




राष्ट्रीय अनिवार्य मानके आणि IEC आहेततांत्रिक आवश्यकताघरगुती आणि तत्सम हेतूंसाठी प्लग आणि सॉकेट्सचे चिन्हांकन, अँटी-शॉक संरक्षण, संरचना, विद्युत कार्यप्रदर्शन, यांत्रिक कार्यप्रदर्शन इ. प्लग आणि सॉकेटसाठी तपासणी मानके आणि पद्धती खालीलप्रमाणे आहेत.

1. देखावा तपासणी
2. आयामी तपासणी
3. इलेक्ट्रिक शॉकपासून संरक्षण
4. ग्राउंडिंग उपाय
5. टर्मिनल आणि शीर्षलेख
6. सॉकेटची रचना
7. वृद्धत्व-प्रतिरोधक आणि ओलावा-पुरावा
8. इन्सुलेशन प्रतिरोध आणि विद्युत शक्ती
9. तापमानात वाढ
10. ब्रेकिंग क्षमता
11. सामान्य ऑपरेशन (जीवन चाचणी)
12. पुल-आउट फोर्स
13. यांत्रिक शक्ती
14. उष्णता प्रतिरोधक चाचणी
15. स्क्रू, वर्तमान-वाहक भाग आणि त्यांचे कनेक्शन
16. क्रीपेज अंतर, विद्युत मंजुरी, प्रवेश इन्सुलेशन सीलिंग अंतर
17. इन्सुलेट सामग्रीचा असामान्य उष्णता प्रतिरोध आणि ज्योत प्रतिरोध
18. विरोधी गंज कामगिरी
1. देखावा तपासणी
1.1 उत्पादनाच्या मुख्य घटकांमध्ये खालील गुण असावेत:
-रेटेड वर्तमान (amps)
-रेटेड व्होल्टेज (व्होल्ट)
- वीज पुरवठा चिन्ह;
-निर्माता किंवा विक्रेत्याचे नाव, ट्रेडमार्क किंवा ओळख चिन्ह;
-उत्पादन क्रमांक
- प्रमाणन चिन्ह
1.2 उत्पादनावर योग्य चिन्हे वापरली पाहिजेत:
1.3 निश्चित सॉकेट्ससाठी, मुख्य घटकांवर खालील खुणा केल्या पाहिजेत:
-रेटेड वर्तमान, रेट केलेले व्होल्टेज आणि वीज पुरवठा गुणधर्म;
-निर्माता किंवा विक्रेत्याचे नाव किंवा ट्रेडमार्क किंवा ओळख चिन्ह;
- स्क्रूलेस टर्मिनलमध्ये कंडक्टर टाकण्यापूर्वी इन्सुलेशनची लांबी (जर असेल तर);
- सॉकेट फक्त हार्ड वायर्स जोडण्यासाठी योग्य असल्यास, स्क्रूलेस टर्मिनल फक्त हार्ड वायर्स जोडण्यासाठी योग्य असल्याचे चिन्ह असावे;
-मॉडेल क्रमांक, जो कॅटलॉग क्रमांक असू शकतो.
1.4 देखावा गुणवत्ता: सॉकेटची पृष्ठभाग गुळगुळीत असावी, कवच एकसमान असावे आणि तेथे छिद्र, क्रॅक, इंडेंटेशन, अडथळे, नुकसान, डाग किंवा घाण नसावी; धातूच्या भागांमध्ये ऑक्सिडेशन, गंजचे डाग, विकृती, घाण नसावी आणि कोटिंग एकसमान आणि चमकदार असावी.
1.5 पॅकेजिंग: उत्पादनाचे नाव, तपशील, साहित्य कोड, कारखान्याचे नाव, प्रमाण आणि उत्पादन बॅच क्रमांक पॅकेजिंग बॉक्सवर चिन्हांकित केले जावे.
2. आयामी तपासणी
2.1 संबंधित मानकांच्या आवश्यकता पूर्ण करणाऱ्या सर्वात मोठ्या पिन आकाराच्या प्लगसह सॉकेट 10 वेळा घालणे आणि अनप्लग करणे आवश्यक आहे. पिनचा आकार मोजून किंवा गेज वापरून तपासला जातो.
2.2 दिलेल्या प्रणालीमध्ये, प्लग खालील सॉकेट-आउटलेटशी जुळणार नाही:
- उच्च व्होल्टेज रेटिंग किंवा कमी वर्तमान रेटिंगसह सॉकेट;
-विविध इलेक्ट्रोड्ससह सॉकेट्स;
3. पीइलेक्ट्रिक शॉक विरुद्ध रोटेशन
3.1 जेव्हा प्लग सॉकेटमध्ये पूर्णपणे घातला जातो, तेव्हा प्लगचे थेट भाग प्रवेश करण्यायोग्य नसावेत. तपासणी करून ते पात्र आहे का ते तपासा. फिक्स्ड सॉकेट-आउटलेट्स, मॅटेड प्लग आणि पोर्टेबल सॉकेट-आउटलेट्स अशा प्रकारे बांधले आणि डिझाइन केले पाहिजेत की, सामान्य वापरासाठी स्थापित किंवा वायर केलेले असताना, उपकरणांशिवाय प्रवेशयोग्य असलेले भाग काढून टाकल्यानंतरही थेट भाग प्रवेश करण्यायोग्य नसतील. तेच भाग काढले जाऊ शकतात.
3.2 जेव्हा विद्युत उपकरणे वायर्ड केली जातात आणि सामान्य वापराच्या आवश्यकतांनुसार स्थापित केली जातात, तेव्हा ते मुख्य भाग आणि सॉकेट्सचे कव्हर्स आणि कव्हर्स निश्चित करण्यासाठी वापरल्या जाणाऱ्या लहान स्क्रू आणि समान भाग वगळता ते प्रवेशयोग्य भाग असतात, जे थेट पासून वेगळे केले जातात. भाग ते इन्सुलेट सामग्रीचे बनलेले असावे. साहित्य
3.3 इतर कोणतीही पिन प्रवेश करण्यायोग्य स्थितीत असताना प्लगचा कोणताही पिन सॉकेटच्या थेट सॉकेटशी जुळवून घेऊ शकणार नाही.
3.4 प्लगचे बाह्य भाग इन्सुलेट सामग्रीचे बनलेले असावेत. यामध्ये असेंब्ली स्क्रू, करंट कॅरींग पिन, ग्राउंडिंग पिन, ग्राउंडिंग बार आणि पिनच्या सभोवतालच्या धातूच्या रिंग सारखे प्रवेशजोगी भाग वगळले जातात.
3.5 संरक्षक दरवाजासह सॉकेट, जेव्हा प्लग बाहेर काढला जातो, तेव्हा थेट सॉकेट स्वयंचलितपणे संरक्षित केले जाऊ शकते.
3.6 सॉकेटची ग्राउंडिंग स्लीव्ह अशा प्रकारे विकृत होऊ नये की प्लग घालण्यामुळे सुरक्षितता धोक्यात येईल.
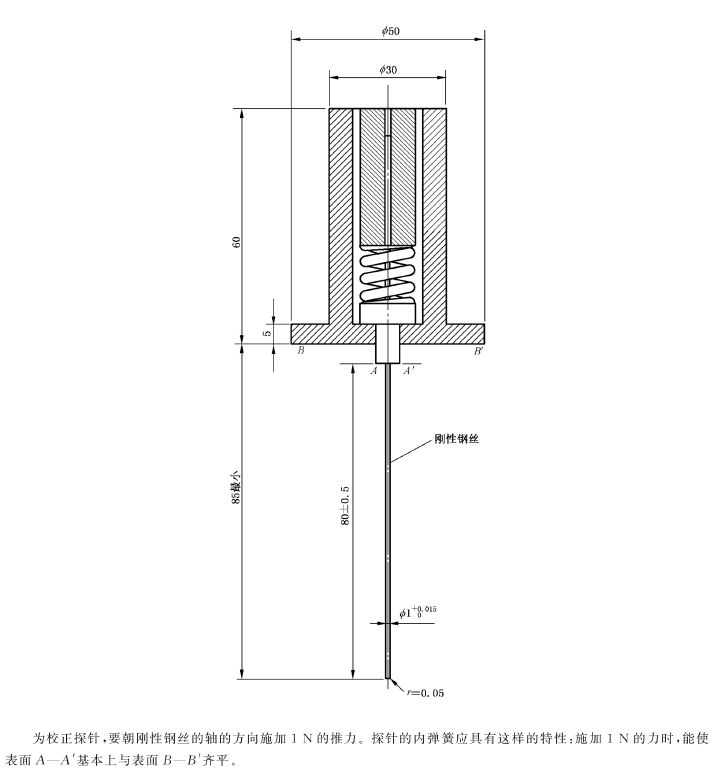
3.7 वर्धित संरक्षणासह सॉकेटसाठी, जेव्हा स्थापित केले जाते आणि सामान्य वापराच्या आवश्यकतांनुसार वायर्ड केले जाते, तेव्हा थेट भाग 1 मिमी व्यासाच्या प्रोबसह प्रवेश करण्यायोग्य नसावेत. खाली दाखवल्याप्रमाणे:
4. ग्राउंडिंग उपाय
4.1 प्लग घातल्यावर, ग्राउंडिंग पिन प्रथम ग्राउंडिंग सॉकेटशी जोडली जावी, आणि नंतर वर्तमान-वाहक पिन ऊर्जावान केली पाहिजे. प्लग काढून टाकल्यावर, ग्राउंड पिन डिस्कनेक्ट होण्यापूर्वी वर्तमान-वाहक पिन डिस्कनेक्ट झाला पाहिजे.
4.2 - ग्राउंड टर्मिनलचा आकार संबंधित पॉवर कंडक्टर टर्मिनल आकारासारखाच असेल.
- पृथ्वीच्या संपर्कासह रिवायर करण्यायोग्य विद्युत उपकरणांचे पृथ्वी टर्मिनल अंतर्गत असावे.
- फिक्स्ड सॉकेट-आउटलेटचे अर्थ टर्मिनल बेसवर किंवा बेसवर घट्टपणे निश्चित केलेल्या घटकावर निश्चित केले जावे.
- फिक्स्ड सॉकेट-आउटलेटची ग्राउंडिंग स्लीव्ह बेस किंवा कव्हरवर निश्चित केली पाहिजे. कव्हरवर निश्चित केले असल्यास, कव्हर त्याच्या सामान्य स्थितीत असताना ग्राउंडिंग स्लीव्ह स्वयंचलितपणे आणि विश्वासार्हपणे ग्राउंडिंग टर्मिनलशी कनेक्ट होईल. संपर्क चांदीचा मुलामा असले पाहिजेत किंवा गंजलेले असावेत आणि चांदीच्या मुलामापेक्षा कमी नसावेत.
4.3 ग्राउंडिंग सॉकेट्स असलेल्या फिक्स्ड सॉकेट्समध्ये, इन्सुलेशन अयशस्वी झाल्यावर थेट होणारे प्रवेशयोग्य धातूचे भाग ग्राउंडिंग टर्मिनलशी कायमचे आणि सुरक्षितपणे जोडलेले असावेत.
4.4 IPXO पेक्षा जास्त आयपी कोड असलेले सॉकेट-आउटलेट आणि एकापेक्षा जास्त केबल एंट्रीसह इन्सुलेटिंग एन्क्लोजर अंतर्गत स्थिर ग्राउंड टर्मिनल्ससह सुसज्ज असले पाहिजे, किंवा फ्लोटिंग टर्मिनल्ससाठी पुरेशी जागा प्रदान करणे, इनकमिंग आणि आउटगोइंग कनेक्शनची निरंतरता सुनिश्चित करण्यासाठी परवानगी देणे आवश्यक आहे. ग्राउंड सर्किट.
4.5 ग्राउंड टर्मिनल आणि सहज प्रवेश करता येण्याजोग्या धातूच्या भागांमधील कनेक्शन कमी-प्रतिरोधक कनेक्शन असावे आणि प्रतिकार 0.05Ω पेक्षा जास्त नसावा.
४.६ फिक्स्ड सॉकेट-आउटलेट्स ज्या उपकरणांना जोडलेले आहेत ते ग्राउंडिंग सॉकेटने सुसज्ज असले पाहिजेत आणि त्याचे टर्मिनल कोणत्याही धातूच्या माउंटिंगपासून किंवा संरक्षणात्मक पृथ्वीपासून विद्युतीयरित्या वेगळे केले जावेत तेव्हा विद्युत हस्तक्षेपास प्रतिकारक्षम सर्किट प्रदान करण्याच्या उद्देशाने. प्रणालीशी जोडलेले आहे. सर्किटच्या इतर उघडलेल्या प्रवाहकीय भागांपासून विद्युतदृष्ट्या वेगळे केले जाते.
5. टर्मिनल आणि शीर्षलेख
5.1 रिवायर करण्यायोग्य निश्चित सॉकेट-आउटलेट्स स्क्रू-कॅम्प्ड टर्मिनल्स किंवा स्क्रूलेस टर्मिनल्ससह सुसज्ज असतील.
5.2 रिवायर करण्यायोग्य प्लग आणि रिवायर करण्यायोग्य पोर्टेबल सॉकेट-आउटलेट्स थ्रेडेड क्लॅम्पिंगसह टर्मिनलसह सुसज्ज असतील.
5.3 जर प्री-सोल्डर कॉर्ड वापरल्या गेल्या असतील तर, हे लक्षात घ्यावे की स्क्रू-प्रकार टर्मिनल्समध्ये, सामान्य वापरामध्ये जोडलेले असताना प्री-सोल्डर केलेले क्षेत्र क्लॅम्पिंग क्षेत्राच्या बाहेर असावे.
5.4 जरी टर्मिनलमधील कंडक्टरला क्लॅम्प करण्यासाठी वापरलेले भाग टर्मिनलला सामान्य स्थितीत ठेवण्यासाठी किंवा टर्मिनलला फिरण्यापासून रोखण्यासाठी वापरले जाऊ शकतात, तरीही ते इतर कोणतेही भाग निश्चित करण्यासाठी वापरले जाऊ नयेत.
5.3 थ्रेड क्लॅम्प प्रकार टर्मिनल
- थ्रेडेड क्लॅम्पिंग टर्मिनल्स उपचार न केलेले कंडक्टर कनेक्ट करण्यास सक्षम असावेत;
- थ्रेड क्लॅम्पिंग टर्मिनल्समध्ये पुरेसे यांत्रिक सामर्थ्य असावे आणि ते मऊ धातू किंवा रेंगाळण्याची शक्यता असलेल्या धातूपासून बनलेले नसावे;
- थ्रेड क्लॅम्पिंग टर्मिनल्स गंजण्यास प्रतिरोधक असावेत; थ्रेड क्लॅम्पिंग टर्मिनल्स क्लॅम्पिंग करताना कंडक्टरला जास्त नुकसान करू नये;
-थ्रेडेड क्लॅम्पिंग टर्मिनल्स कंडक्टरला दोन धातूच्या पृष्ठभागांदरम्यान घट्ट पकडू शकतात;
-थ्रेड क्लॅम्पिंग टर्मिनल, स्क्रू किंवा नट घट्ट करताना, हार्ड सिंगल-कोर कंडक्टर किंवा अडकलेल्या कंडक्टरच्या तारा बाहेर येणे अशक्य आहे;
- थ्रेड क्लॅम्प प्रकारचे टर्मिनल प्लग आणि सॉकेटमध्ये अशा प्रकारे निश्चित केले जावे की क्लॅम्पिंग स्क्रू किंवा नट्स घट्ट किंवा सैल केल्याशिवाय टर्मिनल स्वतःच सैल होऊ शकत नाहीत.
- थ्रेड-क्लॅम्प प्रकारच्या ग्राउंड टर्मिनल्सचे क्लॅम्पिंग स्क्रू आणि नट्स अपघाती ढिले होऊ नयेत म्हणून पुरेसे लॉक केले पाहिजेत; आणि साधन-मुक्त असावे.
- थ्रेड क्लॅम्प प्रकारचे अर्थ टर्मिनल्स असे असावेत की हे भाग आणि अर्थिंग कॉपर कंडक्टर किंवा त्याच्या संपर्कात असलेल्या इतर धातूंच्या संपर्कामुळे गंज निर्माण होण्याचा धोका नाही.
5.4 बाह्य तांबे कंडक्टरसाठी स्क्रूलेस टर्मिनल
- स्क्रूलेस टर्मिनल्स फक्त हार्ड कॉपर कंडक्टरसाठी योग्य किंवा हार्ड आणि सॉफ्ट कॉपर कंडक्टरसाठी योग्य अशा प्रकारचे असू शकतात.
- स्क्रूलेस टर्मिनल्स कंडक्टरला जोडण्यास सक्षम असतील जे विशेष तयार केलेले नाहीत.
- थ्रेडलेस टर्मिनल्स सॉकेटमध्ये योग्यरित्या सुरक्षित केले पाहिजेत. स्थापनेदरम्यान कंडक्टरचे कनेक्शन किंवा डिस्कनेक्शन झाल्यामुळे स्क्रूलेस टर्मिनल सैल होऊ नयेत.
- थ्रेडलेस टर्मिनल्स सामान्य वापरादरम्यान उद्भवणारे यांत्रिक ताण सहन करण्यास सक्षम असतील.
- थ्रेडलेस टर्मिनल सामान्य वापरादरम्यान उद्भवणारे विद्युत आणि थर्मल ताण सहन करण्यास सक्षम असतील.
6.1 प्लग पिन विरुद्ध पुरेसा संपर्क दाब सुनिश्चित करण्यासाठी सॉकेट स्लीव्हचे घटक पुरेसे लवचिक असावेत.
6.2 सॉकेट-आउटलेट असेंबलीचे भाग जे प्लगच्या पिनच्या संपर्कात असतात आणि प्लग सॉकेटमध्ये पूर्णपणे घातल्यावर इलेक्ट्रिकल कनेक्शन मिळविण्यासाठी वापरले जातात, प्रत्येकाच्या किमान दोन विरुद्ध बाजूंना धातूचा संपर्क आहे याची खात्री करावी. पिन
6.3 सॉकेटची स्लीव्ह गंज आणि परिधान करण्यासाठी प्रतिरोधक असावी.
6.4 इन्सुलेट लाइनर्स आणि इन्सुलेट बॅरियर्ससाठी आवश्यकता.
6.5 सॉकेट-आउटलेट कंडक्टर घालणे आणि टर्मिनल्सशी योग्य कनेक्शन, कंडक्टरची योग्य स्थिती, भिंतीवर किंवा बॉक्समध्ये मुख्य घटक सुरक्षित करणे सुलभ करण्यासाठी आणि पुरेशी जागा यासाठी बांधले जाईल.
6.6 सॉकेट-आउटलेटच्या डिझाईनने वीण पृष्ठभागावरील कोणत्याही प्रोट्र्यूशन्समुळे संबंधित प्लगसह पूर्ण वीण रोखू नये. सॉकेटमध्ये प्लग घातल्यावर, प्लगची वीण पृष्ठभाग आणि सॉकेट वीण पृष्ठभाग यांच्यातील अंतर 1 मिमी पेक्षा जास्त नसावे हे मोजमापाद्वारे निर्धारित केले जाते.
6.7 ग्राउंडिंग पिनमध्ये पुरेशी यांत्रिक शक्ती असणे आवश्यक आहे.
6.8 रोटेशन टाळण्यासाठी ग्राउंडिंग सॉकेट, फेज सॉकेट आणि न्यूट्रल सॉकेट लॉक केले जावे.
6.9 ग्राउंड सर्किटच्या मेटल स्ट्रिप्समध्ये कोणतेही burrs नसावे ज्यामुळे पॉवर कंडक्टरच्या इन्सुलेशनला नुकसान होऊ शकते.
6.10 इन्स्टॉलेशन बॉक्समध्ये स्थापित सॉकेट्स अशा प्रकारे डिझाइन केले जातील की इंस्टॉलेशन बॉक्स सामान्य स्थितीत स्थापित केल्यानंतर परंतु इंस्टॉलेशन बॉक्समध्ये सॉकेट स्थापित करण्यापूर्वी कंडक्टरच्या टोकांवर प्रक्रिया केली जाऊ शकते.
6.11 केबलला संपूर्ण यांत्रिक संरक्षण प्रदान करण्यासाठी केबलच्या प्रवेशद्वारांनी केबल वाहिनी किंवा आवरणांना प्रवेश दिला पाहिजे.
7. वृद्धत्व-प्रतिरोधक आणि ओलावा-पुरावा
7.1 सॉकेटमध्ये वृद्धत्वाचा प्रतिकार असणे आवश्यक आहे: नमुना 168 तासांसाठी 70℃±2℃ तापमानाच्या ओव्हनच्या संपर्कात आल्यानंतर, नमुन्याला भेगा पडणार नाहीत आणि त्याची सामग्री चिकट किंवा निसरडी होणार नाही.
7.2 सॉकेट ओलावा-पुरावा असावा: नमुना 48 तासांसाठी 91%~95% सापेक्ष आर्द्रता आणि 40℃±2℃ तापमानात साठवल्यानंतर, इन्सुलेशन प्रतिरोध आणि विद्युत सामर्थ्य यांनी नियमांचे पालन केले पाहिजे.
8. इन्सुलेशन प्रतिरोध आणि विद्युत शक्ती
8.1 एकत्र जोडलेले सर्व ध्रुव आणि शरीर यांच्यातील इन्सुलेशन प्रतिरोध ≥5MΩ आहे.
8.2 सर्व ध्रुवांमधील इन्सुलेशन प्रतिरोध ≥2MΩ आहे.
8.3 1 मिनिटासाठी सर्व घटकांदरम्यान 50Hz, 2KV~ ची प्रतिकारक व्होल्टेज चाचणी लागू करा. कोणतीही चकचकीत किंवा ब्रेकडाउन नसावे.
9. तापमानात वाढ
नमुन्याने जीवन चाचणी उत्तीर्ण केल्यानंतर, त्याच्या टर्मिनल्सच्या तापमानात वाढ 45K पेक्षा जास्त नसावी, प्रवेशयोग्य धातूच्या भागांची कमाल तापमान वाढ 30K पेक्षा जास्त नसावी आणि प्रवेशयोग्य नॉन-मेटलिक भागांचे तापमान वाढ 40K पेक्षा जास्त नसावी.
10. ब्रेकिंग क्षमता
250 V पेक्षा जास्त नसलेल्या रेट केलेल्या व्होल्टेजसह आणि 16 A पेक्षा जास्त नसलेल्या रेट केलेल्या विद्युत उपकरणांसाठी, चाचणी उपकरणांचा स्ट्रोक 50 मिमी आणि 60 मिमी दरम्यान असावा.
सॉकेटमध्ये प्लग 50 वेळा (100 स्ट्रोक) आत आणि बाहेर घाला, प्लग-इन आणि पुल-आउट दर आहे:
- 16 A पेक्षा जास्त नसलेले रेट केलेले प्रवाह आणि 250V पेक्षा जास्त नसलेले रेट केलेले व्होल्टेज असलेल्या विद्युत उपकरणांसाठी, 30 स्ट्रोक प्रति मिनिट;
-इतर विद्युत उपकरणांसाठी, 15 स्ट्रोक प्रति मिनिट.
चाचणी दरम्यान, सतत चाप फ्लॅश होऊ नये. चाचणीनंतर, नमुना पुढील वापरावर परिणाम करणारी हानीपासून मुक्त असेल आणि पिनसाठी इन्सर्टेशन होल या दस्तऐवजाच्या अर्थानुसार त्याच्या सुरक्षिततेवर परिणाम करेल अशा नुकसानीपासून मुक्त असेल.
११. सामान्य ऑपरेशन (जीवन चाचणी)
विद्युत उपकरणे अवाजवी पोशाख किंवा इतर हानिकारक प्रभावांशिवाय सामान्य वापरामुळे उद्भवणारे यांत्रिक, विद्युत आणि थर्मल ताण सहन करण्यास सक्षम असले पाहिजेत. रेट केलेले व्होल्टेज असलेल्या सर्किटमध्ये, रेट केलेले प्रवाह, COSφ=0.8±0.05, 5000 वेळा प्लग आणि अनप्लग करा.
चाचणी दरम्यान, सतत चाप फ्लॅश होऊ नये. चाचणीनंतर, नमुना दर्शवू नये: भविष्यातील वापरावर परिणाम करणारे पोशाख; गृहनिर्माण खराब होणे, इन्सुलेट गॅस्केट किंवा अडथळे इ.; सॉकेटचे नुकसान जे प्लगच्या सामान्य ऑपरेशनवर परिणाम करेल; सैल विद्युत किंवा यांत्रिक कनेक्शन; सीलंटची गळती. गळती
12. पुल-आउट फोर्स
सॉकेटने हे सुनिश्चित केले पाहिजे की प्लग घालणे आणि काढणे सोपे आहे आणि सामान्य वापरादरम्यान प्लग सॉकेटमधून बाहेर येण्यापासून प्रतिबंधित करते.
13. यांत्रिक शक्ती
विद्युत उपकरणे, पृष्ठभागावर माउंट केलेले इंस्टॉलेशन बॉक्स, थ्रेडेड ग्रंथी आणि कव्हर्समध्ये इंस्टॉलेशन आणि वापरादरम्यान निर्माण होणारा यांत्रिक ताण सहन करण्यासाठी पुरेशी यांत्रिक शक्ती असणे आवश्यक आहे.
14.1 नमुना 100°C ± 2°C तापमानाच्या ओव्हनमध्ये 1 तासासाठी गरम केला जातो. चाचणी दरम्यान, नमुन्यात असे बदल होऊ नयेत ज्यामुळे भविष्यातील वापरावर परिणाम होईल आणि सीलंट असल्यास, जिवंत भाग उघड करण्यासाठी ते प्रवाहित होऊ नये. चाचणीनंतर, चिन्ह अद्याप सुवाच्य असले पाहिजे.
14.2 बॉल प्रेशर चाचणीनंतर, इंडेंटेशन व्यास 2 मिमी पेक्षा जास्त नसावा.
15. स्क्रू, वर्तमान वाहून नेणारे भाग आणि त्यांचे कनेक्शन
15.1 इलेक्ट्रिकल आणि मेकॅनिकल दोन्ही कनेक्शन्सने सामान्य वापरात येणा-या यांत्रिक तणावाचा सामना केला पाहिजे.
15.2 इन्सुलेट सामग्रीचे धागे गुंतवणाऱ्या स्क्रूसाठी आणि स्थापनेदरम्यान इलेक्ट्रिकल उपकरणे जोडताना घट्ट करणे आवश्यक असलेल्या स्क्रूसाठी, ते स्क्रूच्या छिद्रांमध्ये किंवा नट्समध्ये योग्यरित्या मार्गदर्शित असल्याची खात्री करा.
15.3 विद्युत जोडणी अशी असावी की संपर्क दाब इन्सुलेट सामग्रीद्वारे प्रसारित होणार नाही.
15.4 विद्युत जोडणी आणि यांत्रिक जोडणी करताना स्क्रू आणि रिव्हट्स लॉक केले पाहिजेत जेणेकरून ते सैल होऊ नये आणि फिरू नये.
15.5 धातूचे विद्युत प्रवाह वाहून नेणारे भाग हे धातूचे बनलेले असावेत जे यांत्रिक शक्ती, विद्युत चालकता आणि गंज गुणधर्मांच्या आवश्यकता पूर्ण करतात.
15.6 सामान्य वापरादरम्यान सरकणारे संपर्क गंज-प्रतिरोधक धातूचे बनलेले असावेत.
15.7 सेल्फ-टॅपिंग आणि सेल्फ-कटिंग स्क्रूचा वापर विद्युत प्रवाह वाहून नेणारे भाग जोडण्यासाठी केला जाणार नाही. ते पृथ्वीच्या जोडणीसाठी वापरले जाऊ शकतात, जर किमान दोन स्क्रू वापरले असतील.
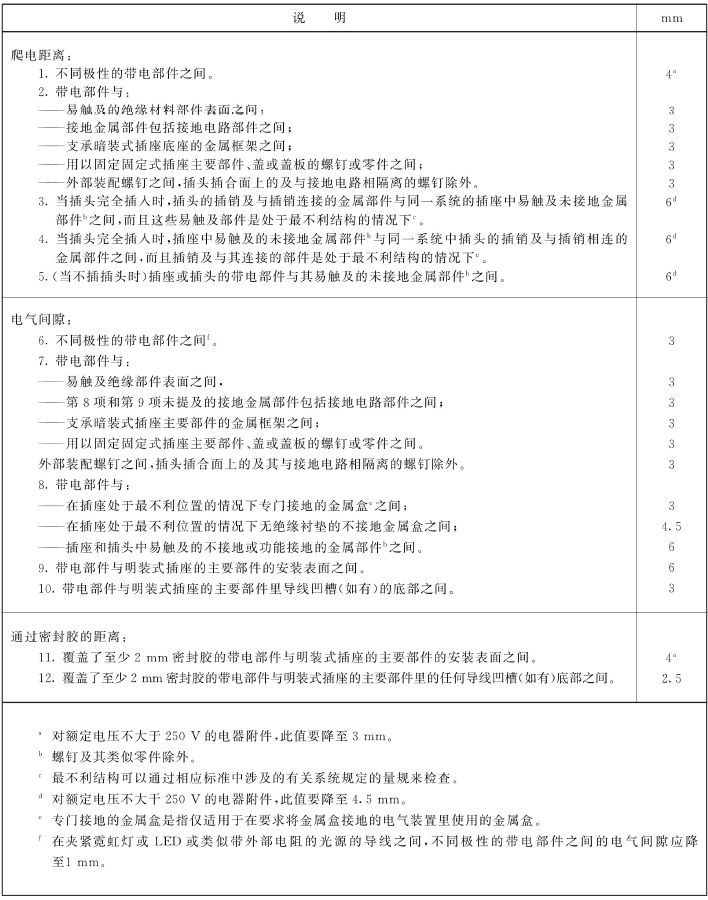
16. क्रिपेज अंतर, विद्युत मंजुरी, इन्सुलेशन सीलिंग अंतराद्वारे
क्रीपेज अंतर, विद्युत मंजुरी आणि सीलंटद्वारे अंतर खालीलप्रमाणे आहे:
17. इन्सुलेट सामग्रीचा असामान्य उष्णता आणि ज्वालाचा प्रतिकार
17.1 ग्लो वायर चाचणी (BS6458-2.1:1984 च्या कलम 4 ते 10 नुसार चाचणी केली गेली) स्थिर विद्युत-वाहक भाग आणि ग्राउंड सर्किट भागांसाठी इन्सुलेट सामग्री 850℃
17.2 नॉन-फिक्स्ड वर्तमान-वाहक भाग आणि ग्राउंड सर्किट भागांचे इन्सुलेट साहित्य 650℃.
17.3 चाचणीनंतर, कोणतीही ज्वाला दिसत नाही आणि सतत चमक नाही, किंवा ग्लो वायर काढून टाकल्यानंतर 30 सेकंदांच्या आत ज्योत विझली किंवा चमक गमावली; टिश्यू पेपरला आग लागत नाही आणि पाइन बोर्ड जळत नाही.
18. विरोधी गंज कामगिरी
गंज चाचणी उत्तीर्ण झाल्यानंतर लोखंडी भागांना गंज दिसणार नाही.
पोस्ट वेळ: फेब्रुवारी-05-2024