




Удобните душеци имаат ефект на подобрување на квалитетот на сонот. Душеците се направени од различни материјали, како палма, гума, пружини, латекс и сл. Во зависност од нивниот материјал, тие се погодни за различни групи луѓе. Кога инспекторите проверуваат различни душеци, тие треба да вршат инспекции во кои аспекти и да обрнат посебно внимание на сите дефекти. Уредникот ја сумираше содржината на инспекцијата на душекот за вас и најде дека е корисна и може да се собере!

Стандарди за инспекција на производи и пакување 1. Производ
1) не смее да има безбедносни проблеми при употреба
2) Изгледот на процесот мора да биде без оштетувања, гребнатини, пукнатини итн.
3) Мора да биде во согласност со законите и прописите на земјата одредиште и барањата на клиентите
4) Структурата на производот, изгледот, процесот и материјалите мора да ги задоволуваат барањата на клиентите и примероците од серија
5) Производот мора да ги исполнува барањата на клиентите или истите функции како и сериските примероци
6) Идентификацијата на етикетата мора да биде јасна и да одговара на законските и регулаторните барања
 2. Пакување:
2. Пакување:
1) Пакувањето мора да биде соодветно и доволно цврсто за да обезбеди сигурност на процесот на транспортирање на производот.
2) Материјалите за пакување мора да бидат способни да го заштитат транспортот на производот.
3) Ознаките за испорака, бар-кодовите и етикетите треба да ги задоволуваат барањата на клиентот или примероците од серија.
4) Материјалите за пакување треба да ги задоволуваат барањата на купувачот или сериските примероци.
5) Објаснувачкиот текст, упатствата и сродните предупредувања за етикетата мора да бидат јасно испечатени на јазикот на земјата одредиште.
6) Описот на упатствата мора да биде во согласност со производот и релевантните функции
 3. План за инспекција
3. План за инспекција
1) Применливи стандарди за инспекција: ISO 2859/BS 6001/ANSI/ASQ-Z 1.4 План за единечно земање примероци, нормална инспекција.
2) Ниво на земање примероци: Ве молиме погледнете ги броевите за земање примероци во следната табела
 3) Ако повеќе производи се спојат за проверка, бројот на земање мостри за секој производ се одредува според процентот на количината на тој производ во целата серија. Пресметајте го бројот на примероци од овој производ пропорционално врз основа на зафатениот процент. Ако пресметаниот број на земање мостри е помал од 1, ќе се земат два примероци како целина сериски примероци или еден примерок ќе се земе како посебна инспекција на ниво на земање мостри.
3) Ако повеќе производи се спојат за проверка, бројот на земање мостри за секој производ се одредува според процентот на количината на тој производ во целата серија. Пресметајте го бројот на примероци од овој производ пропорционално врз основа на зафатениот процент. Ако пресметаниот број на земање мостри е помал од 1, ќе се земат два примероци како целина сериски примероци или еден примерок ќе се земе како посебна инспекција на ниво на земање мостри.
4) Прифатливо ниво на квалитет AQL: Не се дозволени сериозни дефекти.
5) Бројот на мостри за специјално или фиксно земање мостри, не се дозволени несообразности.
6) Општи правила за класификација на дефекти: (1) Критичен дефект: Дефекти кои предизвикуваат лична повреда или небезбедни фактори при користење или складирање производи, или дефекти кои ги прекршуваат релевантните закони и прописи. (2) Големи дефекти Функционалните дефекти влијаат на употребата или животниот век, или очигледните дефекти на изгледот влијаат на продажната вредност на производот. (3) Поситни дефекти се дефекти кои не влијаат на употребата на производот и не се поврзани со продажната вредност на производот.
7) Правила за случаен преглед: (1) За финалната проверка потребно е најмалку 100% од производите да се произведени и спакувани за продажба, а најмалку 80% од производите да се спакувани во надворешни кутии. Освен посебните барања од клиентите. (2) Доколку на примерокот се констатираат повеќе недостатоци, најтешката мана треба да се запише како основа за проценка. Сите дефекти треба да се заменат или поправат. Доколку се најдат сериозни дефекти, целата серија треба да се отфрли и клиентот треба да одлучи дали да ја пушти стоката.

4. Процес на проверка и класификација на дефекти
Детали за сериски број, класификација на дефекти CriticalMajorMinor1) Инспекција на пакувањето, отворање на пластична кеса>19cm или површина>10x9cm, нема отпечатени знаци за предупредување за задушување, X знаци за предупредување за безбедност недостасуваат или се лошо испечатени, X објаснувачки знаци недостасуваат или лошо се испечатени, X јазик на земјата на дестинација недостасува , Недостасува идентификација на потеклото X, Името и адресата на увозникот X недостасуваат или лошо се испечатени, ознаката X или проблем со уметничко дело: недостасува содржина, погрешен формат, Штетните рабови и остри точки на пакувањето, како што е X, се оштетени, испукани, деформирани и валкани, XX погрешни материјали или неточни материјали за пакување како што се дамки или влага X лабаво пакување X нејасно печатење пакување со X палета што не ги исполнува барањата на клиентите X дрвеното пакување кое не ги исполнува регулаторните барања X2) големина на инспекција на продажното пакување грешка X грешка во пакувањето X недостасува десикант X погрешна заграда за закачување X недостасува држач за висење X недостасува тока или други компоненти X недостасува дополнителна опрема X оштетена пластична кеса X грешка во пластична кеса X мирис X мувла X влажна XX слогани за предупредување за безбедност недостасуваат или се испечатени Недостасува или нечитливо X објаснување предупредувачки слогани

3) Инспекција на изгледот и процесот
Калем со ризик од повреда X остар раб X остра игла или метална туѓа материја X мали делови во детски производи X необичен мирис X живи инсекти X дамки од крв X недостасува официјален јазик на земја на дестинација X недостасува место на потекло X скршено предиво X скршено предиво X скитници XX боја предиво XX предење XX предиво за голем стомак XX памучен јазол XX двојна игла X скршен отвор X оштетување на ткаенината X дамка XX масло дамка XX вода дамка XX разлика во боја XX ознака со молив XX ознака лепак XX глава на конец XX туѓа материја XX разлика во боја X избледување X лошо пеглање XX деформација на компресија X напнатост на компресија X браздата XX бразда XX груб раб XX Скршен конец X Јама за паѓање X Конец за скокање XX Преклопен конец XX Нерамна нишка XX Неправилна нишка XX игла за шиење XX Лабаво шиење X Неквалитетна игла за враќање X Недостасува датум X Непорамнување на датумот X Недостасува шиење X Непорамнување на шевот X Опуштено затегнување за шиење X Лабав конец за шиење X Игла заб Марка XX Заплеткана нишка XX Пукна пукнатина X XXwisted конец Шев/раб X Преклопен Шевот X Неусогласеност на превиткување на шевовите насока X Лизгање на шевот X Неусогласеност на шевовите X Непорамнување на шевовите X Неусогласеност на шевовите X Неусогласеност на шевовите X Недостасува вез X Несогласување на везот X Несогласување на везот X Скршен конец за вез X Непорамнување на конец за вез X Неправилно печатење XXXX бледнее XX грешка при печатење X гребење XX дефект на облогата или галванизација XX грешка во додатокот X неусогласеност на велкрото X Несогласување на велкрото X Недостасува етикета на лифтот X Грешка во информациите за етикетата на лифтот X Грешка при печатење информации за етикетата на лифтот XX Информациите за етикетата на лифтот се попречени XX Етикетата на лифтот не е безбедна XX погрешна етикета пред и назад X искривена етикета XX4) Функционална проверка патент, копче, четири копчиња, занитвам, неисправност на велкро и други компоненти X Нерамна функција на патент XX

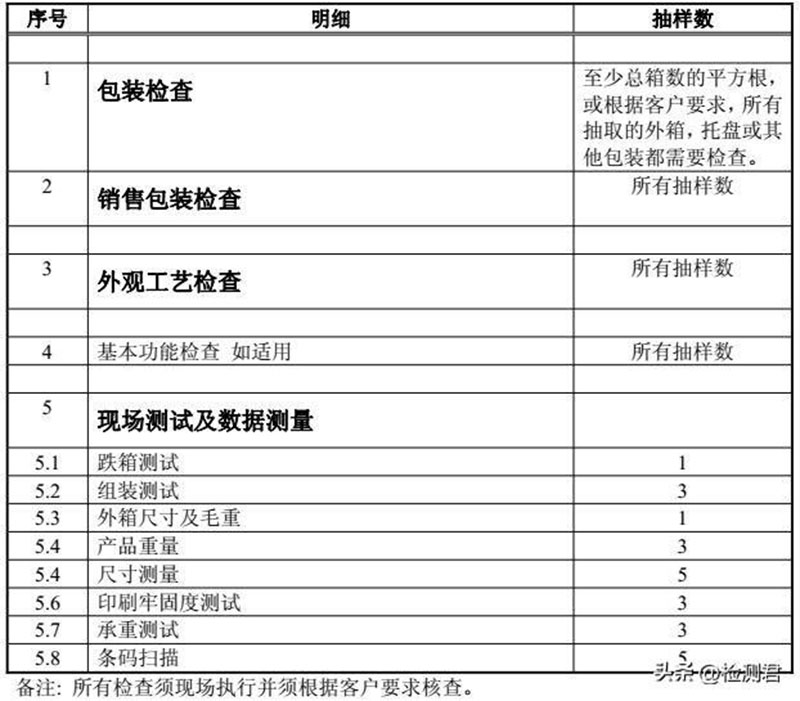
5. Мерење на податоци и тестирање на лице местона ISTA IA испуштање кутија тестирање. Доколку се утврдат безбедносни и функционални недостатоци или важни дефекти, целата серија на тестирање на склопот ќе биде отфрлена. Производот ќе се состави според упатствата и ќе се прилагоди на соодветниот тип на кревет за да се осигура дека додатоците се комплетни, упатствата за склопување се јасни и дека функцијата на производот по склопувањето е завршена. Големината и тежината на целата серија кутии од опашката мора да се усогласат со печатењето на надворешната кутија, со толеранција од ± 5%. Проверката на тежината ќе се заснова на потребите на клиентите, а доколку нема потреба, Дефинирајте толеранција од ± 3%. Одбијте ја целата инспекција на големината на серијата. Според барањата на клиентите, ако нема барања, запишете ја вистинската пронајдена големина. Одбијте ја целата серија на печатење за тестирање на цврстина. Користете пластични кеси од 3M 600 за тестирање и ако има откачување за печатење. 1. Користете пластични кеси од 3M за да се залепи на печатачот и цврсто притиснете за 2,45 степени за да ја скинете лентата. 3. Проверете дали има одлепување за печатење на лентата и печатење. Одбијте ја целата серија на тестирање за носење тежина. Поставете носечки диск (пречник од 100 mm во кругот) во средината и применувајте сила од 1400 N, непрекинато 1 минута, производот треба да биде неоштетен, напукнат и сепак да може нормално да се користи по потреба. Целата серија баркодови треба да се отфрли. Скенирајте ги бар-кодовите користејќи скенер за баркодови за да ги прочитате бар-кодовите и проверете дали бројките и вредностите за читање се конзистентни. Проценката за сите дефекти е само за референца. Доколку клиентот има посебни барања, проценката треба да се заснова на барањата на купувачот.
Време на објавување: мај-11-2023 година