




Firepunktsskalaen er den viktigste skåringsmetoden for stoffinspeksjon, og det er nødvendig kunnskap og ferdigheter for QC i tekstilindustrien.
Nøkkelord i denne artikkelen: stoffinspeksjon firepunktssystem
01
Hva er firepunktssystemet?
En firepunktsskala kan brukes for vevde strikkede stoffer, med 1-4 poeng fratrukket avhengig av størrelsen og alvorlighetsgraden av defekten

Beregningsmetode: enkeltkastscore = fradragspoeng / kodelengde * 100
Gjennomsnittlig scoringsmetode = totalt fradragspoeng / total kodelengde * 100
Akseptområde: En karakter under 50 poeng per 100 rettlinjede yards, B-karakter over 50 poeng
Beregningsmetode: Etter at hver tøyrull er inspisert, kan du legge sammen de oppnådde poengsummene, og bruke følgende formel for å beregne poengsummen for hver tøyrull per 100 kvadratmeter
Antall poeng per 100 kvadratmeter av en enkelt rull stoff = fradragspoeng * 3600 / (inspiserte yards * effektiv dørbredde tommer)
Gjennomsnittlig poengsum på 100 kvadrat yard = (totalt fradragspoeng * 3600) / (totalt inspisert yard * gjennomsnittlig effektiv dørbredde tommer) Beregningsresultatet er nøyaktig med én desimal.
Akseptområde: En enkelt rull med mindre enn 40 poeng per 100 kvadratmeter er klasse A, og mer enn 40 poeng er klasse B. Gjennomsnittlig poengsum for alle inspiserte stoffer er mindre enn 28 poeng per 100 kvadratmeter. Ovennevnte vilkår må oppfylles samtidig, selv om en enkelt rull er mindre enn hver 40. poeng per 100 kvadratmeter, men alle inspeksjonsstoffer fortsatt er mer enn 28 poeng per 100 kvadratmeter, blir konklusjonen også bedømt som ukvalifisert. Ulike stoffer kan ha ulike krav til kvalifiserende poeng, og kvalifiserende poeng kan også spesifiseres av kjøper og leverandør etter avtale.
02
Prinsipper for bruk av firepunktsskalaen
· Fradraget for alle varp- og veftdefekter skal ikke overstige 4 poeng;
· 4 poeng per yard for kontinuerlige/sykliske defekter (>9 tommer);
· 4 poeng vil bli trukket for hull, smale stykker, sømmer og andre defekter i full bredde;
· For alvorlige defekter vil hver yard med defekter bli vurdert til 4 poeng, slik som alle hull vil bli vurdert til 4 poeng uavhengig av diameter, og alle hull større enn pinholes vil bli trukket fra 4 poeng;
· For kontinuerlige defekter, slik som: trinn, kant-til-kant kromatisk aberrasjon, smale eller uregelmessige stoffbredder, bretter, ujevn farging av stoffer, skal 4 poeng trekkes fra per meter med defekter;
· For stoffer med en bredde større enn 64-66 tommer, kan fradraget for hver yard i rett yard-poengsum økes med mer enn 4 poeng proporsjonalt;
· Defekter innenfor en tomme av kanten på begge sider vil ikke bli skåret unntatt skade;
Lengden på defekten beregnes i henhold til maksimal retning for renning eller veft. Når to eller flere defekter blandes sammen, beregnes enheten for den største defekten;
· Med mindre annet er spesifisert, er det vanligvis bare forsiden av kluten som må inspiseres. For vanlig vevde stoffer er forskyvningssiden forsiden. For twill stoffer er venstre bias positiv. For trådstoffer er riktig avlasting positiv. For satengstoffer er satengsiden positiv. Komposittstoffet bør bekreftes med gjesten på forhånd. Ikke bland sammen fordeler og ulemper. Hvis det er defekter på baksiden av stoffet som påvirker den positive effekten, skåres graden av påvirkning;
· For defekter med intermitterende eller små spredte avstander, hvis de respektive måleskårene er større enn de totale måleskårene, skal den totale måleskåren beregnes;
· Beregningsmetode for strimler: en eller innslags- (varp) retningsdefekten til maskinen, bredden er mindre enn en centimeter, og hver centimeter er mer enn en centimeter. Én centimeter regnes som én.
03
Prøvetaking
Prøvekontroll, 100 % av varene skal være ferdigstilt, 80 % av det emballerte, hentet fra selve pakkelisten eller kodeliste fra fabrikk eller leverandør.
Antall prøver:
· 10 %, 20 % av leveringsmengden;
· Eller ta kvadratroten av antall forsendelser og gang med 10;
· Når leveringsmengden er mindre enn 1000 yards, full inspeksjon.
04
Testmetode
· Inspeksjonsavstanden er ca. 1 yard, og lyskildekravene: overflatebelysningsstyrken er minst 1075 lux, og installasjonen er parallell med dukoverflaten.
· Forslag:
lys eller tynn klut, legg et stykke tøy mellom kluten og klutinspeksjonsskråplaten før inspeksjon.

· Visuell inspeksjon inspeksjonsomfang: stoffdefekter som vevefarging og trykking, struktur og materialer i generelt utseende, etc., farge, bredde, rullelengde, veftbue og veftskjevhet, emballasje og merking.
· Utseende kan være basert på kundens referanseprøve, sjekk hovedsakelig stilen, mønsteret og effekten for å sjekke det trykte jacquardmønsteret i minst en syklus.
· Struktur:
Hvis kunden trenger det, kan du prøve å teste fibersammensetning, garntype, garnantall.
·Material håndfølelse:
Sjekk om hånden på kluten er hard eller myk, tykk eller tynn til sammenligning. Hvis det er en relativt åpenbar forskjell, bør det noteres på rapporten og registreres i materialkolonnen som avvik, og det bør tas prøver av ulik håndfølelse. Hvis mulig Prøver kan sammenligne håndfølelsen til forskjellige ruller av samme batch.
05
Kontrollpunkt
· Rullelengde og -bredde
Hvis forskjellen mellom den faktiske lengden på en enkelt rull og lengden på etiketten er større enn 2 %, reduseres enkeltrullen til et annenklasses produkt;
Hvis summen av den totale lengden av alle inspiserte ruller er mindre enn 1 % av den nominelle totale lengden, skal det rapporteres, og hele partiet kan nedgraderes;
Mål den effektive dørbredden 3 ganger på henholdsvis hodet, midten og bakenden. Vanligvis aksepterer ikke kunder smal bredde, og bredden på elastisk veftstoff er mindre enn 2%.
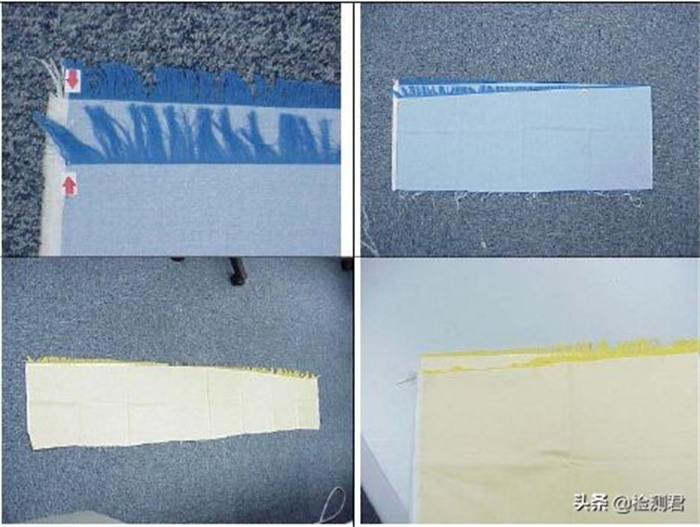
· Innslag skrå og bueinnslag
Skjær duken langs veftretningen, så langt som mulig nær innslagsretningen;
Fjern veftgarnene en etter en;
inntil en fullstendig veft er trukket;

Brett i to langs renningen, med kantene i flukt, og mål avstanden mellom høyeste punkt og laveste punkt.
Stoffvekt
Vei minst to prøver fra forskjellige spoler for hver inspeksjon:
· <10 OZ/SQ.YD: +/-5 %;
· >10OZ/SQ.YD: +/-3%.
Forholdsregler for emballasje av stoff
· Passende tykkelse og styrke på papirrøret;
· Den indre diameteren til papirtønnen;
· Lengde på papirfat;
· Unngå for løs og for stram
Innleggstid: 14. august 2022