




को लागि मुख्य बिन्दुहरूसाइटमा परीक्षणरनिरीक्षणभित्री फर्नीचर को
1. साइज, तौल, र रङ निरीक्षण (अनुबंध र ब्लक विशिष्टता, साथै तुलना नमूनाहरूको आवश्यकता अनुसार)।
2. स्थिर दबाव र प्रभाव परीक्षण (परीक्षण रिपोर्ट मा आवश्यकताहरु अनुसार)।
3. सहजता परीक्षणको लागि, स्थापना पछि सबै चार खुट्टा एउटै प्लेनमा छन् भनेर सुनिश्चित गर्नुहोस्।
4. एसेम्बली परीक्षण: एसेम्बली पछि, प्रत्येक भागको फिट जाँच गर्नुहोस् र खाडलहरू धेरै ठूला वा स्क्युड छैनन् भनेर सुनिश्चित गर्नुहोस्; भेला हुन नसक्ने वा भेला गर्न गाह्रो हुने समस्या छ।
5. ड्रप टेस्ट।
६. काठको भागको आर्द्रता परीक्षण गर्नुहोस्।
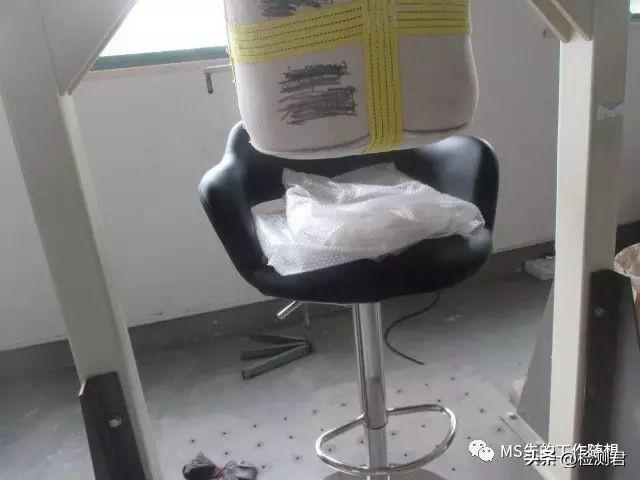
7. ढलान परीक्षण(उत्पादन १० ° ढलानमा उल्टाउन सक्दैन)
8. यदि सतहमा स्ट्राइप ढाँचाहरू छन् भने, सतहमा पट्टीहरू र ढाँचाहरू एकरूप, केन्द्रित र सममित हुनुपर्छ। विभिन्न भागहरूमा एउटै स्ट्रिपहरू पङ्क्तिबद्ध हुनुपर्छ, र समग्र उपस्थिति समन्वय हुनुपर्छ।
9. यदि त्यहाँ प्वालहरू सहित काठका भागहरू छन् भने, प्वालहरूको किनाराहरू उपचार गर्नुपर्छ र त्यहाँ कुनै अत्यधिक burrs हुनु हुँदैन, अन्यथा यसले स्थापनाको समयमा अपरेटरलाई हानि पुऱ्याउन सक्छ।
10. काठको भागको सतह जाँच गर्नुहोस्, विशेष गरी रंगको गुणस्तरमा ध्यान दिनुहोस्।
11. यदि उत्पादनमा तामाको नङ र अन्य सामानहरू छन् भने, मात्रा जाँच गर्नुपर्छ रसंग तुलनाहस्ताक्षर नमूना। थप रूपमा, स्थिति समान हुनुपर्छ, स्पेसिंग मूल रूपमा एकरूप हुनुपर्छ, र स्थापना दृढ हुनुपर्छ र सजिलै बाहिर तान्न सकिँदैन।
12. उत्पादनको लोच नमूनाबाट उल्लेखनीय रूपमा फरक हुनु हुँदैन। यदि त्यहाँ वसन्त छ भने, मोटाई नमूना संग तुलना गर्नुपर्छ।
13. एसेम्बली म्यानुअलमा सामानहरूको सूची छ, जुन वास्तविकसँग तुलना गरिनुपर्छ। मात्रा र विशिष्टताहरू एकरूप हुनुपर्छ, विशेष गरी यदि यसमा संख्याहरू छन् भने, तिनीहरू स्पष्ट रूपमा पङ्क्तिबद्ध हुनुपर्छ।
14. यदि म्यानुअलमा असेंबली रेखाचित्र र चरणहरू छन् भने, सामग्री सही छ कि छैन जाँच गर्नुहोस्।
15. कुनै स्पष्ट झुर्रियाँ वा असमान दोषहरू छैनन् भनेर सुनिश्चित गर्न उत्पादनको किनारा र कुनाहरू जाँच गर्नुहोस्, र समग्रमा, हस्ताक्षर गरिएको नमूनाबाट कुनै महत्त्वपूर्ण भिन्नता हुनु हुँदैन।
16. यदि उत्पादनमा धातुका भागहरू छन् भने, तीखो बिन्दुहरू र किनारहरू जाँच गर्नुहोस्।
17. जाँच गर्नुहोस्प्याकेजिङ स्थिति। यदि प्रत्येक सहायकको छुट्टै प्याकेजिङ छ भने, यसलाई प्रभावकारी रूपमा बक्स भित्र फिक्स गर्न आवश्यक छ।
18. दवेल्डिंग भागहरूसावधानीपूर्वक निरीक्षण गरिनु पर्छ, र वेल्डिङ बिन्दुहरू तीखो वा थप वेल्डिङ स्ल्याग बिना पालिश हुनुपर्छ। सतह समतल र सुन्दर हुनुपर्छ।
साइट परीक्षण फोटोहरू

डगमगाएको परीक्षण

झुकाव परीक्षण

स्थिर लोड परीक्षण

प्रभाव परीक्षण
प्रभाव परीक्षण

आर्द्रता सामग्री जाँच
सामान्य दोषहरूको फोटो

सतहमा झुर्री

सतहमा झुर्री

सतहमा झुर्री

PU क्षतिग्रस्त

काठको खुट्टामा स्क्र्याच मार्क

कमजोर सिलाई

PU क्षतिग्रस्त

स्क्रू खराब फिक्सिंग

जिपर स्क्यु

पोलमा दाँतको निशान

काठको खुट्टामा क्षति पुगेको छ

स्टेपल खराब फिक्सिंग

कमजोर वेल्डिङ, वेल्डिङ क्षेत्रमा केही तीखो बिन्दुहरू

कमजोर वेल्डिङ, वेल्डिङ क्षेत्रमा केही तीखो बिन्दुहरू

कमजोर इलेक्ट्रोप्लेट

कमजोर इलेक्ट्रोप्लेट

कमजोर इलेक्ट्रोप्लेट

कमजोर इलेक्ट्रोप्लेट
पोस्ट समय: अगस्ट-14-2023