನೆ ಮತ್ತು ವಸ್ತುಗಳು, ಇತ್ಯಾದಿ, ಬಣ್ಣ, ಅಗಲ, ರೋಲ್ ಉದ್ದ, ನೇಯ್ಗೆ ಬಿಲ್ಲು ಮತ್ತು ನೇಯ್ಗೆ ಓರೆ, ಪ್ಯಾಕೇಜಿಂಗ್ ಮತ್ತು ಗುರುತು ಮುಂತಾದ ಬಟ್ಟೆಯ ದೋಷಗಳು.
· ಗೋಚರತೆಯು ಗ್ರಾಹಕರ ಉಲ್ಲೇಖ ಮಾದರಿಯನ್ನು ಆಧರಿಸಿರಬಹುದು, ಮುಖ್ಯವಾಗಿ ಕನಿಷ್ಠ ಒಂದು ಚಕ್ರಕ್ಕೆ ಮುದ್ರಿತ ಜಾಕ್ವಾರ್ಡ್ ಮಾದರಿಯನ್ನು ಪರಿಶೀಲಿಸಲು ಶೈಲಿ, ಮಾದರಿ ಮತ್ತು ಪರಿಣಾಮವನ್ನು ಪರಿಶೀಲಿಸಿ.
· ರಚನೆ:
ಗ್ರಾಹಕರು ಅಗತ್ಯವಿದ್ದರೆ, ಫೈಬರ್ ಸಂಯೋಜನೆ, ನೂಲಿನ ಪ್ರಕಾರ, ನೂಲಿನ ಎಣಿಕೆಯನ್ನು ಪರೀಕ್ಷಿಸಲು ನೀವು ಮಾದರಿಯನ್ನು ಮಾಡಬಹುದು.
·ವಸ್ತು ಕೈ ಭಾವನೆ:
ಹೋಲಿಕೆಯಿಂದ ಬಟ್ಟೆಯ ಕೈ ಗಟ್ಟಿಯಾಗಿದೆಯೇ ಅಥವಾ ಮೃದುವಾಗಿದೆಯೇ, ದಪ್ಪವಾಗಿದೆಯೇ ಅಥವಾ ತೆಳುವಾಗಿದೆಯೇ ಎಂಬುದನ್ನು ಪರಿಶೀಲಿಸಿ. ತುಲನಾತ್ಮಕವಾಗಿ ಸ್ಪಷ್ಟವಾದ ವ್ಯತ್ಯಾಸವಿದ್ದರೆ, ಅದನ್ನು ವರದಿಯಲ್ಲಿ ಗಮನಿಸಬೇಕು ಮತ್ತು ವಸ್ತು ಕಾಲಮ್ನಲ್ಲಿ ವ್ಯತ್ಯಾಸಗಳೆಂದು ದಾಖಲಿಸಬೇಕು ಮತ್ತು ವಿಭಿನ್ನ ಕೈ ಭಾವನೆಯ ಮಾದರಿಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಬೇಕು. ಸಾಧ್ಯವಾದರೆ ಸ್ಯಾಂಪಲ್ಗಳು ಒಂದೇ ಬ್ಯಾಚ್ನ ವಿಭಿನ್ನ ರೋಲ್ಗಳ ಹ್ಯಾಂಡ್ ಫೀಲ್ ಅನ್ನು ಹೋಲಿಸಬಹುದು.
05
ಚೆಕ್ ಪಾಯಿಂಟ್
· ರೋಲ್ ಉದ್ದ ಮತ್ತು ಅಗಲ
ಒಂದೇ ರೋಲ್ನ ನಿಜವಾದ ಉದ್ದ ಮತ್ತು ಲೇಬಲ್ನ ಉದ್ದದ ನಡುವಿನ ವ್ಯತ್ಯಾಸವು 2% ಕ್ಕಿಂತ ಹೆಚ್ಚಿದ್ದರೆ, ಸಿಂಗಲ್ ರೋಲ್ ಅನ್ನು ಎರಡನೇ ದರ್ಜೆಯ ಉತ್ಪನ್ನಕ್ಕೆ ಇಳಿಸಲಾಗುತ್ತದೆ;
ಎಲ್ಲಾ ಪರಿಶೀಲಿಸಿದ ರೋಲ್ಗಳ ಒಟ್ಟು ಉದ್ದದ ಮೊತ್ತವು ನಾಮಮಾತ್ರದ ಒಟ್ಟು ಉದ್ದದ 1% ಕ್ಕಿಂತ ಕಡಿಮೆಯಿದ್ದರೆ, ಅದನ್ನು ವರದಿ ಮಾಡಬೇಕು ಮತ್ತು ಇಡೀ ಬ್ಯಾಚ್ ಅನ್ನು ಡೌನ್ಗ್ರೇಡ್ ಮಾಡಬಹುದು;
ಪರಿಣಾಮಕಾರಿ ಬಾಗಿಲಿನ ಅಗಲವನ್ನು ಕ್ರಮವಾಗಿ ತಲೆ, ಮಧ್ಯ ಮತ್ತು ಬಾಲದಲ್ಲಿ 3 ಬಾರಿ ಅಳೆಯಿರಿ. ಸಾಮಾನ್ಯವಾಗಿ, ಗ್ರಾಹಕರು ಕಿರಿದಾದ ಅಗಲವನ್ನು ಸ್ವೀಕರಿಸುವುದಿಲ್ಲ, ಮತ್ತು ನೇಯ್ಗೆ ಸ್ಥಿತಿಸ್ಥಾಪಕ ಬಟ್ಟೆಯ ಅಗಲವು 2% ಕ್ಕಿಂತ ಕಡಿಮೆಯಿರುತ್ತದೆ.
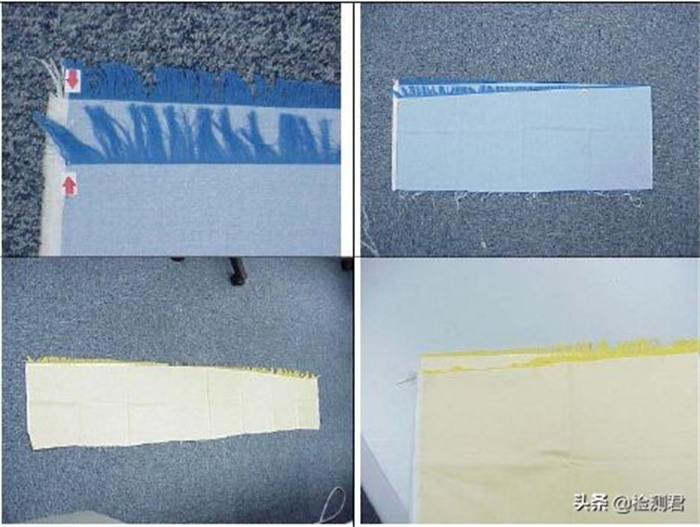
· ನೇಯ್ಗೆ ಓರೆ ಮತ್ತು ಬಿಲ್ಲು ನೇಯ್ಗೆ
ನೇಯ್ಗೆ ದಿಕ್ಕಿನ ಉದ್ದಕ್ಕೂ ಬಟ್ಟೆಯನ್ನು ಕತ್ತರಿಸಿ, ನೇಯ್ಗೆ ಬಾಗುವ ದಿಕ್ಕಿಗೆ ಸಾಧ್ಯವಾದಷ್ಟು ಹತ್ತಿರ;
ನೇಯ್ಗೆ ಎಳೆಗಳನ್ನು ಒಂದೊಂದಾಗಿ ತೆಗೆದುಹಾಕಿ;
ಸಂಪೂರ್ಣ ನೇಯ್ಗೆ ಎಳೆಯುವವರೆಗೆ;

ವಾರ್ಪ್ ಉದ್ದಕ್ಕೂ ಅರ್ಧದಷ್ಟು ಮಡಿಸಿ, ಅಂಚುಗಳನ್ನು ಫ್ಲಶ್ ಮಾಡಿ ಮತ್ತು ಅತ್ಯುನ್ನತ ಬಿಂದು ಮತ್ತು ಕಡಿಮೆ ಬಿಂದುವಿನ ನಡುವಿನ ಅಂತರವನ್ನು ಅಳೆಯಿರಿ.
ಫ್ಯಾಬ್ರಿಕ್ ತೂಕ
ಪ್ರತಿ ತಪಾಸಣೆಗೆ ವಿಭಿನ್ನ ಸುರುಳಿಗಳಿಂದ ಕನಿಷ್ಠ ಎರಡು ಮಾದರಿಗಳನ್ನು ತೂಕ ಮಾಡಿ:
· <10OZ/SQ.YD: +/-5%;
· >10OZ/SQ.YD: +/-3%.
ಫ್ಯಾಬ್ರಿಕ್ ಪ್ಯಾಕೇಜಿಂಗ್ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳು
· ಕಾಗದದ ಕೊಳವೆಯ ಸರಿಯಾದ ದಪ್ಪ ಮತ್ತು ಬಲ;
· ಕಾಗದದ ಬ್ಯಾರೆಲ್ನ ಒಳ ವ್ಯಾಸ;
· ಕಾಗದದ ಬ್ಯಾರೆಲ್ನ ಉದ್ದ;
· ತುಂಬಾ ಸಡಿಲ ಮತ್ತು ತುಂಬಾ ಬಿಗಿಯಾಗಿ ತಪ್ಪಿಸಿ
ಪೋಸ್ಟ್ ಸಮಯ: ಆಗಸ್ಟ್-14-2022