




Comfortable mattresses have the effect of improving sleep quality. Mattresses are made of various materials, such as palm, rubber, springs, latex, etc. Depending on their material, they are suitable for different groups of people. When inspectors inspect various mattresses, they should conduct inspections in which aspects and pay special attention to any defects. The editor has summarized the content of mattress inspection for you and found it useful and can be collected!

Product and packaging inspection standards 1. Product
1) must have no safety issues during use
2) The process appearance must be free from damage, scratches, cracks, etc.
3) It must comply with the laws and regulations of the destination country and customer requirements
4) The product structure, appearance, process, and materials must meet customer requirements and batch samples
5) The product must meet customer requirements or the same functions as the batch samples
6) The label identification must be clear and comply with legal and regulatory requirements
 2. Packaging:
2. Packaging:
1) The packaging must be suitable and strong enough to ensure the reliability of the product transportation process.
2) The packaging materials must be able to protect the transportation of the product.
3) The shipping marks, barcodes, and labels should meet the customer’s requirements or batch samples.
4) The packaging materials should meet the customer’s requirements or batch samples.
5) The explanatory text, instructions, and related label warnings must be clearly printed in the language of the destination country.
6) The description of the instructions must be in line with the product and actual relevant functions
 3. Inspection Plan
3. Inspection Plan
1) Applicable Inspection Standards: ISO 2859/BS 6001/ANSI/ASQ-Z 1.4 Single Sampling Plan, Normal Inspection.
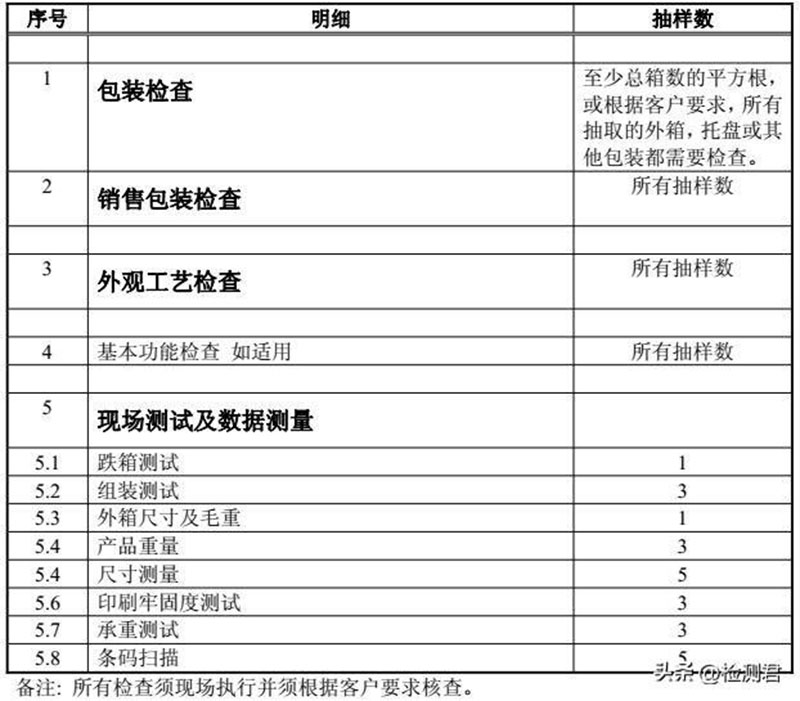
2) Sampling level: Please refer to the sampling numbers in the following table
 3) If multiple products are merged for inspection, the sampling number for each product is determined by the percentage of that product’s quantity in the entire batch. Calculate the sampling number of this product proportionally based on the percentage occupied. If the calculated sampling number is less than 1, two samples will be taken as a whole batch sampling, or one sample will be taken as a special sampling level inspection.
3) If multiple products are merged for inspection, the sampling number for each product is determined by the percentage of that product’s quantity in the entire batch. Calculate the sampling number of this product proportionally based on the percentage occupied. If the calculated sampling number is less than 1, two samples will be taken as a whole batch sampling, or one sample will be taken as a special sampling level inspection.
4) Acceptable quality level AQL: No serious defects allowed Critical defect AQL xx Major defect AQL xx Minor defect standard Note: “xx” represents the acceptable quality level standard required by the customer
5) The number of samples for special or fixed sampling, Non conformities are not allowed.
6) General rules for defect classification: (1) Critical Defect: Defects that cause personal injury or unsafe factors when using or storing products, or defects that violate relevant laws and regulations. (2) Major Defects Functional defects affect the use or lifespan, or obvious appearance defects affect the sales value of the product. (3) Minor defects are defects that do not affect the use of the product and are not related to the sales value of the product.
7) The rules for random inspection: (1) The final inspection requires that at least 100% of the products have been produced and packaged for sale, and at least 80% of the products have been packed into outer boxes. Except for special requirements from customers. (2) If multiple defects are found on a sample, the most severe defect should be recorded as the basis for judgment. All defects should be replaced or repaired. If serious defects are found, the entire batch should be rejected and the customer should decide whether to release the goods.

4. Inspection process and defect classification
Serial number details, defect classification CriticalMajorMinor1) Packaging inspection, plastic bag opening>19cm or area>10x9cm, no suffocation warning signs printed, X safety warning signs missing or poorly printed, X explanatory signs missing or poorly printed, X language of destination country missing, X origin identification missing, X importer name and address missing or poorly printed, X marking or artwork problem: missing content, incorrect format, Harmful edges and sharp points on the packaging, such as X, are damaged, cracked, deformed, and dirty, XX wrong materials or incorrect packaging materials such as stains or dampness X loose packaging X unclear printing X pallet packaging not meeting customer requirements X wooden packaging not meeting regulatory requirements X2) sales packaging inspection size error X packaging error X missing desiccant X wrong hanging bracket X missing hanging bracket X missing buckle or other components X missing accessories X damaged plastic bag X plastic bag error X odor X mold X damp XX safety warning slogans missing or printed Missing or illegible X explanatory warning slogans

3) Appearance and process inspection
Coil with risk of injury X sharp edge X sharp needle or metal foreign matter X small parts in children’s products X peculiar smell X live insects X blood stains X missing official language of destination country X missing place of origin X broken yarn X broken yarn X roving XX color yarn XX spinning XX big belly yarn XX cotton knot XX double needle X broken hole X fabric damage X stain XX oil stain XX water stain XX color difference XX pencil mark XX glue mark XX thread head XX foreign matter XX color difference X fading X poor ironing XX compression deformation X compression tension X crease XX crease XX rough edge XX Broken Thread X Falling Pit X Jumping Thread XX Folding Thread XX Uneven Thread XX Irregular Thread XX Wave Needle XX Loosely Sewing X Poor Return Needle X Missing Date X Misalignment of Date X Missing Sewing X Misalignment of Seam X Relaxed Sewing Tension X Loose Sewing Thread X Needle Tooth Mark XX Entangled Thread XX Burst Crack X Wrinkled Thread XX Twisted Seam X Loose Seam/Edge X Folding Seam X Misalignment of Seam Fold Direction X Seam Slip X Seam Misalignment X Seam Misalignment X Seam Misalignment X Seam Misalignment X Seam Misalignment X Missing Embroidery X Embroidery Misalignment X Broken Embroidery Thread X Misalignment of Embroidery Thread XX Printing Misalignment X X printing mark XX printing displacement XX fading XX printing error X scratch XX coating or electroplating defect XX accessory error X Velcro misalignment X Velcro mismatch X Elevator label missing X Elevator label information error X Elevator label information printing error XX Elevator label information obstructed XX Elevator label not secure XX label front and back misalignment X skewed label XX4) Functional inspection zipper, button, four button, rivet, Malfunction of Velcro and other components X Uneven zipper function XX

5. Data measurement and on-site testing of ISTA IA drop box testing. If safety and functionality deficiencies or important defects are found, the entire batch of assembly testing will be rejected. The product will be assembled according to the instructions and adapted to the corresponding bed type to ensure that the accessories are complete, the assembly instructions are clear, and the product function after assembly is complete. The size and weight of the entire batch of tail boxes must be matched with the outer box printing, with a tolerance of ± 5%. The weight inspection will be based on customer needs, and if there is no need, Define a tolerance of ± 3%. Reject the entire batch size inspection. According to customer requirements, if there are no requirements, record the actual size found. Reject the entire batch of printing for firmness testing. Use 3M 600 plastic bags for testing, and if there is printing detachment. 1. Use 3M plastic bags to adhere to the printer and press firmly for 2.45 degrees to tear off the tape. 3. Check if there is printing detachment on the tape and printing. Reject the entire batch of weight bearing testing. Place a load-bearing disc (100MM diameter in the circle) in the middle and apply a force of 1400N, Continuously for 1 minute, the product should be undamaged, cracked, and still able to be used normally as required. The entire batch of barcodes should be rejected. Scan the barcodes using a barcode scanner to read the barcodes, and check if the numbers and reading values are consistent. The judgment of all defects is for reference only. If the customer has special requirements, the judgment should be based on the customer’s requirements.
Post time: May-11-2023