




कापडासाठी सामान्य तपासणी पद्धत "चार-पॉइंट स्कोअरिंग पद्धत" आहे. या "चार-पॉइंट स्केल" मध्ये, कोणत्याही एका दोषासाठी कमाल स्कोअर चार आहे. कापडात कितीही दोष असले तरी, दोष गुण प्रति रेखीय यार्ड चार गुणांपेक्षा जास्त नसावा.
विणलेल्या विणलेल्या कपड्यांसाठी चार-बिंदू स्केल वापरला जाऊ शकतो, दोषाचा आकार आणि तीव्रता यावर अवलंबून 1-4 गुण वजा केले जातात.
कापड कापडांची व्यावसायिक तपासणी करण्यासाठी चार-बिंदू प्रणाली कशी वापरावी?
स्कोअरिंगचे मानक
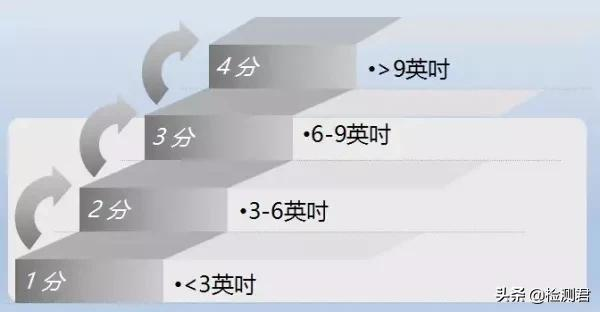
1. वार्प, वेफ्ट आणि इतर दिशांमधील दोषांचे मूल्यांकन खालील निकषांनुसार केले जाईल:
एक मुद्दा: दोष लांबी 3 इंच किंवा कमी आहे
दोन गुण: दोष लांबी 3 इंच पेक्षा जास्त आणि 6 इंच पेक्षा कमी आहे
तीन गुण: दोषाची लांबी 6 इंचांपेक्षा जास्त आणि 9 इंचांपेक्षा कमी आहे
चार गुण: दोष लांबी 9 इंच पेक्षा जास्त आहे
2. दोषांचे गुणांकन तत्त्व:
A. एकाच आवारातील सर्व ताना आणि वेफ्ट दोषांसाठी वजावट 4 गुणांपेक्षा जास्त नसावी.
B. गंभीर दोषांसाठी, दोषांच्या प्रत्येक यार्डला चार गुण म्हणून रेट केले जाईल. उदाहरणार्थ: व्यासाची पर्वा न करता सर्व छिद्रे, छिद्रांना चार गुण रेट केले जातील.
C. सततच्या दोषांसाठी, जसे की: पायऱ्या, काठावरुन रंगाचा फरक, अरुंद सील किंवा अनियमित कापडाची रुंदी, क्रीज, असमान रंग इ. दोषांच्या प्रत्येक यार्डला चार गुण रेट केले पाहिजेत.
D. सेल्व्हेजच्या 1″ आत कोणतेही गुण वजा केले जाणार नाहीत
E. ताना किंवा वेफ्ट काहीही असो, दोष कोणताही असला तरी, तत्त्व दृश्यमान असणे आवश्यक आहे आणि दोष गुणानुसार योग्य गुण वजा केला जाईल.
F. विशेष नियमांशिवाय (जसे की चिकट टेपसह कोटिंग), सहसा फक्त राखाडी फॅब्रिकच्या पुढील बाजूची तपासणी करणे आवश्यक आहे.
2. तपासणी
1. नमुना प्रक्रिया:
1) AATCC तपासणी आणि नमुना मानके:
A. नमुन्यांची संख्या: एकूण यार्डांच्या वर्गमूळाचा आठ ने गुणा.
B. सॅम्पलिंग बॉक्सची संख्या: बॉक्सच्या एकूण संख्येचे वर्गमूळ.
२) सॅम्पलिंग आवश्यकता:
तपासल्या जाणाऱ्या पेपरची निवड पूर्णपणे यादृच्छिक आहे.
एका बॅचमधील किमान 80% रोल पॅक केल्यावर कापड गिरण्यांनी निरीक्षकांना पॅकिंग स्लिप दाखवणे आवश्यक आहे. निरीक्षक तपासण्यासाठी कागदपत्रांची निवड करतील.
एकदा इन्स्पेक्टरने तपासणीसाठी रोल्स निवडल्यानंतर, तपासणी करायच्या रोलच्या संख्येत किंवा तपासणीसाठी निवडलेल्या रोलच्या संख्येत कोणतेही समायोजन केले जाऊ शकत नाही. तपासणी दरम्यान, रेकॉर्ड आणि रंग तपासण्याशिवाय कोणत्याही रोलमधून फॅब्रिकचे कोणतेही यार्डेज घेतले जाणार नाही.
तपासणी केलेल्या कापडाच्या सर्व रोलची प्रतवारी केली जाते आणि दोष गुणांचे मूल्यांकन केले जाते.
2. चाचणी गुण
1) गुणांची गणना
तत्वतः, कापडाच्या प्रत्येक रोलची तपासणी केल्यानंतर, गुण जोडले जाऊ शकतात. त्यानंतर, स्वीकृती पातळीनुसार ग्रेडचे मूल्यांकन केले जाते, परंतु वेगवेगळ्या कापडाच्या सीलमध्ये भिन्न स्वीकृती स्तर असणे आवश्यक आहे, जर खालील सूत्राचा वापर प्रत्येक 100 स्क्वेअर यार्ड कापडाच्या रोलच्या गुणांची गणना करण्यासाठी केला गेला असेल, तर ते फक्त येथे मोजले जाणे आवश्यक आहे. 100 चौरस यार्ड खाली दिलेल्या स्कोअरनुसार, तुम्ही वेगवेगळ्या कापडाच्या सीलसाठी ग्रेड मूल्यांकन करू शकता.
A = (एकूण गुण x 3600) / (यार्ड तपासले x कट करण्यायोग्य फॅब्रिक रुंदी) = गुण प्रति 100 चौरस यार्ड
२) कापडाच्या विविध प्रजातींची स्वीकृती पातळी
कापडाचे विविध प्रकार पुढील चार प्रकारात विभागले आहेत
| प्रकार | कापडाचा प्रकार | सिंगल व्हॉल्यूम स्कोअरिंग | संपूर्ण टीका |
| विणलेले फॅब्रिक | |||
| सर्व मानवनिर्मित कापड, पॉलिस्टर/नायलॉन/एसीटेट उत्पादने | शर्टिंग, मानवनिर्मित फॅब्रिक्स, खराब झालेले लोकर | 20 | 16 |
| डेनिम कॅनव्हास | पॉपलिन/ऑक्सफर्ड स्ट्रीप केलेले किंवा गिंगहॅम शर्टिंग, कातलेले मानवनिर्मित कापड, लोकरीचे कापड, स्ट्रीप केलेले किंवा चेक केलेले फॅब्रिक्स/रंगलेले इंडिगो धागे, सर्व विशेष फॅब्रिक्स, जॅकवर्ड्स/डॉबी कॉरडरॉय/वेल्वेट/स्ट्रेच डेनिम/कृत्रिम फॅब्रिक्स/मिश्रण | 28 | 20 |
| लिनेन, मलमल | लिनेन, मलमल | 40 | 32 |
| डोपिओनी रेशीम/हलका रेशीम | डोपिओनी रेशीम/हलका रेशीम | 50 | 40 |
| विणलेले फॅब्रिक | |||
| सर्व मानवनिर्मित कापड, पॉलिस्टर/नायलॉन/एसीटेट उत्पादने | रेयॉन, खराब झालेले लोकर, मिश्रित रेशीम | 20 | 16 |
| सर्व व्यावसायिक कापड | जॅकवर्ड / डॉबी कॉरडरॉय, स्पन रेयॉन, लोकरीचे कापड, रंगवलेले इंडिगो धागे, मखमली / स्पॅन्डेक्स | 25 | 20 |
| मूलभूत विणलेले फॅब्रिक | कॉम्बेड कापूस/मिश्रित कापूस | 30 | 25 |
| मूलभूत विणलेले फॅब्रिक | कार्डेड सुती कापड | 40 | 32 |
निर्दिष्ट स्कोअरपेक्षा जास्त कापडाचा एक रोल द्वितीय श्रेणी म्हणून वर्गीकृत केला जाईल.
जर संपूर्ण लॉटसाठी सरासरी स्कोअर निर्दिष्ट स्कोअर पातळीपेक्षा जास्त असेल, तर लॉट तपासणी अयशस्वी झाल्याचे मानले जाईल.
3. तपासणी स्कोअर: कापड ग्रेडचे मूल्यांकन करण्यासाठी इतर बाबी
वारंवार दोष:
1), कोणतेही पुनरावृत्ती किंवा आवर्ती दोष वारंवार दोष निर्माण करतील. वारंवार दोष आढळल्यास कापडाच्या प्रत्येक यार्डसाठी चार गुण दिले जाणे आवश्यक आहे.
२) दोष गुण कितीही असला तरी, दहा यार्डांपेक्षा जास्त कापडाचा कोणताही रोल ज्यामध्ये वारंवार दोष आढळतात तो अयोग्य समजला जावा.

कापड कापडांची व्यावसायिक तपासणी करण्यासाठी चार-बिंदू प्रणाली कशी वापरावी
पूर्ण रुंदी दोष:
3) प्रत्येक 100y2 मध्ये चार पूर्ण-रुंदीचे दोष असलेले रोल्स प्रथम श्रेणी उत्पादन म्हणून रेट केले जाणार नाहीत.
4) 100y मध्ये कितीही दोष असले तरीही, सरासरी 10 रेखीय यार्डमध्ये एकापेक्षा जास्त मोठे दोष असलेले रोल अपात्र मानले जातील.
5) कापडाच्या डोक्याच्या किंवा कापडाच्या शेपटीच्या 3 वर्षाच्या आत मोठा दोष असलेले रोल्स अपात्र म्हणून रेट केले जावेत. प्रमुख दोष तीन किंवा चार गुण मानले जातील.
6) कापडाच्या एका शेंड्यावर उघडपणे सैल किंवा घट्ट धागे असल्यास किंवा कापडाच्या मुख्य भागावर रिपल्स, सुरकुत्या, क्रिझ किंवा क्रिझ असल्यास, या परिस्थितींमुळे कापड नेहमीच्या पद्धतीने उघडल्यावर कापड असमान होते. . अशा खंडांना प्रथम श्रेणी म्हणून वर्गीकृत केले जाऊ शकत नाही.
7) कापडाच्या रोलची तपासणी करताना, त्याची रुंदी सुरवातीला, मध्यभागी आणि शेवटी तीन वेळा तपासा. जर कापडाच्या रोलची रुंदी निर्दिष्ट किमान रुंदीच्या जवळ असेल किंवा कापडाची रुंदी एकसारखी नसेल, तर रोलच्या रुंदीसाठी तपासणीची संख्या वाढवावी.
8) रोलची रुंदी निर्दिष्ट किमान खरेदी रुंदीपेक्षा कमी असल्यास, रोल अपात्र मानला जाईल.
9) विणलेल्या कापडांसाठी, जर रुंदी निर्दिष्ट खरेदीच्या रुंदीपेक्षा 1 इंच जास्त असेल, तर रोल अपात्र मानला जाईल. तथापि, लवचिक विणलेल्या फॅब्रिकसाठी, जरी ते निर्दिष्ट रुंदीपेक्षा 2 इंच रुंद असले तरीही ते पात्र होऊ शकते. विणलेल्या कापडांसाठी, रुंदी निर्दिष्ट खरेदीच्या रुंदीपेक्षा 2 इंच जास्त असल्यास, रोल नाकारला जाईल. तथापि, फ्रेम विणलेल्या फॅब्रिकसाठी, जरी ते निर्दिष्ट रुंदीपेक्षा 3 इंच जास्त रुंद असले तरीही ते स्वीकार्य मानले जाऊ शकते.
10) कापडाची एकंदर रुंदी एका टोकाला असलेल्या बाह्य सेल्व्हेजपासून दुसऱ्या टोकाला असलेल्या बाह्य सेल्व्हेजपर्यंतचे अंतर दर्शवते.
कापता येण्याजोग्या फॅब्रिकची रुंदी म्हणजे सेल्व्हेज आणि/किंवा स्टिचर पिनहोल्स, अनप्रिंट केलेले, अनकोटेड किंवा फॅब्रिक बॉडीच्या पृष्ठभागाच्या इतर भागांशिवाय मोजलेली रुंदी.
रंग फरक मूल्यांकन:
11) रोल आणि रोल, बॅच आणि बॅचेसमधील रंगाचा फरक AATCC ग्रे स्केलमधील चार स्तरांपेक्षा कमी नसावा.
12) कापड तपासणी प्रक्रियेदरम्यान, प्रत्येक रोलमधून 6-10 इंच रुंद रंगातील फरक कापड बोर्ड घ्या, निरीक्षक या कापडाच्या कातड्यांचा वापर समान रोलमधील रंग फरक किंवा भिन्न रोलमधील रंग फरक तुलना करण्यासाठी करेल.
13) समान रोलमधील काठ-ते-एज, एज-टू-मिडल किंवा कापड हेड-टू-क्लॉथ टेलमधील रंगाचा फरक AATCC ग्रे स्केलमधील चौथ्या स्तरापेक्षा कमी नसावा. तपासणी केलेल्या रोल्ससाठी, अशा रंग-भेद दोष असलेल्या फॅब्रिकच्या प्रत्येक यार्डला प्रति यार्ड चार पॉइंट रेट केले जाईल.
14) तपासले जाणारे फॅब्रिक आगाऊ प्रदान केलेल्या मंजूर नमुन्यांशी सुसंगत नसल्यास, त्याचा रंग फरक ग्रे स्केल टेबलमधील 4-5 पातळीपेक्षा कमी असणे आवश्यक आहे, अन्यथा मालाची ही बॅच अपात्र मानली जाईल.
रोल लांबी:
15) एका रोलची खरी लांबी लेबलवर दर्शविलेल्या लांबीपेक्षा 2% पेक्षा जास्त विचलित झाल्यास, रोल अपात्र मानला जाईल. रोल लांबीच्या विचलनासह रोलसाठी, त्यांच्या दोष गुणांचे यापुढे मूल्यमापन केले जात नाही, परंतु तपासणी अहवालावर सूचित केले जाणे आवश्यक आहे.
16) सर्व यादृच्छिक नमुन्यांच्या लांबीची बेरीज लेबलवर दर्शविलेल्या लांबीपेक्षा 1% किंवा त्याहून अधिक विचलित झाल्यास, मालाची संपूर्ण बॅच अपात्र मानली जाईल.
सामील होणारा भाग:
17) विणलेल्या कपड्यांसाठी, फॅब्रिकचा संपूर्ण रोल अनेक भागांद्वारे जोडला जाऊ शकतो, अन्यथा खरेदी करारामध्ये नमूद केल्याशिवाय, फॅब्रिकच्या रोलमध्ये 40y पेक्षा कमी लांबीचा संयुक्त भाग असल्यास, रोल निश्चित केला जाईल. अपात्र आहे.
विणलेल्या कापडांसाठी, खरेदी करारामध्ये अन्यथा निर्दिष्ट केल्याशिवाय, संपूर्ण रोल जोडलेले अनेक भाग बनवलेले असू शकतात, जर रोलमध्ये 30 पौंडांपेक्षा कमी वजनाचा जोडलेला भाग असेल, तर रोल अपात्र म्हणून वर्गीकृत केला जाईल.
वेफ्ट तिरकस आणि धनुष्य वेफ्ट:
18) विणलेल्या आणि विणलेल्या कापडांसाठी, सर्व मुद्रित कापड किंवा 2% पेक्षा जास्त धनुष्य विणलेले आणि कर्णरेषेचे पट असलेले स्ट्रीप फॅब्रिक्स; आणि 3% पेक्षा जास्त स्क्यू असलेले सर्व दुष्ट फॅब्रिक्स प्रथम श्रेणी म्हणून वर्गीकृत केले जाऊ शकत नाहीत.
वेफ्टच्या दिशेने कापड कापून टाका आणि शक्य तितक्या वेफ्टच्या वाकण्याच्या दिशेने चिकटण्याचा प्रयत्न करा;
वेफ्ट यार्न एक एक करून काढा;
पूर्ण वेफ्ट काढेपर्यंत;

कापड कापडांची व्यावसायिक तपासणी करण्यासाठी चार-बिंदू प्रणाली कशी वापरावी

तानाच्या बाजूने अर्धा दुमडून, कडा फ्लश करा आणि सर्वोच्च बिंदू आणि सर्वात खालच्या बिंदूमधील अंतर मोजा
कापड कापडांची व्यावसायिक तपासणी करण्यासाठी चार-बिंदू प्रणाली कशी वापरावी
19) विणलेल्या कपड्यांसाठी, 2% पेक्षा जास्त स्क्यू असलेले सर्व मुद्रित आणि स्ट्रीप फॅब्रिक्स आणि 3% पेक्षा जास्त स्क्यू असलेले सर्व विक फॅब्रिक्स प्रथम श्रेणी म्हणून वर्गीकृत केले जाऊ शकत नाहीत.
विणलेल्या कापडांसाठी, सर्व विक फॅब्रिक्स आणि 5% पेक्षा जास्त स्क्यू असलेले मुद्रित कापड प्रथम श्रेणी उत्पादन म्हणून वर्गीकृत केले जाऊ शकत नाहीत.
कापडाचा वास:
21) गंध उत्सर्जित करणारे सर्व रोल तपासणीत उत्तीर्ण होणार नाहीत.
छिद्र:
22), ज्या दोषांमुळे कापडाचे नुकसान होते, त्या नुकसानाचा आकार कितीही असो, त्याला 4 गुण असे रेट केले पाहिजे. छिद्रामध्ये दोन किंवा अधिक तुटलेल्या धाग्यांचा समावेश असावा.
अनुभव:
23) संदर्भ नमुन्याशी तुलना करून कापडाची भावना तपासा. लक्षणीय विसंगती आढळल्यास, रोलला 4 प्रति यार्ड गुणांसह द्वितीय श्रेणी म्हणून रेट केले जाईल. जर सर्व रोल्सची भावना संदर्भ नमुन्याच्या पातळीपर्यंत पोहोचली नाही, तर तपासणी निलंबित केली जाईल आणि स्कोअरचे तात्पुरते मूल्यांकन केले जाणार नाही.
घनता:
24) पूर्ण तपासणीमध्ये, किमान दोन तपासण्यांना परवानगी आहे, आणि ±5% अनुमत आहे, अन्यथा ते अपात्र मानले जाईल (जरी ते 4-पॉइंट सिस्टमला लागू होत नसले तरी ते रेकॉर्ड केले जाणे आवश्यक आहे).
ग्रॅम वजन:
25) पूर्ण तपासणी प्रक्रियेदरम्यान, किमान दोन तपासणी (तापमान आणि आर्द्रता आवश्यकतांसह) परवानगी आहे, आणि ±5% परवानगी आहे, अन्यथा ते निकृष्ट उत्पादन म्हणून मानले जाईल (जरी ते चार-बिंदू प्रणालीला लागू होत नाही. , ते रेकॉर्ड करणे आवश्यक आहे).
रील, पॅकिंग आवश्यकता:
1) कोणतीही विशेष आवश्यकता नाही, सुमारे 100 यार्ड लांबी आणि वजन 150 पौंडांपेक्षा जास्त नाही.
2) कोणतीही विशेष आवश्यकता नाही, ते रीलील केले जावे, आणि कागदी रील वाहतुकीदरम्यान खराब होऊ नये.
3) पेपर ट्यूबचा व्यास 1.5″-2.0″ आहे.
4) रोल कापडाच्या दोन्ही टोकांना, उघडलेला भाग 1” पेक्षा जास्त नसावा.
5) कापड गुंडाळण्याआधी, 4″ च्या खाली चिकट टेपने डाव्या, मध्य आणि उजव्या ठिकाणी तो निश्चित करा.
6) रोल केल्यानंतर, रोल सैल होण्यापासून रोखण्यासाठी, 4 ठिकाणी निश्चित करण्यासाठी 12″ टेप लावा.

पोस्ट वेळ: जुलै-31-2022