




Skala empat mata ialah kaedah pemarkahan utama untuk pemeriksaan fabrik, dan ia merupakan pengetahuan dan kemahiran yang diperlukan untuk QC dalam industri tekstil.
Kata kunci dalam artikel ini: sistem empat mata pemeriksaan fabrik
01
Apakah sistem empat mata?
Skala empat mata boleh digunakan untuk fabrik rajutan tenunan, dengan potongan 1-4 mata bergantung pada saiz dan keterukan kecacatan

Kaedah pengiraan: skor gulungan tunggal = skor potongan / panjang kod * 100
Kaedah pemarkahan purata = jumlah mata potongan / jumlah panjang kod * 100
Julat penerimaan: Gred di bawah 50 mata setiap 100 ela garis lurus, gred B melebihi 50 mata
Kaedah pengiraan: Selepas setiap gulungan kain diperiksa, anda boleh menjumlahkan markah yang diperoleh dan menggunakan formula berikut untuk mengira markah setiap gulungan kain setiap 100 ela persegi
Bilangan mata setiap 100 ela persegi bagi satu gulungan kain = mata potongan * 3600 / ( ela yang diperiksa * inci lebar pintu berkesan)
Skor purata 100 ela persegi = (jumlah mata potongan * 3600) / (jumlah ela yang diperiksa * purata inci lebar pintu berkesan) Hasil pengiraan adalah tepat hingga satu tempat perpuluhan.
Julat penerimaan: Gulungan tunggal dengan kurang daripada 40 mata setiap 100 ela persegi ialah gred A, dan lebih daripada 40 mata ialah gred B. Purata markah semua fabrik yang diperiksa adalah kurang daripada 28 mata setiap 100 ela persegi. Syarat-syarat di atas mesti dipenuhi pada masa yang sama, walaupun segulung tunggal kurang daripada setiap 40 mata setiap 100 ela persegi, tetapi semua fabrik pemeriksaan masih lebih daripada 28 mata setiap 100 ela persegi, kesimpulannya juga dinilai sebagai tidak layak. Fabrik yang berbeza boleh mempunyai keperluan yang berbeza untuk skor kelayakan, dan skor kelayakan juga boleh ditentukan oleh pembeli dan pembekal selepas perjanjian.
02
Prinsip penggunaan skala empat mata
· Potongan semua kecacatan warp dan weft tidak boleh melebihi 4 mata;
· 4 mata setiap ela untuk kecacatan berterusan/kitaran (>9 inci);
· 4 mata akan ditolak untuk lubang, kepingan sempit, jahitan dan kecacatan lebar penuh yang lain;
· Untuk kecacatan yang serius, setiap yard kecacatan akan diberi nilai 4 mata, seperti semua lubang akan diberi nilai 4 mata tanpa mengira diameter, dan mana-mana lubang yang lebih besar daripada lubang jarum akan ditolak 4 mata;
· Untuk kecacatan berterusan, seperti: anak tangga, penyimpangan kromatik tepi-ke-tepi, lebar fabrik yang sempit atau tidak teratur, lipatan, pewarnaan fabrik yang tidak sekata, 4 mata hendaklah ditolak setiap ela bagi kecacatan;
· Untuk fabrik dengan lebar lebih daripada 64-66 inci, potongan setiap ela dalam skor halaman lurus boleh dinaikkan lebih daripada 4 mata secara berkadar;
· Kecacatan dalam satu inci tepi pada kedua-dua belah pihak tidak akan diberi markah kecuali kerosakan;
Panjang kecacatan dikira mengikut arah maksimum ledingan atau pakan. Apabila dua atau lebih kecacatan dicampur bersama, unit kecacatan terbesar dikira;
· Melainkan dinyatakan sebaliknya, biasanya hanya bahagian hadapan kain yang perlu diperiksa. Untuk fabrik tenunan biasa, bahagian cetakan anjakan ialah bahagian hadapan. Untuk fabrik twill, bias kiri adalah positif. Untuk fabrik benang, pemunggahan yang betul adalah positif. Untuk fabrik satin, bahagian satin adalah positif. Fabrik komposit hendaklah disahkan dengan tetamu terlebih dahulu. Jangan mengelirukan kebaikan dan keburukan. Sekiranya terdapat kecacatan pada bahagian belakang fabrik yang menjejaskan kesan positif, tahap pengaruh dijaringkan;
· Untuk kecacatan dengan jarak terputus-putus atau berselerak kecil, jika markah ukuran masing-masing lebih besar daripada jumlah skor ukuran, jumlah skor ukuran hendaklah dikira;
· Kaedah pengiraan jalur: satu atau kecacatan arah pakan (meledingkan) mesin, lebarnya kurang daripada satu sentimeter, dan setiap sentimeter lebih daripada satu sentimeter. Satu sentimeter dikira sebagai satu.
03
Persampelan
Pemeriksaan persampelan, 100% barang mesti telah siap, 80% daripada dibungkus, diambil dari senarai pembungkusan sebenar atau senarai kod dari kilang atau pembekal.
Bilangan sampel:
· 10%, 20% daripada kuantiti penghantaran;
· Atau ambil punca kuasa dua bilangan penghantaran dan darab dengan 10;
· Apabila kuantiti penghantaran kurang daripada 1000 ela, pemeriksaan penuh.
04
Kaedah ujian
· Jarak pemeriksaan adalah kira-kira 1 ela, dan keperluan sumber cahaya: pencahayaan permukaan sekurang-kurangnya 1075 lux, dan pemasangan adalah selari dengan permukaan kain.
· Cadangan:
kain berwarna terang atau nipis, tambahkan sehelai kain antara kain dan plat condong pemeriksaan kain sebelum pemeriksaan.

· Skop pemeriksaan pemeriksaan visual: kecacatan fabrik seperti tenunan pencelupan dan percetakan, struktur penampilan umum dan bahan, dsb., warna, lebar, panjang gulungan, tunduk pakan dan senget pakan, pembungkusan dan penandaan.
· Penampilan boleh berdasarkan sampel rujukan pelanggan, terutamanya semak gaya, corak dan kesan untuk menyemak corak jacquard yang dicetak untuk sekurang-kurangnya satu kitaran.
· Struktur:
Jika pelanggan memerlukan, anda boleh mencuba untuk menguji komposisi gentian, jenis benang, kiraan benang.
·Rasa tangan bahan:
Periksa sama ada tangan kain itu keras atau lembut, tebal atau nipis secara perbandingan. Sekiranya terdapat perbezaan yang agak jelas, ia harus dicatat pada laporan dan direkodkan dalam lajur bahan sebagai percanggahan, dan sampel rasa tangan yang berbeza perlu diambil. Jika boleh Sampel boleh membandingkan rasa tangan bagi gulungan yang berbeza daripada kumpulan yang sama.
05
Titik pemeriksaan
· Gulung panjang dan lebar
Jika perbezaan antara panjang sebenar satu gulungan dan panjang label adalah lebih besar daripada 2%, satu gulungan dikurangkan kepada produk kelas kedua;
Jika jumlah jumlah panjang semua gulungan yang diperiksa adalah kurang daripada 1% daripada jumlah panjang nominal, ia perlu dilaporkan, dan keseluruhan kumpulan boleh diturunkan taraf;
Ukur lebar pintu berkesan 3 kali pada bahagian kepala, tengah dan ekor masing-masing. Secara amnya, pelanggan tidak menerima lebar sempit, dan lebar fabrik elastik weft kurang daripada 2%.
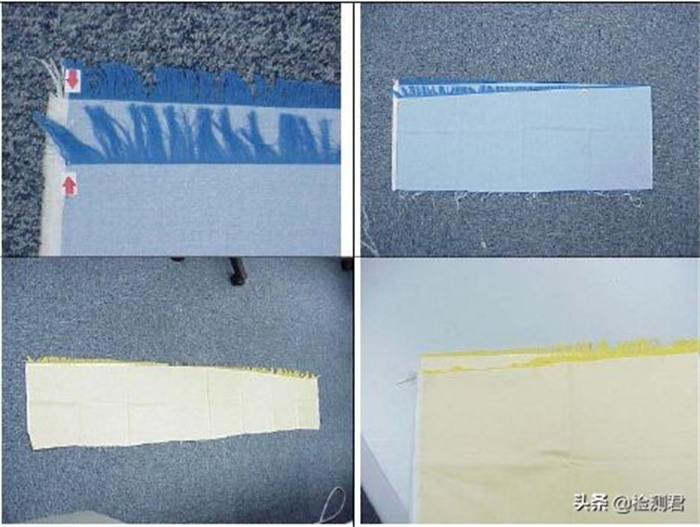
· Pakan serong dan pakan tunduk
Potong kain sepanjang arah pakan, sejauh mungkin dekat dengan arah lenturan pakan;
Tanggalkan benang pakan satu demi satu;
sehingga pakan lengkap ditarik;

Lipat separuh di sepanjang meledingkan, dengan tepi siram, dan ukur jarak antara titik tertinggi dan titik terendah.
Berat kain
Timbang sekurang-kurangnya dua sampel daripada gegelung berbeza untuk setiap pemeriksaan:
· <10OZ/SQ.YD: +/-5%;
· >10OZ/SQ.YD: +/-3%.
Langkah berjaga-jaga pembungkusan fabrik
· Ketebalan dan kekuatan tiub kertas yang sesuai;
· Diameter dalam tong kertas;
· Panjang tong kertas;
· Elakkan terlalu longgar dan terlalu ketat
Masa siaran: 14 Ogos 2022