




चीओन्ग्सम हा चीनचा चतुर्थांश आणि महिलांचा राष्ट्रीय पोशाख म्हणून ओळखला जातो. "राष्ट्रीय ट्रेंड" च्या वाढीसह, रेट्रो + नाविन्यपूर्ण सुधारित चेओंगसम फॅशनचे प्रिय बनले आहे, नवीन रंगांनी उधळले आहे आणि हळूहळू लोकांच्या दैनंदिन जीवनात प्रवेश करत आहे, एक लोकप्रिय फॅशन आयटम बनत आहे.
चेओंगसॅमच्या उत्पत्तीबद्दल अनेक सिद्धांत आहेत. काहींचा असा विश्वास आहे की किंग राजवंशातील ध्वज मुलींनी परिधान केलेल्या कपड्यांपासून थेट चेओंगसम विकसित झाला. इतरांचा असा विश्वास आहे की चिनी महिलांनी परिधान केलेले कपडे झोउ, किन, हान, तांग, सॉन्ग आणि मिंग राजवंशातील आहेत.
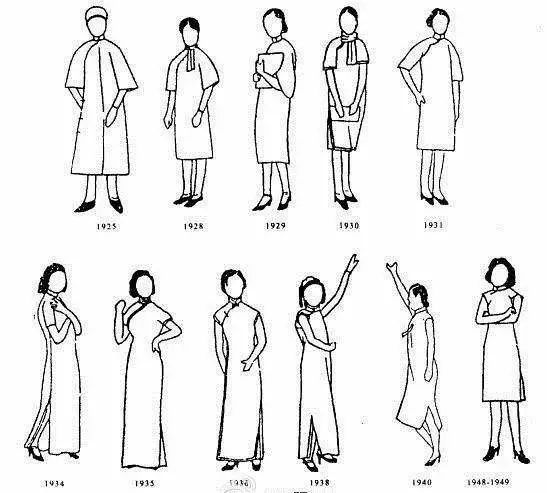
चेओंग्समच्या उत्क्रांतीबद्दल, आकृती अंदाजे खालीलप्रमाणे आहे:
Cheongsams विविध शैली येतात आणि विविध प्रकारे वर्गीकृत आहेत. कॉलरच्या प्रकारानुसार, सामान्य कॉलर, पेंग्विन कॉलर, इम्पॅटिअन्स कॉलर, नो कॉलर, ड्रॉप कॉलर, बांबू लीफ कॉलर, हॉर्सशो कॉलर, इत्यादी आहेत. प्लॅकेटनुसार, तिरकस प्लॅकेट, मध्यम प्लॅकेट, अर्ध-गोलाकार प्लॅकेट, इ. स्नॅप बटण प्रकारांमध्ये एक-शब्द बटण, फिनिक्स टेल बटण, पिपा बटण, बटरफ्लाय समाविष्ट आहे बटण, सिंगल-कलर बटण, दोन-रंगाचे बटण इ. स्लीव्ह प्रकारानुसार, स्लीव्हलेस, शेव्ह शोल्डर, शॉर्ट स्लीव्हज, थ्री-क्वार्टर स्लीव्हज, आठ-क्वार्टर स्लीव्हज, लांब स्लीव्हज, अरुंद स्लीव्ह, बेल स्लीव्हज, मोठे बेल स्लीव्हज, हॉर्सशू स्लीव्हज, टर्न-बॅक स्लीव्हज इ.
cheongsam साठी गुणवत्ता आवश्यकता

चीओंगसॅमच्या गुणवत्तेचे मूल्यांकन करण्यासाठी फॅब्रिक्स, कारागिरी आणि इतर पैलूंचा सर्वसमावेशक विचार करणे आवश्यक आहे. चेओंगसॅमच्या गुणवत्तेबाबत, सध्याचे राष्ट्रीय मानक "GB/T 22703-2019 Cheongsam" स्पष्टपणे विविध गोष्टी नमूद करतेगुणवत्ता आवश्यकताआणि cheongsam साठी निर्देशक.
फॅब्रिक

फोकस: चेओंग्सम फॅब्रिक
फॅब्रिक गुणवत्ता
चेओंगसमच्या कपड्यांमध्ये सामान्यतः ब्रोकेड, डमास्क, पॉवर स्पिनिंग, हँग्रो, सिल्क, लिनेन, तुसाह सिल्क, स्पन सिल्क, मलबेरी सिल्क, एरंडेल सिल्क, सुवासिक क्लाउड यार्न, रेशीम, अँटिक सॅटिन, प्लेन क्रेप सॅटिन, जॉर्जेट, गोल्ड जेड साटन, इ.
ते कोणत्याही प्रकारचे फॅब्रिक असले तरीही, ते संबंधित गुणवत्तेच्या आवश्यकता पूर्ण करणारे फॅब्रिक असले पाहिजे.GB/T 22703-2019 मानक, खाली दर्शविल्याप्रमाणे.
अस्तर

फोकस: अस्तर
गुणवत्ता
दcheongsam च्या अस्तरवापरलेल्या फॅब्रिकसाठी योग्य असावे आणि GB/T 22703-2019 मानकाच्या संबंधित गुणवत्ता आवश्यकता पूर्ण करा.

एक्सिपियंट्स

फोकस: excipients
इंटरलाइनिंग, सिवनी इ.
इंटरलाइनिंग आणि शोल्डर पॅड्स: इंटरलाइनिंग आणि शोल्डर पॅड वापरल्या जाव्यात जे वापरलेल्या कापडांच्या कार्यक्षमतेसाठी योग्य असतील आणि त्यांच्या गुणवत्तेने GB/T 22703-2019 मानकांच्या संबंधित तरतुदींचे पालन केले पाहिजे;
शिवण:कापड, अस्तर आणि वापरल्या जाणाऱ्या ॲक्सेसरीजच्या कार्यक्षमतेसाठी उपयुक्त असलेले शिवण, भरतकामाचे धागे इ. बटणाचे धागे ट्रिप बटणांच्या रंगासाठी योग्य असावेत; लेबल स्टिचिंग लाइन ट्रेडमार्कच्या पार्श्वभूमी रंगासाठी योग्य असाव्यात (सजावटीचे धागे वगळता)

बटणे, झिपर्स आणि इतर उपकरणे: बटणे (सजावटीच्या कपाती वगळता), झिपर्स आणि इतर उपकरणे वापरल्या जाव्यात जे वापरलेल्या फॅब्रिकसाठी योग्य असतील. बटणे, सजावटीची बटणे, झिपर्स आणि इतर ॲक्सेसरीजची पृष्ठभाग गुळगुळीत असावी, कोणतेही बुर, चिप्स, दोष नसावेत आणि प्रवेश करण्यायोग्य तीक्ष्ण बिंदू किंवा तीक्ष्ण कडा नसल्या पाहिजेत. जिपर चांगले जाळे आणि सहजतेने वाहू पाहिजे.
टीप:प्रवेशयोग्य तीक्ष्ण बिंदू आणि तीक्ष्ण कडातयार उत्पादनावरील तीक्ष्ण बिंदू आणि कडांचा संदर्भ घ्या जे सामान्य परिधान परिस्थितीत मानवी त्वचेला हानी पोहोचवू शकतात.
ताना आणि वेफ्ट दिशा

फोकस: वार्प आणि वेफ्ट दिशा
स्क्यू पदवी
समोरच्या शरीराची खालची धार उलटी केली जाऊ नये. फॅब्रिकच्या यार्न स्क्यू 3% पेक्षा जास्त नसावा.
फोकस: रंग फरक
रंग फरक पातळी
कॉलर, स्लीव्ह पृष्ठभाग आणि शरीरातील रंगाचा फरक पातळी 4 पेक्षा जास्त असावा आणि पृष्ठभागाच्या इतर भागांमधील रंगाचा फरक पातळी 4 पेक्षा कमी नसावा. अस्तरांच्या रंगातील फरक 3-4 पातळीपेक्षा कमी नसावा. .
जुळणारे पट्टे आणि चौरस
फोकस: फॅब्रिक पट्ट्या
प्लेड प्रकार
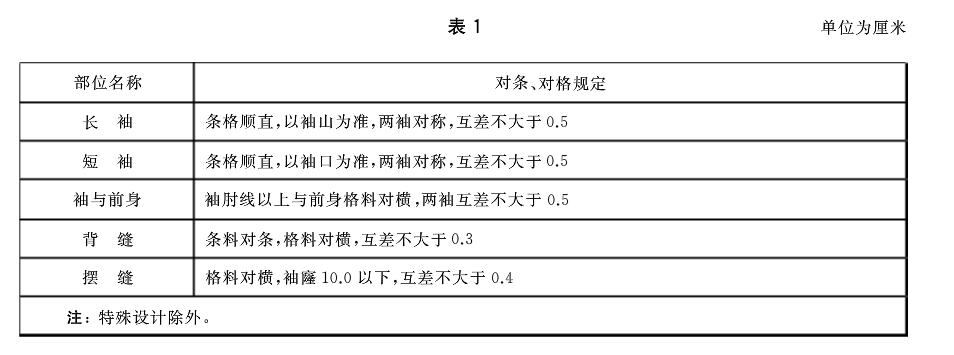
स्पष्ट पट्ट्या आणि ग्रिड आणि 1.0cm आणि त्याहून अधिक रुंदी असलेले फॅब्रिक्स तक्ता 1 मध्ये निर्दिष्ट केले पाहिजेत.
लोकर (मखमली) आणि यिन-यांग फॅब्रिक्ससाठी, संपूर्ण शरीर एकाच दिशेने असावे.
विशेष नमुन्यांसह फॅब्रिक्ससाठी, कृपया मुख्य चित्र पहा आणि संपूर्ण शरीर सुसंगत असावे.
देखावा दोष
फोकस: चेओंग्समचे स्वरूप
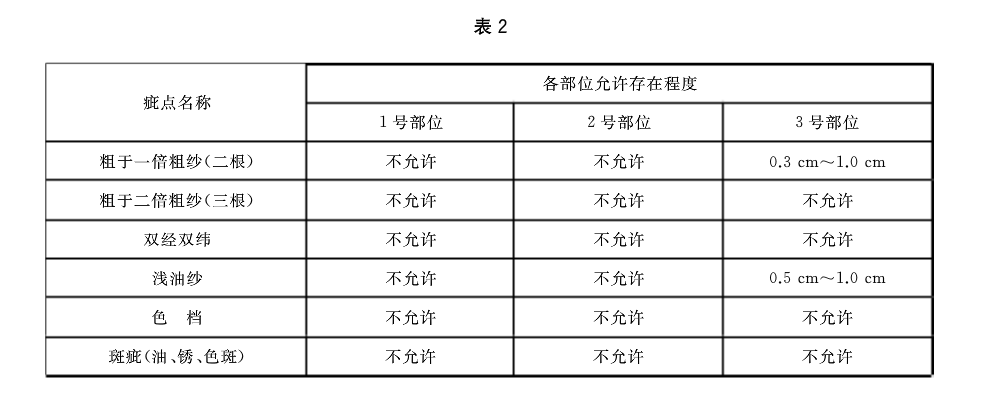
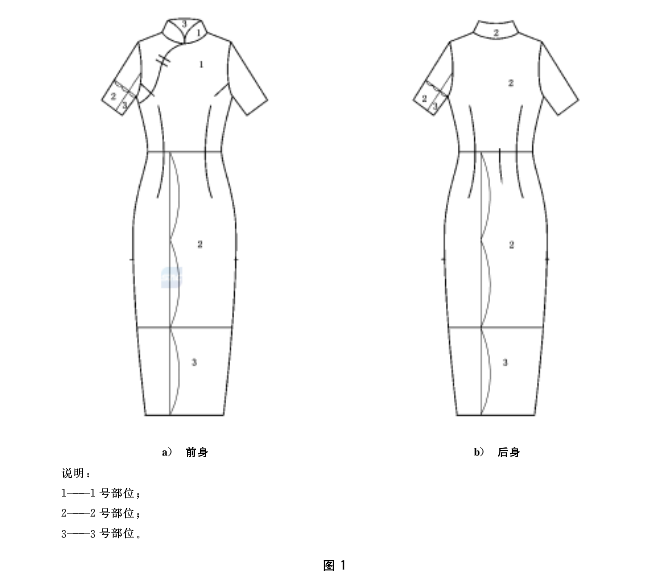
तयार उत्पादनाच्या प्रत्येक भागामध्ये दोषांची स्वीकार्य पातळी तक्ता 2 मध्ये निर्दिष्ट केली जावी. तयार उत्पादनाच्या प्रत्येक भागाची विभागणी आकृती 1 मध्ये दर्शविली आहे. प्रत्येक भागासाठी दोषांची फक्त एक अनुमत पातळी अनुमत आहे. तक्ता 2 मध्ये सूचीबद्ध नसलेले दोष त्यांच्या आकारानुसार तक्ता 2 मधील तत्सम दोष तरतुदींचा संदर्भ घेतात.
शिवणकाम
फोकस: शिवणकाम
कलाकुसर
स्टिचची घनता टेबल 3 मध्ये निर्दिष्ट केली पाहिजे, विशेष रचना वगळता.
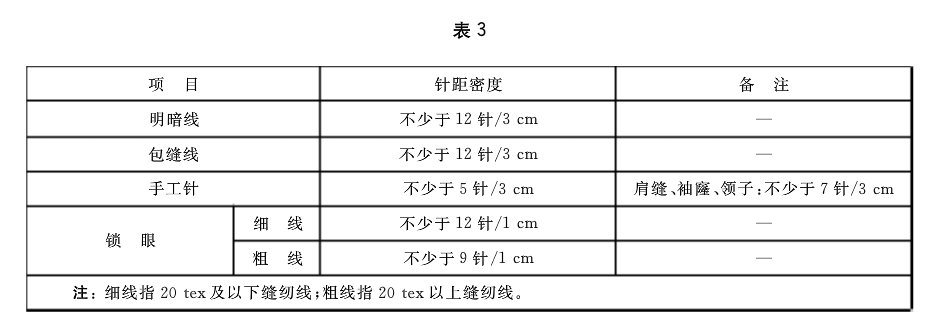
प्रत्येक भागाच्या शिवणाच्या ओळी सरळ, व्यवस्थित, सपाट आणि टणक असाव्यात;
तळाचा धागा घट्ट आणि घट्ट असावा आणि तेथे कोणतेही जंपर्स किंवा तुटलेले धागे नसावेत. लिफ्टिंग आणि लोअरिंग सुया येथे मागील शिलाई असावी;
कॉलर सपाट असावी, कॉलरमध्ये योग्य लवचिकता आणि मजबुतीकरण असेल;
आस्तीन गोलाकार आणि गुळगुळीत असले पाहिजेत, मुळात समोर ते मागे सुसंगत;
रोलिंग पट्ट्या आणि दाबण्याच्या पट्ट्या सपाट असाव्यात आणि रुंदी मुळात समान आणि गुळगुळीत असावी;
सर्व उघड्या सीम ओव्हरलॉक केल्या पाहिजेत किंवा कच्च्या कडा स्वच्छपणे दुमडल्या पाहिजेत;
वरच्या कॉलरवरील शिवण भत्ता 0.5cm पेक्षा कमी नसावा, पाईपिंगवरील शिवण भत्ता 0.3cm पेक्षा कमी नसावा आणि इतर भागांवर शिवण भत्ता 0.8cm पेक्षा कमी नसावा;
ट्रेडमार्क आणि टिकाऊ लेबलांची स्थिती योग्य आणि सपाट असावी;
प्रत्येक भागामध्ये शिवणकामाच्या 30 सें.मी.च्या आत सतत वगळलेले टाके नसावेत किंवा एकापेक्षा जास्त वगळलेले टाके नसावेत;
सजावट (भरतकाम, इनले इ.) टणक आणि सपाट असावी;
फ्लॉवर बटणांचे बटण लूप आणि बटण हेड अचूकपणे स्थित असले पाहिजेत; टणक आणि सपाट; व्यवस्थित आणि सुंदर;
दोन्ही बाजूंच्या स्लिट्स डावीकडून उजवीकडे सममितीय असाव्यात; स्लिट्स टणक असाव्यात, स्लिट्स सरळ असावेत, आणि रीगर्जिटेशन, आतील बाजूने वळण किंवा सुरकुत्या नसल्या पाहिजेत;
जिपरची लवचिकता सरळ आणि सुरकुत्या नसलेली असावी;
तयार उत्पादनामध्ये धातूच्या सुया किंवा धातूच्या तीक्ष्ण वस्तू नसाव्यात.
विनिर्देश आणि परिमाणांचे अनुमत विचलन

फोकस: तपशील आणि परिमाणे
परवानगीयोग्य विचलन
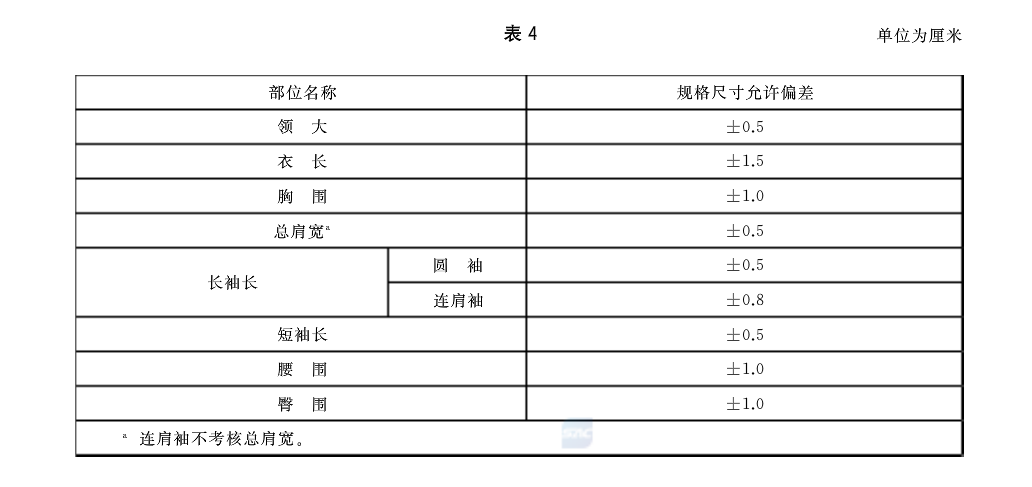
तयार उत्पादनाच्या मुख्य भागांच्या वैशिष्ट्यांमध्ये आणि परिमाणांमधील स्वीकार्य विचलन तक्ता 4 मध्ये नमूद केल्याप्रमाणे असतील.
इस्त्री करणे
फोकस: इस्त्री
सर्व भाग इस्त्री केलेले, नीटनेटके, पिवळसर, पाण्याचे डाग किंवा चमक न ठेवता;
ज्या भागात चिकट अस्तर वापरला जातो त्या ठिकाणी डिगमिंग, गोंद गळणे, सुरकुत्या किंवा फोड नसावेत. प्रत्येक भागाच्या पृष्ठभागावर गोंद नसावा.
भौतिक आणि रासायनिक गुणधर्म
फोकस: सुरक्षा
तपासा
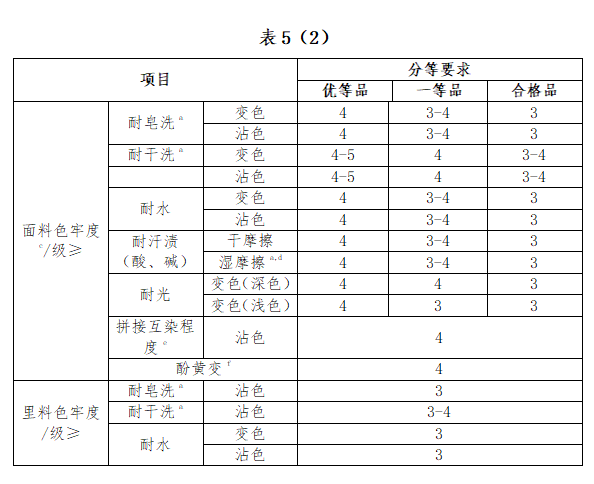
तयार उत्पादनाचे भौतिक आणि रासायनिक गुणधर्म तक्ता 5 मध्ये नमूद केल्याप्रमाणे असावेत.
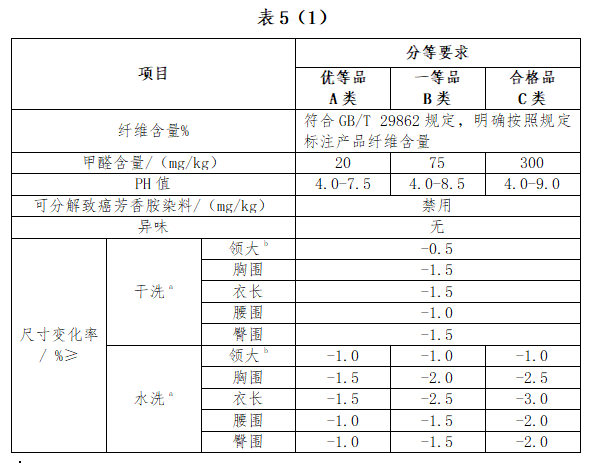
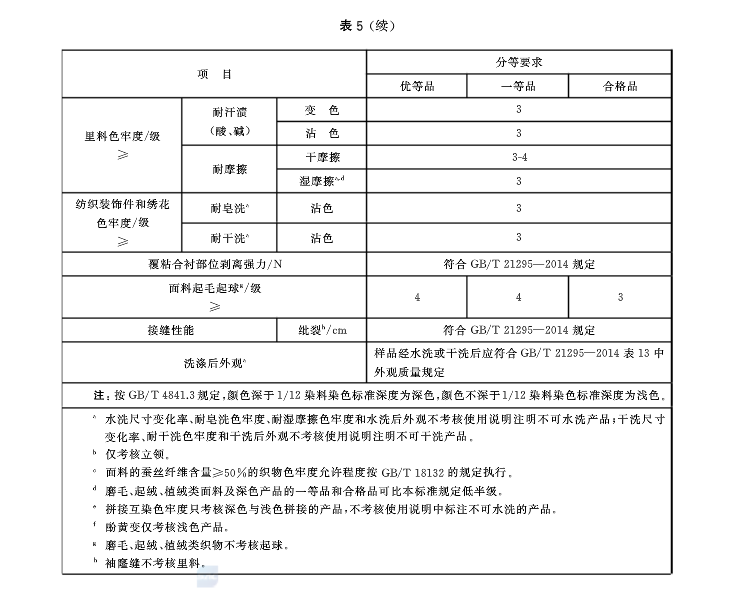
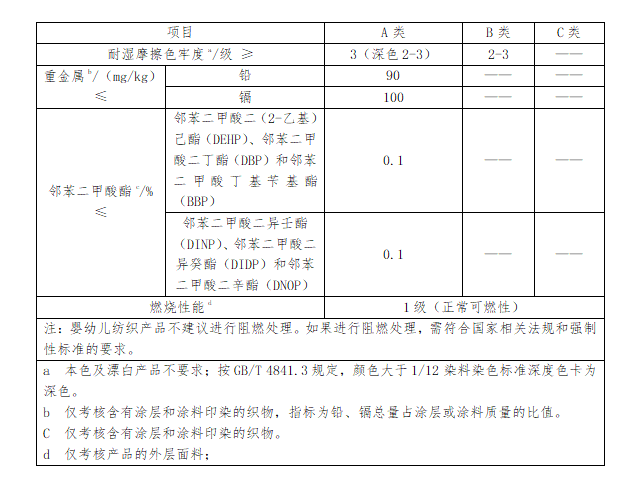
त्यापैकी, 3 ते 14 वर्षांपेक्षा जास्त वयोगटातील मुलांनी परिधान केलेल्या कपड्यांचे सुरक्षा कार्यप्रदर्शन देखील GB 31701 च्या नियमांचे पालन केले पाहिजे, खाली दर्शविल्याप्रमाणे:
चाचणी पद्धत
चेओंगसॅमच्या विविध गुणवत्तेच्या आवश्यकतांसाठी ते पात्र आहेत की नाही हे तपासण्यासाठी आणि निर्धारित करण्यासाठी संबंधित पद्धती आवश्यक आहेत. "GB/T 22703-2019 Cheongsam" मध्ये, cheongsam च्या तपासणी पद्धतींसाठी संबंधित नियम आणि स्पष्टीकरण देखील केले आहेत.
चीओन्ग्समची तपासणी करताना, ज्या साधनांचा वापर करणे आवश्यक आहे त्यात अटेप मापन (किंवा शासक), अराखाडी नमुना कार्डविकृतीचे मूल्यांकन करण्यासाठी (म्हणजे पाच-स्तरीय राखाडी नमुना कार्ड), 1/12 डाई डाईंग स्टँडर्ड डेप्थ कलर कार्ड इ. विशिष्ट तपासणी आयटम आणि पद्धती खालीलप्रमाणे आहेत:
समाप्त उत्पादन तपशील मापन
फोकस: मापन
तयार उत्पादनाचा आकार इ.
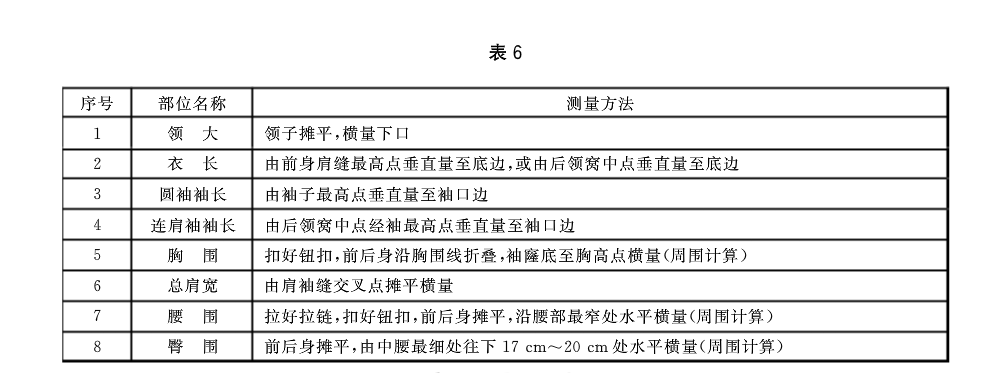
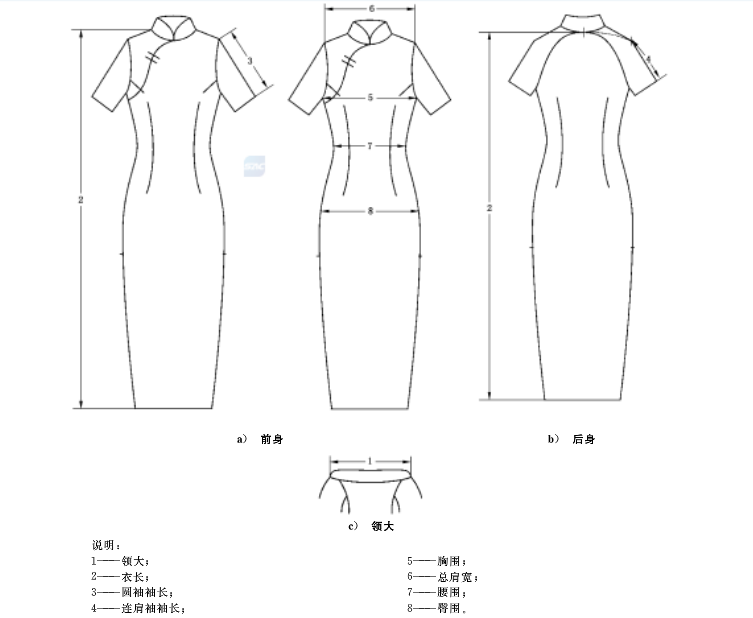
तयार उत्पादनाच्या मुख्य भागांचे वैशिष्ट्य आणि परिमाणांमधील स्वीकार्य विचलन तक्ता 4 मध्ये निर्दिष्ट केले आहेत, मोजमाप भाग आकृती 2 मध्ये दर्शविलेले आहेत आणि मापन पद्धती तक्ता 6 मध्ये निर्दिष्ट केल्या आहेत.
व्हिज्युअल तपासणी
फोकस: देखावा
देखावा दोष
देखावा तपासणी साधारणपणे 600lx पेक्षा कमी नसलेल्या प्रदीपनसह प्रकाश प्रदीपन वापरते. जेव्हा परिस्थिती परवानगी असेल तेव्हा उत्तरेकडील स्कायलाइट प्रदीपन देखील वापरले जाऊ शकते;
रंगाच्या फरकाच्या डिग्रीचे मूल्यांकन करताना, मूल्यांकन केलेल्या भागांची सूत दिशा सुसंगत असावी. घटना प्रकाश आणि फॅब्रिक पृष्ठभाग यांच्यातील कोन अंदाजे 45 अंश आहे. निरीक्षणाची दिशा फॅब्रिकच्या पृष्ठभागावर लंब असावी आणि दृश्य तपासणीसाठी अंतर 60cm असावे. GB/T 250 नमुना कार्डशी तुलना करा;
दोषांची स्वीकार्य डिग्री निर्धारित करताना, 60 सेमी अंतरावरून दृष्यदृष्ट्या तपासणी करा आणि शर्टच्या देखाव्यातील दोषांच्या मानक फोटोशी तुलना करा (GSB 16-2951-2012). आवश्यक असल्यास, मोजण्यासाठी स्टील टेप मापन किंवा शासक वापरा;
शिलाईची घनता तयार शिवणकामाच्या शिलाईवर (जाड आणि पातळ भाग वगळून) कोणत्याही 3cm वर मोजली जाते;
ताना आणि वेफ्ट यार्नचा तिरकसपणा मोजल्यानंतर, खालील सूत्रानुसार परिणामांची गणना करा;
S=d/W×100
एस——वार्प किंवा वेफ्ट यार्न स्क्यू डिग्री, %;
d——वार्प किंवा वेफ्ट यार्न आणि शासक यांच्यामधील कमाल अनुलंब अंतर, मिलिमीटरमध्ये;
W——मापन भागाची रुंदी, मिलीमीटरमध्ये.
चाचणी नियम
तयार चेओंग्सम उत्पादनांची तपासणी फॅक्टरी तपासणी आणि प्रकार तपासणीमध्ये विभागली गेली आहे. प्रकार तपासणीची वेळ वास्तविक उत्पादन परिस्थिती किंवा करार कराराच्या तरतुदींवर आधारित असते आणि सामान्यतः जेव्हा उत्पादन बदलले जाते, उत्पादन बंद झाल्यानंतर पुन्हा सुरू केले जाते किंवा कच्चा माल किंवा प्रक्रियांमध्ये मोठे बदल होतात तेव्हा केले जाते.
"GB/T 22703-2019 Cheongsam" असे नमूद करते की cheongsam तपासणी दरम्यान खालील नियमांचे पालन करणे आवश्यक आहे:
देखावा गुणवत्ता ग्रेड आणि दोष वर्गीकरण नियम
फोकस: देखावा
गुणवत्तेतील दोष
देखावा गुणवत्ता ग्रेड वर्गीकरण नियम: तयार उत्पादन गुणवत्ता ग्रेड वर्गीकरण दोष अस्तित्व आणि त्यांची तीव्रता आधारित आहे. सॅम्पलिंग नमुन्यातील वैयक्तिक उत्पादने दोषांच्या संख्येवर आणि त्यांच्या तीव्रतेवर आधारित आहेत आणि सॅम्पलिंग नमुन्यातील एकल उत्पादनातील दोषांच्या संख्येवर आधारित बॅच ग्रेडची श्रेणीबद्ध केली जाते.
देखावा दोषांचे वर्गीकरण: या मानकामध्ये निर्दिष्ट केलेल्या आवश्यकता पूर्ण न करणारे एकल उत्पादन दोष निर्माण करते. मानक आवश्यकता पूर्ण करण्यात उत्पादन अयशस्वी होण्याच्या प्रमाणात आणि उत्पादनाची कार्यक्षमता आणि देखावा यांच्यावर होणारा परिणाम यानुसार दोष तीन श्रेणींमध्ये विभागले गेले आहेत:
गंभीर दोष: दोष जे उत्पादनाची कार्यक्षमता गंभीरपणे कमी करतात आणि उत्पादनाच्या स्वरूपावर गंभीरपणे परिणाम करतात;
मुख्य दोष: दोष जे उत्पादनाची कार्यक्षमता कमी करत नाहीत किंवा उत्पादनाच्या स्वरूपावर गंभीरपणे परिणाम करत नाहीत, परंतु गंभीर दोष आहेत जे मानकांच्या आवश्यकता पूर्ण करत नाहीत;
किरकोळ दोष: दोष जे मानक आवश्यकता पूर्ण करत नाहीत परंतु उत्पादनाच्या कार्यक्षमतेवर आणि स्वरूपावर किरकोळ परिणाम करतात.
देखावा गुणवत्तेतील दोषांचे मूल्यांकन करण्यासाठी आधारः
तयार उत्पादनांच्या देखाव्याच्या गुणवत्तेचे दोष खालीलप्रमाणे निर्धारित केले जातात:
सहायक आणि उपकरणे
किरकोळ दोष - ॲक्सेसरीजचा रंग आणि टोन फॅब्रिकसाठी योग्य नाहीत;
मुख्य दोष - अस्तर आणि ॲक्सेसरीजची कार्यक्षमता फॅब्रिकसाठी योग्य नाही. जिपर गुळगुळीत नाही;
गंभीर दोष - बटणे आणि उपकरणे पडतात; धातूचे भाग गंजलेले आहेत; बटणे, सजावटीची बटणे आणि इतर ॲक्सेसरीजची पृष्ठभाग गुळगुळीत नाही, त्यात burrs, दोष, दोष आणि प्रवेशयोग्य तीक्ष्ण बिंदू आणि तीक्ष्ण कडा आहेत. खराब जिपर प्रतिबद्धता.
ताना आणि वेफ्ट दिशा
किरकोळ दोष - सूत दिशा विचलन या मानकामध्ये निर्दिष्ट केलेल्या 50% किंवा त्यापेक्षा कमी आहे; समोरच्या शरीराची खालची धार विकृत आहे;
गंभीर दोष - सूत दिशा तिरकस या मानकाच्या तरतुदींपेक्षा 50% पेक्षा जास्त आहे.
जुळणारे पट्टे आणि चौरस
किरकोळ दोष - रेषा आणि चौरसांची संख्या या मानकाच्या तरतुदींपेक्षा 50% किंवा त्यापेक्षा कमी आहे;
गंभीर दोष - 50% पेक्षा जास्त आयटम आणि चौरस या मानकाच्या आवश्यकतांपेक्षा जास्त आहेत;
गंभीर दोष - फॅब्रिक गुळगुळीत नाही आणि संपूर्ण शरीराची दिशा विसंगत आहे; विशेष नमुने दिशेने विसंगत आहेत.
रंग फरक
किरकोळ दोष - या मानकामध्ये निर्दिष्ट केलेल्या रंगापेक्षा अर्धा ग्रेड कमी आहे;
गंभीर दोष - या मानकामध्ये निर्दिष्ट केलेल्या रंगापेक्षा अर्ध्यापेक्षा जास्त ग्रेड कमी आहे.
दोष
किरकोळ दोष - क्रमांक 2 आणि क्रमांक 3 भाग या मानकाच्या आवश्यकतांपेक्षा जास्त आहेत; (तपशीलांसाठी वरील देखावा दोष विभाग पहा)
गंभीर दोष - भाग क्रमांक 1 या मानकाच्या आवश्यकतांपेक्षा जास्त आहे.
ट्रेडमार्क
किरकोळ दोष - ट्रेडमार्क आणि टिकाऊ लेबले सरळ, सपाट आणि स्पष्टपणे तिरपे नसतात;
विनिर्देश आणि परिमाणांचे अनुमत विचलन
किरकोळ दोष - विनिर्देश आणि परिमाणांचे स्वीकार्य विचलन या मानकाच्या तरतुदींपेक्षा 50% किंवा त्यापेक्षा कमी आहे;
मुख्य दोष - वैशिष्ट्य आणि परिमाणांचे स्वीकार्य विचलन या मानकाच्या तरतुदींपेक्षा 50% पेक्षा जास्त आहे;
गंभीर दोष - तपशील आणि परिमाणांचे स्वीकार्य विचलन या मानकाच्या तरतुदी 100% आणि आत ओलांडते.
टीप 1: वर कव्हर केलेले दोष दोष वर्गीकरण नियमांनुसार आणि योग्य तत्सम दोषांनुसार निर्धारित केले जाऊ शकतात.
टीप 2: कोणतेही गहाळ काम, गहाळ ऑर्डर किंवा चुकीची ऑर्डर गंभीर दोष आहेत. गहाळ भाग गंभीर दोष आहेत.
नमुना घेण्याचे नियम
फोकस: सॅम्पलिंग
प्रमाण
उत्पादनाच्या बॅचद्वारे सॅम्पलिंगचे प्रमाण:
——500 तुकड्या किंवा त्यापेक्षा कमी यादृच्छिक तपासणीसाठी 10 तुकडे;
——500 तुकडे ते 1,000 तुकडे (1,000 तुकड्यांसह), 20 तुकड्यांची यादृच्छिकपणे तपासणी केली जाईल;
——1,000 पेक्षा जास्त तुकड्यांसाठी 30 तुकड्यांची यादृच्छिकपणे तपासणी केली जाईल.
भौतिक आणि रासायनिक कार्यक्षमतेची तपासणी नमुने चाचणी गरजांवर आधारित असतात, साधारणपणे 4 तुकड्यांपेक्षा कमी नसतात.
टीप 1: वरील नमुना मानके "GB/T 22703-2019 Cheongsam" नुसार आहेत, जे सामान्यतः तपासणी कार्यात वापरल्या जाणाऱ्या AQL सॅम्पलिंग मानकांपेक्षा वेगळे आहेत. विशिष्ट कामात, ऑर्डरच्या आवश्यकतांनुसार ते कार्यान्वित केले जाऊ शकते.
निर्णयाचे नियम
फोकस: निर्णयाचे नियम
न्याय कसा करायचा
एकल तुकड्याचा देखावा निर्णय (नमुना)
उत्कृष्ट उत्पादन: गंभीर दोषांची संख्या = 0, प्रमुख दोषांची संख्या = 0, किरकोळ दोषांची संख्या ≤ 3
प्रथम श्रेणीचे उत्पादन: गंभीर दोषांची संख्या = 0, प्रमुख दोषांची संख्या = 0, किरकोळ दोषांची संख्या ≤ 5, किंवा गंभीर दोषांची संख्या = 0, प्रमुख दोषांची संख्या ≤ 1, किरकोळ दोषांची संख्या ≤ 3
पात्र उत्पादन: गंभीर दोषांची संख्या = 0, प्रमुख दोषांची संख्या = 0, किरकोळ दोषांची संख्या ≤ 8, किंवा गंभीर दोषांची संख्या = 0, प्रमुख दोषांची संख्या ≤ 1, किरकोळ दोषांची संख्या ≤ 4
बॅच ग्रेड निर्धारण
उत्कृष्ट उत्पादन बॅच: देखावा तपासणी नमुन्यांमध्ये उत्कृष्ट उत्पादनांची संख्या ≥90% आहे, प्रथम श्रेणी उत्पादनांची संख्या आणि पात्र उत्पादनांची संख्या ≤10% आहे आणि कोणतीही अयोग्य उत्पादने समाविष्ट केलेली नाहीत. सर्व भौतिक आणि रासायनिक कामगिरी चाचण्या उच्च-गुणवत्तेच्या उत्पादनांच्या आवश्यकता पूर्ण करतात.
प्रथम श्रेणी उत्पादन बॅच: देखावा तपासणी नमुन्यातील प्रथम श्रेणी आणि त्यावरील उत्पादनांची संख्या ≥90% आहे, पात्र उत्पादनांची संख्या ≤10% आहे आणि कोणतीही अयोग्य उत्पादने समाविष्ट केलेली नाहीत. सर्व भौतिक आणि रासायनिक कार्यप्रदर्शन चाचण्या प्रथम-श्रेणी उत्पादन निर्देशांक आवश्यकतांपर्यंत पोहोचल्या आहेत.
पात्र उत्पादन बॅच: देखावा तपासणी नमुन्यात पात्र उत्पादनांची संख्या आणि त्याहून अधिक ≥90% आहे, आणि अपात्र उत्पादनांची संख्या ≤10% आहे, परंतु गंभीर दोष असलेल्या अपात्र उत्पादनांचा समावेश नाही. सर्व भौतिक आणि रासायनिक कामगिरी चाचण्या पात्र उत्पादन निर्देशकांच्या आवश्यकता पूर्ण करतात.
टीप: जेव्हा देखावा शिवण गुणवत्तेचा निर्णय भौतिक आणि रासायनिक कामगिरीच्या निर्णयाशी विसंगत असेल, तेव्हा तो कमी दर्जाचा म्हणून ठरवला जाईल.
यादृच्छिक तपासणीमधील प्रत्येक बॅचचा निर्णय क्रमांक 6.4.2 मधील संबंधित ग्रेड आवश्यकता पूर्ण करतो तेव्हा, उत्पादनांची बॅच पात्र असल्याचे मानले जाते; अन्यथा, ते अपात्र ठरवले जाते.
पुन्हा तपासणीचे नियम
यादृच्छिक तपासणीमधील प्रत्येक बॅचचा निर्णय क्रमांक या मानकांच्या आवश्यकता पूर्ण करत नसल्यास किंवा वितरण पक्षांना तपासणीच्या निकालांवर आक्षेप असल्यास, दुसरी यादृच्छिक तपासणी केली जाऊ शकते. यावेळी, यादृच्छिक तपासणीचे प्रमाण दुप्पट केले पाहिजे. पुनर्परीक्षणाचा निकाल हा अंतिम निर्णयाचा निकाल असेल.
मार्किंग, पॅकेजिंग, वाहतूक आणि स्टोरेज
गुणवत्तेची आवश्यकता, तपासणी पद्धती आणि चीओंगसॅमसाठी तपासणी नियमांव्यतिरिक्त, दर्जेदार कामगारांना उत्पादन चिन्हांकित करणे, पॅकेजिंग, वाहतूक आणि संचयन यावर देखील लक्ष देणे आवश्यक आहे.
"GB/T 22703-2019 Cheongsam" असे नमूद करते की मार्किंग, पॅकेजिंग, वाहतूक आणि स्टोरेज FZ/T 80002 नुसार लागू केले जावे. खालीलप्रमाणे तपशील:
लोगो
फोकस: लोगो
नियमांवर स्वाक्षरी करा
वाहतूक पॅकेजिंगमध्ये उत्पादन क्रमांक, उत्पादनाचे नाव, मॉडेल किंवा तपशील, प्रमाण, कंपनीचे नाव आणि पत्ता इत्यादी सूचित केले पाहिजे. पॅकेजिंग चिन्हे स्पष्ट आणि लक्षवेधी असावीत.
पॅकेज
फोकस: पॅकेजिंग
पॅकेजिंग साहित्य इ.
पॅकेजिंग साहित्य स्वच्छ आणि कोरडे असावे आणि नैसर्गिक वातावरणाला प्रदूषण न करणाऱ्या किंवा पुनर्वापर करता येण्याजोगे साहित्य निवडले पाहिजे. पॅकेजिंग मटेरियलमधील हेवी मेटल सामग्रीने GB/T 16716.1 च्या नियमांचे पालन केले पाहिजे;
लहान मुलांचे कपडे आणि कपड्यांचे उत्पादन पॅकेजिंग जे त्वचेशी थेट संपर्क साधते, नॉन-मेटलिक उत्पादने वापरावीत (बाह्य पॅकेजिंग बॉक्स वगळता);
कागदी पॅकेजेस योग्यरित्या दुमडल्या पाहिजेत आणि घट्टपणे पॅक केल्या पाहिजेत;
प्लॅस्टिक पिशवी पॅकेजिंग आवश्यकता: प्लॅस्टिक पिशवीची वैशिष्ट्ये उत्पादनासाठी योग्य असावीत आणि सील पक्का असावा. उत्पादने सपाट आणि योग्य घट्टपणासह प्लास्टिकच्या पिशव्यामध्ये ठेवावीत. छापील मजकूर आणि नमुने असलेल्या प्लास्टिकच्या पिशव्या वापरा. मजकूर आणि नमुने प्लास्टिकच्या पिशवीच्या बाहेर मुद्रित केले पाहिजेत आणि रंगद्रव्ये उत्पादनास दूषित करू नयेत. हँगर्ससह पॅकेज केलेली उत्पादने सरळ आणि सपाट असावीत;
कार्टन पॅकेजिंग: कार्टनचा आकार उत्पादनासाठी योग्य असावा आणि उत्पादन योग्य घट्टपणासह बॉक्समध्ये पॅक केले पाहिजे. हँगर्ससह पॅकेज केलेली उत्पादने सरळ आणि सपाट असावीत.
वाहतूक
फोकस: वाहतूक
वाहतूक सुरक्षा
उत्पादन पॅकेजेसची वाहतूक करताना, त्यांना आर्द्रता, नुकसान आणि दूषिततेपासून संरक्षित केले पाहिजे.
स्टोरेज
फोकस: स्टोरेज
स्टोरेज परिस्थिती
उत्पादनाचा साठा ओलावा-पुरावा असावा आणि लोकरीची उत्पादने मॉथ-प्रूफ असावीत. उत्पादन पॅकेजेस वेअरहाऊसमध्ये स्टॅक केले पाहिजेत, जे कोरडे, हवेशीर आणि स्वच्छ असावेत.
पोस्ट वेळ: नोव्हेंबर-24-2023