




लाकडी उत्पादने लाकडापासून बनवलेल्या उत्पादनांना कच्चा माल म्हणून संदर्भित करतात, हार्डवेअर ॲक्सेसरीजसह एकत्र केले जातात, पेंट केलेले आणि चिकटवले जातात. लिव्हिंग रूममधील सोफ्यापासून ते खोलीतील पलंगांपर्यंत, आपण सहसा जेवणासाठी वापरत असलेल्या चॉपस्टिक्सइतके लहान लाकडी उत्पादनांचा आपल्या जीवनाशी जवळचा संबंध असतो. , त्याची गुणवत्ता आणि सुरक्षितता संबंधित आहे आणि लाकूड उत्पादनांची तपासणी आणि चाचणी विशेषतः महत्त्वपूर्ण आहे. अलिकडच्या वर्षांत, चीनमधून निर्यात केलेली लाकडी उत्पादने, जसे की वॉर्डरोब, खुर्च्या आणि इनडोअर आणि आउटडोअर प्लांट रॅक, ॲमेझॉनच्या ई-कॉमर्स प्लॅटफॉर्मसारख्या परदेशी बाजारपेठांमध्ये देखील खूप लोकप्रिय आहेत. तर लाकूड उत्पादनांची तपासणी कशी करावी? लाकूड उत्पादनांच्या तपासणीचे मानक आणि सामान्य दोष काय आहेत?

लाकडी उत्पादने आणि लाकडी फर्निचरची तपासणी
1.लाकूड उत्पादनांसाठी सामान्य तपासणी पद्धती
2. लाकडी फर्निचर तपासणी मानके आणि आवश्यकता
3.वुडन फर्निचर असेंब्ली तपासणी मानके
4.हार्डवेअर तपासणी मानके
5.कार्टन तपासणी मानके
1. लाकूड उत्पादनांची सामान्य तपासणी पद्धत
1. ग्राहकाच्या स्वाक्षरीनुसार नमुना तपासा. कोणताही नमुना नसल्यास, ग्राहकाने दिलेल्या स्पष्ट चित्रे आणि उत्पादन निर्देशांनुसार ते तपासले जाऊ शकते.
2. तपासणीचे प्रमाण: ग्राहकाला काही विशेष आवश्यकता नसल्यास, नमुना तपासणी AQL मानकानुसार केली जाईल.
3. तपासणी वातावरण: सभोवतालच्या प्रकाशाची चमक 600-1000LUX असावी आणि प्रकाश स्रोत परीक्षकाच्या डोक्यापेक्षा जास्त असावा; वातावरणाभोवती कोणतेही प्रतिबिंब असू नये; मानवी डोळा आणि मोजायची वस्तू यांच्यातील अंतर 40cm ठेवावे, आणि मोजल्या जाणाऱ्या वस्तूचा कोन 40cm असावा. 45° (चित्रात).
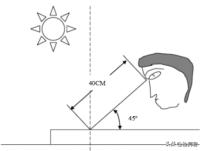
वातावरण तपासा
2. लाकडी फर्निचरसाठी तपासणी मानके आणि आवश्यकता
1. व्हिज्युअल तपासणी
a समोरची पृष्ठभाग सपाट आहे, असमानतेशिवाय आणि स्पाइक्सशिवाय. b इतर बाजू सपाट आहेत, रंग एकसमान आहे, समोर रंगाचा फरक नाही, अशुद्धता नाही, फोम प्रिंटिंग नाही. c एकाच प्रकारच्या उत्पादनाच्या बॅचमधील रंगाचा फरक 5% पेक्षा जास्त असू शकत नाही, आणि खाली उघडलेले तळ, सोलणे, बुडबुडे, सॅगिंग, मुरुम, संत्र्याची साल, खड्डे, फोमचे चिन्ह, अशुद्धता, इ. d. अडथळे, जास्त कडा आणि कोपरे, एकसमान जाडी, विकृत रूप यासारखे कोणतेही दोष नाहीत. e 3 मिमीच्या 3 अवतल बिंदूंपेक्षा जास्त नसावेत आणि 10 सेमी 2 च्या आत एकत्र होणार नाहीत; कोणत्याही अडथळ्यांना परवानगी नाही.
2. उत्पादनाचा आकार, जाडी, वजन चाचणी
उत्पादन तपशील किंवा ग्राहकाने प्रदान केलेल्या नमुना चाचणीनुसार, एकल उत्पादन आकार, उत्पादनाची जाडी, उत्पादनाचे वजन, बाह्य बॉक्स आकार, बाह्य बॉक्सचे एकूण वजन मोजा, जर ग्राहक तपशीलवार सहिष्णुता आवश्यकता प्रदान करत नसेल तर +/-3% सहिष्णुता वापरली पाहिजे.
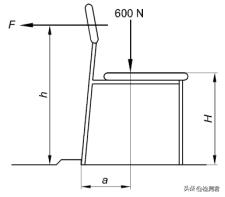
3. स्थिर लोड चाचणी
अनेक फर्निचरची शिपमेंट करण्यापूर्वी स्टॅटिक लोड टेस्ट करणे आवश्यक आहे, जसे की टेबल, खुर्च्या, रिक्लिनिंग चेअर, रॅक इ.
चाचणी पद्धत: चाचणी केलेल्या उत्पादनाच्या लोड-बेअरिंग भागांवर विशिष्ट वजन लोड करा, जसे की खुर्चीची सीट, बॅकरेस्ट, आर्मरेस्ट इ. उत्पादन उलथणे, टिपलेले, क्रॅक, विकृत इत्यादी असू नये. चाचणीनंतर, ते कार्यात्मक वापरावर परिणाम होत नाही.
4. स्थिरता चाचणी
लाकडी फर्निचरच्या लोड-बेअरिंग भागांची देखील तपासणी दरम्यान स्थिरतेसाठी चाचणी करणे आवश्यक आहे, जसे की खुर्चीची जागा, बॅकरेस्ट आणि सोफा बॅक.
चाचणी पद्धत: उत्पादन खेचण्यासाठी विशिष्ट पातळीचा बळ वापरा आणि ते टाकले आहे की नाही ते पहा. (वेगवेगळ्या उत्पादने, वापरलेल्या वस्तूचे वजन, केबलचे अंतर आणि केबलची ताकद वेगळी असते.)
खुर्ची स्थिरता चाचणी
5. शेक चाचणी
नमुना एकत्र केल्यानंतर, ते क्षैतिज प्लेटवर ठेवले जाते आणि बेसला स्विंग करण्याची परवानगी नाही.
6. गंध चाचणी
सर्व नमुना उत्पादने अप्रिय किंवा तीक्ष्ण गंधमुक्त असावीत.
7. बारकोड स्कॅनिंग चाचणी
उत्पादन लेबले आणि बाह्य पॅकेजिंग लेबले बारकोड स्कॅनरद्वारे स्कॅन केली जाऊ शकतात आणि स्कॅनचे परिणाम योग्य आहेत.
8. शॉक चाचणी
विशिष्ट वजन आणि आकाराचा भार जो विशिष्ट उंचीवर फर्निचर बेअरिंग पृष्ठभागावर मुक्तपणे पडतो. चाचणीनंतर, बेसला क्रॅक किंवा विकृत रूप येण्याची परवानगी नाही, ज्यामुळे वापरावर परिणाम होणार नाही.
9. आर्द्रता चाचणी
लाकडी भागांची आर्द्रता तपासण्यासाठी प्रमाणित ओलावा परीक्षक वापरा.
चाचणी पद्धत: ओले टेस्टर सुमारे 6 मिमी खोल ओळींमध्ये घाला (जर ते संपर्क नसलेले उपकरण असेल तर, टेस्टर चाचणी पृष्ठभागाच्या जवळ असावे), आणि नंतर निकाल वाचा.
लाकडातील ओलावा सामग्रीसाठी आवश्यकता: जेव्हा लाकडाच्या ओलाव्याचे प्रमाण मोठ्या प्रमाणात बदलते तेव्हा लाकडाच्या आत असमान आंतरिक ताण निर्माण होतो आणि लाकडाच्या दिसण्यात विकृतीकरण, वॉरपेज आणि क्रॅकिंग यासारखे मोठे दोष उद्भवतात. साधारणपणे, जिआंगसू आणि झेजियांग भागातील घन लाकडाची आर्द्रता खालील मानकांनुसार नियंत्रित केली जाते: घन लाकूड सामग्री तयार करण्याचा विभाग 6 आणि 8 दरम्यान नियंत्रित केला जातो, मशीनिंग विभाग आणि असेंबली विभाग 8 आणि 10 दरम्यान नियंत्रित केला जातो, आर्द्रता सामग्री तीनपैकी तीन प्लायवुड 6 ते 12 दरम्यान नियंत्रित केले जातात आणि मल्टी-लेयर प्लायवुड, पार्टिकलबोर्ड आणि मध्यम घनता फायबरबोर्ड आहेत 6 आणि 10 दरम्यान नियंत्रित. सामान्य उत्पादनांची आर्द्रता 12 च्या खाली नियंत्रित केली पाहिजे

लाकूड उत्पादन ओलावा चाचणी
10. वाहतूक ड्रॉप चाचणी (नाजूक वस्तूंसाठी नाही)
ड्रॉप चाचणी ISTA 1A मानकानुसार केली जाते. एक बिंदू, तीन बाजू आणि सहा बाजू या तत्त्वानुसार, उत्पादन एका विशिष्ट उंचीवरून 10 वेळा सोडले जाते आणि उत्पादन आणि पॅकेजिंग घातक आणि गंभीर समस्यांपासून मुक्त असावे. या चाचणीचा उपयोग मुख्यतः उत्पादनास हाताळणीदरम्यान होऊ शकणाऱ्या फ्री फॉलचे अनुकरण करण्यासाठी आणि अपघाती धक्क्यांचा प्रतिकार करण्याच्या उत्पादनाच्या क्षमतेचे परीक्षण करण्यासाठी केला जातो.
3. लाकडी फर्निचर असेंब्ली तपासणी मानके
बर्याच लाकडी फर्निचरसाठी, अंतिम ग्राहकांद्वारे प्राप्त केलेली उत्पादने अर्ध-तयार उत्पादने आहेत, जी ग्राहकांनी स्वतः स्थापित करणे आवश्यक आहे. मालाची तपासणी करताना, निरीक्षकांना सामग्री, घटक, हार्डवेअर, प्रक्रिया, तपशील, सूचना आणि इतर संबंधित उपकरणे वेगळे करणे आवश्यक आहे. मॅन्युअलमधील चरणांनुसार उत्पादन पूर्णपणे स्थापित करा, उत्पादनाची रचना आणि उत्पादन अचूकता अपुरी आहे की नाही हे तपासणे आणि मॅन्युअलच्या योग्य ऑपरेशनची पडताळणी करणे हा हेतू आहे.
असेंब्ली तत्त्व:दाट, सपाट, टणक, अचूक
विधानसभा सामान्य तपासणी मानक:
1. साहित्य, घटक, हार्डवेअर, प्रक्रिया, तपशील, सूचना इत्यादींसह सर्व उपकरणे असेंब्लीपूर्वी अचूक असणे आवश्यक आहे.
2. सर्व असेंबली सांधे घट्ट जोडलेले असले पाहिजेत, टणक आणि क्रॅक नसलेले असावेत, डॅटम प्लेन सपाट आहे, योग्य दिशेने ठेवलेले आहे, संबंधित कर्णरेषा समान आहेत आणि सममितीय आणि कर्णमधुर आहेत;
3. सर्व एकत्रित गोंद गुणवत्ता आवश्यकतांनुसार योग्यरित्या वापरणे आवश्यक आहे;
4. सर्व असेंब्ली भागांचे कनेक्शन भाग चिकटलेले असणे आवश्यक आहे, आणि गोंद समान रीतीने आणि पुरेसे लागू केले पाहिजे. असेंब्लीनंतर, सर्वत्र गोंद ओव्हरफ्लो आहे;
5. ग्लूइंग पद्धत: ग्लूइंग करण्यापूर्वी, एअर गनने चिकटवलेल्या भागांवरची धूळ उडवा. हवेतील गोंद रिंगमध्ये वितरीत करणे आवश्यक आहे आणि सर्व चार भिंती चिकटलेल्या आहेत; लांब भोक (मदर टेनॉन) गोंद मोर्टिस आणि टेनॉनच्या दोन बाजूंच्या भिंतींवर मोठ्यावर लावला जातो; मोठ्या नर टेनॉन खांद्यांवरील भागांना गोंदाने लेपित करणे आवश्यक आहे;
6. सांडलेला गोंद वेळेत पुसून टाकावा, आणि पेंटिंगवर परिणाम होईल असा कोणताही अवशिष्ट गोंद नसावा.
विधानसभा आवश्यकता:1. विरुद्ध बाजूच्या लांबीच्या त्रुटीच्या कर्ण लांबीसाठी संदर्भ मानक: ≥1000 ≤1.5 <1000 ≤1.0, उदाहरणार्थ: क्रिब हेडबोर्ड आणि रेलिंगचा कर्ण साधारणपणे 1000mm - 1400mm च्या आत असल्यास, त्रुटी कर्ण लांबी असावी 1.5 मिमी खाली नियंत्रित. 2. तुकड्याचे वॉरपेज (पॅनेल), 700≤कर्ण लांबी<1400≤1.5, कर्ण लांबी<700≤1.0, उदाहरणार्थ: रेलिंग किंवा बेडचे डोके आडव्या संदर्भ विमानावर ठेवा, साधारणपणे चार कोपरे असावेत स्थिर राहा , जर एका किंवा दोन्ही बाजूंनी वॉरपेज असेल तर या वॉरपेजची श्रेणी खाली नियंत्रित केली जावी 1.5 मिमी. 3. पाऊल स्थिरता मिमी ≤ 1.5; उदाहरणार्थ: जमलेल्या बेड किंवा फर्निचरला चार फूट जमिनीला समांतर असणे आवश्यक आहे, परंतु जर तेथे वारपेज असेल, तर श्रेणी 1.5 मिमीच्या खाली नियंत्रित केली पाहिजे. 4. समीप बाजूची लंबकता मिमी पॅनेल कर्ण लांबी ≥1000 ≤1.5, <1000 ≤1.0, एकत्रित फर्निचर आणि जमिनीच्या चार कोपऱ्यांच्या सॅगचा संदर्भ देते आणि कर्णाची तुलना करून मिळालेले मूल्य.

इनडोअर प्लांट रॅक
4. Hआर्डवेअर तपासणी मानके
1. वैशिष्ट्ये आणि परिमाणे आवश्यकता पूर्ण करतात, स्क्रूच्या लांबीचे स्वीकार्य विचलन ±1 मिमी आहे, नखेच्या टोप्या गोल, क्रॅक नसलेल्या, दातांची पातळी स्पष्ट असावी, नर आणि मादी मुक्तपणे जुळलेले असावेत. कोणतीही स्पष्ट वाकलेली घटना नाही आणि कोणतेही गंभीर ओरखडे नाहीत;
2. गंज नाही, ओरखडे नाहीत, विकृत रूप नाही, एकसमान आकार, वाजवी आणि मजबूत रचना आणि संपूर्णपणे एकसंध रंग;
3. इतर संबंधित उपकरणांसह चांगली सुसंगतता;
4. देखावा आणि आकार ग्राहकांच्या आवश्यकता पूर्ण करतात आणि टेम्पलेट्स, रेखाचित्रे किंवा जन्मपूर्व नमुन्यांची आवश्यकता पूर्ण करतात;
5. इलेक्ट्रोप्लेटिंग मजबूत आहे आणि पडू शकत नाही.
6. कार्टन तपासणी मानके
1. देखावा नीटनेटका आणि स्वच्छ आहे, मुद्रित सामग्रीचे पुठ्ठ्याचे प्रमाण योग्य प्रमाणात आणि वाजवी आहे आणि हस्ताक्षर स्पष्ट आहे;
2. कार्टनची कडकपणा आणि कडकपणा खरेदी ऑर्डरच्या आवश्यकता पूर्ण करणे आवश्यक आहे;
3. कार्टनचे सांधे घट्ट व सुबकपणे खिळले जाणे आवश्यक आहे;
4. कार्टनचा आकार ऑर्डरिंग आवश्यकता पूर्ण केला पाहिजे;
5. रंगीत विकृती, शाई आणि इतर प्रदूषण स्वीकारू नका;
6. कार्टून आणि शिपिंग चिन्ह व्यवसाय माहितीशी अचूक आणि सुसंगत असावे;
7. ओरखडे, wrinkles आणि स्तर स्वीकारू नका;
8. आर्द्रता 12 अंशांच्या आत नियंत्रित केली जाते.
6. लाकूड उत्पादनांच्या दोषांचे तपशीलवार स्पष्टीकरण
1. लाकूड प्रक्रिया केल्यानंतर उत्पादनांमध्ये खालील दोष असण्याची परवानगी नाही:
a लाकूड-आधारित पॅनेलच्या बनविलेल्या भागांना किनार-सीलिंग उपचार नाहीत. मोठ्या पृष्ठभागावर मंडप करणे किंवा पेंटसह बंद करणे वगळता, क्रॉस-सेक्शनचे सर्व उघडलेले भाग बंद करणे आवश्यक आहे. सीलिंग पद्धत पेंट किंवा इतर साहित्य असू शकते. b क्लॅडिंग मटेरियल पेस्ट केल्यानंतर डिगमिंग, बबलिंग, स्प्लिसिंग सीम आणि स्पष्ट गोंद आहेत; c भाग, टेनॉन-होल जॉइंट्स, बोर्ड पार्ट्स आणि विविध सपोर्ट्सच्या सांध्यावर सैलपणा, शिवण आणि फ्रॅक्चर आहेत d. उत्पादनाचे स्वरूप असमान आणि असममित आहे; उत्पादनाच्या गोल रेषा आणि गोलाकार कोपरे असमान आणि असममित आहेत; e कोरीव काम आणि वळण लाकूड प्रक्रियेनंतर असममित नमुना आणि रेखा आकार आहे, फावडे तळाशी असमान आहे, आणि चाकूच्या खुणा आणि क्रॅक आहेत; उत्पादन बाहेरील पृष्ठभाग पॉलिश केलेले नाही, आतील पृष्ठभाग पॉलिश केलेले नाही आणि खडबडीत भागांवर केस आणि चट्टे आहेत. 2. पेंट प्रक्रियेनंतर उत्पादनांवर खालील दोषांना परवानगी नाही: a. संपूर्ण उत्पादन किंवा उत्पादनांच्या संपूर्ण संचामध्ये स्पष्ट रंग फरक आहे; उत्पादनाच्या पृष्ठभागावरील कोटिंग सुरकुत्या, चिकट आणि लीक पेंट आहे; b पेंट फिल्म कोटिंगमध्ये स्पष्ट धुके, पांढरे कोरुगेशन्स, पांढरे डाग, तेलकट पांढरे, सॅगिंग, संकोचन छिद्र, ब्रिस्टल्स, पावडर जमा होणे, विविध अवशेष, ओरखडे, बुडबुडे आणि सोलणे आहेत; c मऊ आणि कठोर आवरण सामग्रीच्या पृष्ठभागावर उदासीनता आहेत, पॉइंट्स, स्क्रॅच, क्रॅक, चिपिंग आणि कटिंग कडा; d उत्पादनाचे पेंट न केलेले भाग आणि उत्पादनाचा आतील भाग स्वच्छ नाही.
3. हार्डवेअर उपकरणे स्थापित केल्यानंतर, खालील दोषांना परवानगी नाही:
a फिटिंग्जमध्ये गहाळ भाग आहेत, आणि स्थापना भागांशिवाय स्थापना छिद्र आहेत; इन्स्टॉलेशनच्या भागांमध्ये नखे किंवा नखे आहेत; b जंगम भाग लवचिक नाहीत; फिटिंग्ज घट्टपणे स्थापित केलेले नाहीत आणि सैलपणा आहे;

दोष: डेंट
वरील तपासणी पद्धती, मानके आणि लाकूड उत्पादनांचे मुख्य दोष आहेत, मला आशा आहे की प्रत्येकासाठी उपयुक्त होईल. तुम्हाला काही प्रश्न असल्यास, तुम्ही सल्लामसलत करण्यासाठी TTS शी संपर्क साधू शकता.

पोस्ट वेळ: सप्टेंबर-०१-२०२२