




ਲੱਕੜ ਦੇ ਉਤਪਾਦ ਕੱਚੇ ਮਾਲ ਦੇ ਤੌਰ 'ਤੇ ਲੱਕੜ ਦੇ ਬਣੇ ਉਤਪਾਦਾਂ ਨੂੰ ਕਹਿੰਦੇ ਹਨ, ਹਾਰਡਵੇਅਰ ਉਪਕਰਣਾਂ ਨਾਲ ਇਕੱਠੇ ਕੀਤੇ ਗਏ, ਪੇਂਟ ਕੀਤੇ ਅਤੇ ਚਿਪਕਾਏ ਹੋਏ। ਲੱਕੜ ਦੇ ਉਤਪਾਦ ਸਾਡੇ ਜੀਵਨ ਨਾਲ ਨੇੜਿਓਂ ਜੁੜੇ ਹੋਏ ਹਨ, ਲਿਵਿੰਗ ਰੂਮ ਵਿੱਚ ਸੋਫੇ ਤੋਂ ਲੈ ਕੇ ਕਮਰੇ ਵਿੱਚ ਬਿਸਤਰੇ ਤੱਕ, ਜਿੰਨਾ ਛੋਟਾ ਚੋਪਸਟਿਕਸ ਅਸੀਂ ਆਮ ਤੌਰ 'ਤੇ ਭੋਜਨ ਲਈ ਵਰਤਦੇ ਹਾਂ। , ਇਸਦੀ ਗੁਣਵੱਤਾ ਅਤੇ ਸੁਰੱਖਿਆ ਦਾ ਸਬੰਧ ਹੈ, ਅਤੇ ਲੱਕੜ ਦੇ ਉਤਪਾਦਾਂ ਦਾ ਨਿਰੀਖਣ ਅਤੇ ਜਾਂਚ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਮਹੱਤਵਪੂਰਨ ਹੈ। ਹਾਲ ਹੀ ਦੇ ਸਾਲਾਂ ਵਿੱਚ, ਚੀਨ ਤੋਂ ਨਿਰਯਾਤ ਕੀਤੇ ਗਏ ਲੱਕੜ ਦੇ ਉਤਪਾਦ, ਜਿਵੇਂ ਕਿ ਅਲਮਾਰੀ, ਕੁਰਸੀਆਂ, ਅਤੇ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਪਲਾਂਟ ਦੇ ਰੈਕ, ਐਮਾਜ਼ਾਨ ਦੇ ਈ-ਕਾਮਰਸ ਪਲੇਟਫਾਰਮ ਵਰਗੇ ਵਿਦੇਸ਼ੀ ਬਾਜ਼ਾਰਾਂ ਵਿੱਚ ਵੀ ਬਹੁਤ ਮਸ਼ਹੂਰ ਹਨ। ਤਾਂ ਲੱਕੜ ਦੇ ਉਤਪਾਦਾਂ ਦੀ ਜਾਂਚ ਕਿਵੇਂ ਕਰੀਏ? ਲੱਕੜ ਦੇ ਉਤਪਾਦਾਂ ਦੇ ਨਿਰੀਖਣ ਦੇ ਮਿਆਰ ਅਤੇ ਆਮ ਨੁਕਸ ਕੀ ਹਨ?

ਲੱਕੜ ਦੇ ਉਤਪਾਦਾਂ ਅਤੇ ਲੱਕੜ ਦੇ ਫਰਨੀਚਰ ਦਾ ਨਿਰੀਖਣ
1. ਲੱਕੜ ਦੇ ਉਤਪਾਦਾਂ ਲਈ ਆਮ ਨਿਰੀਖਣ ਵਿਧੀਆਂ
2. ਲੱਕੜ ਦੇ ਫਰਨੀਚਰ ਦੇ ਨਿਰੀਖਣ ਦੇ ਮਿਆਰ ਅਤੇ ਲੋੜਾਂ
3. ਲੱਕੜ ਦੇ ਫਰਨੀਚਰ ਅਸੈਂਬਲੀ ਨਿਰੀਖਣ ਮਿਆਰ
4. ਹਾਰਡਵੇਅਰ ਨਿਰੀਖਣ ਮਿਆਰ
5.Carton ਨਿਰੀਖਣ ਮਿਆਰ
1. ਲੱਕੜ ਦੇ ਉਤਪਾਦਾਂ ਦੀ ਆਮ ਨਿਰੀਖਣ ਵਿਧੀ
1. ਗਾਹਕ ਦੇ ਦਸਤਖਤ ਦੇ ਅਨੁਸਾਰ ਨਮੂਨੇ ਦੀ ਜਾਂਚ ਕਰੋ. ਜੇਕਰ ਕੋਈ ਨਮੂਨਾ ਨਹੀਂ ਹੈ, ਤਾਂ ਗਾਹਕ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤੀਆਂ ਗਈਆਂ ਸਪਸ਼ਟ ਤਸਵੀਰਾਂ ਅਤੇ ਉਤਪਾਦ ਨਿਰਦੇਸ਼ਾਂ ਦੇ ਅਨੁਸਾਰ ਇਸਦੀ ਜਾਂਚ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ.
2. ਨਿਰੀਖਣ ਦੀ ਮਾਤਰਾ: ਜੇਕਰ ਗਾਹਕ ਦੀਆਂ ਕੋਈ ਖਾਸ ਲੋੜਾਂ ਨਹੀਂ ਹਨ, ਤਾਂ ਨਮੂਨਾ ਨਿਰੀਖਣ AQL ਮਿਆਰ ਦੇ ਅਨੁਸਾਰ ਕੀਤਾ ਜਾਵੇਗਾ।
3. ਨਿਰੀਖਣ ਵਾਤਾਵਰਣ: ਅੰਬੀਨਟ ਰੋਸ਼ਨੀ ਦੀ ਚਮਕ 600-1000LUX ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਅਤੇ ਰੋਸ਼ਨੀ ਦਾ ਸਰੋਤ ਪ੍ਰੀਖਿਆਕਰਤਾ ਦੇ ਸਿਰ ਤੋਂ ਉੱਚਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ; ਵਾਤਾਵਰਣ ਦੇ ਆਲੇ ਦੁਆਲੇ ਕੋਈ ਪ੍ਰਤੀਬਿੰਬ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ; ਮਨੁੱਖੀ ਅੱਖ ਅਤੇ ਮਾਪੀ ਜਾਣ ਵਾਲੀ ਵਸਤੂ ਵਿਚਕਾਰ ਦੂਰੀ 40 ਸੈਂਟੀਮੀਟਰ ਰੱਖੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਅਤੇ ਮਾਪੀ ਜਾਣ ਵਾਲੀ ਵਸਤੂ ਦਾ ਕੋਣ 40 ਸੈਂਟੀਮੀਟਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। 45° (ਤਸਵੀਰ ਵਿੱਚ)
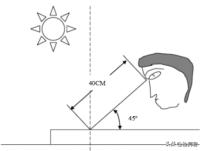
ਵਾਤਾਵਰਣ ਦੀ ਜਾਂਚ ਕਰੋ
2. ਲੱਕੜ ਦੇ ਫਰਨੀਚਰ ਲਈ ਨਿਰੀਖਣ ਮਾਪਦੰਡ ਅਤੇ ਲੋੜਾਂ
1. ਵਿਜ਼ੂਅਲ ਨਿਰੀਖਣ
a ਸਾਹਮਣੇ ਵਾਲੀ ਸਤ੍ਹਾ ਸਮਤਲ, ਅਸਮਾਨਤਾ ਤੋਂ ਬਿਨਾਂ ਅਤੇ ਸਪਾਈਕਸ ਤੋਂ ਬਿਨਾਂ ਹੈ। ਬੀ. ਦੂਜੇ ਪਾਸੇ ਫਲੈਟ ਹਨ, ਰੰਗ ਇਕਸਾਰ ਹੈ, ਸਾਹਮਣੇ ਦੇ ਨਾਲ ਕੋਈ ਰੰਗ ਅੰਤਰ ਨਹੀਂ ਹੈ, ਕੋਈ ਅਸ਼ੁੱਧੀਆਂ ਨਹੀਂ ਹਨ, ਫੋਮ ਪ੍ਰਿੰਟਿੰਗ ਨਹੀਂ ਹੈ. c. ਸਮਾਨ ਕਿਸਮ ਦੇ ਉਤਪਾਦ ਦੇ ਬੈਚਾਂ ਦੇ ਵਿਚਕਾਰ ਰੰਗ ਦਾ ਅੰਤਰ 5% ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋ ਸਕਦਾ ਹੈ, ਅਤੇ ਕੋਈ ਵੀ ਉਲਟ ਵਰਤਾਰੇ ਨਹੀਂ ਹਨ ਜਿਵੇਂ ਕਿ ਤਲ, ਛਿੱਲਣਾ, ਬੁਲਬਲੇ, ਝੁਲਸਣਾ, ਮੁਹਾਸੇ, ਸੰਤਰੇ ਦੇ ਛਿਲਕੇ, ਪਿਟਿੰਗ, ਫੋਮ ਦੇ ਨਿਸ਼ਾਨ, ਅਸ਼ੁੱਧੀਆਂ, ਆਦਿ। ਕੋਈ ਨੁਕਸ ਨਹੀਂ ਜਿਵੇਂ ਕਿ ਬੰਪ, ਬਹੁਤ ਜ਼ਿਆਦਾ ਕਿਨਾਰੇ ਅਤੇ ਕੋਨੇ, ਇਕਸਾਰ ਮੋਟਾਈ, ਕੋਈ ਵਿਗਾੜ ਨਹੀਂ। ਈ. 3mm ਦੇ 3 ਤੋਂ ਵੱਧ ਅਵਤਲ ਬਿੰਦੂ ਨਹੀਂ ਹੋਣੇ ਚਾਹੀਦੇ, ਅਤੇ 10cm2 ਦੇ ਅੰਦਰ ਇਕੱਠੇ ਨਹੀਂ ਹੋਣਗੇ; ਕੋਈ ਬੰਪ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀ ਹੈ.
2. ਉਤਪਾਦ ਦਾ ਆਕਾਰ, ਮੋਟਾਈ, ਭਾਰ ਟੈਸਟ
ਉਤਪਾਦ ਨਿਰਧਾਰਨ ਜਾਂ ਗਾਹਕ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤੇ ਗਏ ਨਮੂਨੇ ਦੇ ਟੈਸਟ ਦੇ ਅਨੁਸਾਰ, ਸਿੰਗਲ ਉਤਪਾਦ ਦਾ ਆਕਾਰ, ਉਤਪਾਦ ਦੀ ਮੋਟਾਈ, ਉਤਪਾਦ ਦਾ ਭਾਰ, ਬਾਹਰੀ ਬਾਕਸ ਦਾ ਆਕਾਰ, ਬਾਹਰੀ ਬਾਕਸ ਦਾ ਕੁੱਲ ਵਜ਼ਨ, ਜੇ ਗਾਹਕ ਵਿਸਤ੍ਰਿਤ ਸਹਿਣਸ਼ੀਲਤਾ ਲੋੜਾਂ ਪ੍ਰਦਾਨ ਨਹੀਂ ਕਰਦਾ ਹੈ, ਤਾਂ +/-3% ਸਹਿਣਸ਼ੀਲਤਾ ਦੀ ਵਰਤੋਂ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ।
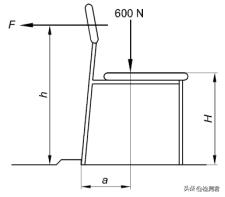
3. ਸਥਿਰ ਲੋਡ ਟੈਸਟਿੰਗ
ਬਹੁਤ ਸਾਰੇ ਫਰਨੀਚਰ ਨੂੰ ਸ਼ਿਪਮੈਂਟ ਤੋਂ ਪਹਿਲਾਂ ਸਥਿਰ ਲੋਡ ਦੀ ਜਾਂਚ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਮੇਜ਼, ਕੁਰਸੀਆਂ, ਕੁਰਸੀਆਂ, ਰੈਕ, ਆਦਿ।
ਟੈਸਟ ਵਿਧੀ: ਟੈਸਟ ਕੀਤੇ ਉਤਪਾਦ ਦੇ ਲੋਡ-ਬੇਅਰਿੰਗ ਹਿੱਸਿਆਂ 'ਤੇ ਇੱਕ ਖਾਸ ਭਾਰ ਲੋਡ ਕਰੋ, ਜਿਵੇਂ ਕਿ ਕੁਰਸੀ ਦੀ ਸੀਟ, ਬੈਕਰੇਸਟ, ਆਰਮਰੇਸਟ, ਆਦਿ। ਉਤਪਾਦ ਨੂੰ ਉਲਟਾ, ਟਿਪਿਆ, ਫਟਿਆ, ਵਿਗੜਿਆ, ਆਦਿ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਟੈਸਟ ਤੋਂ ਬਾਅਦ, ਇਹ ਹੋਵੇਗਾ। ਕਾਰਜਾਤਮਕ ਵਰਤੋਂ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਨਹੀਂ ਕਰਦਾ।
4. ਸਥਿਰਤਾ ਟੈਸਟ
ਲੱਕੜ ਦੇ ਫਰਨੀਚਰ ਦੇ ਲੋਡ-ਬੇਅਰਿੰਗ ਹਿੱਸਿਆਂ ਨੂੰ ਵੀ ਨਿਰੀਖਣ ਦੌਰਾਨ ਸਥਿਰਤਾ ਲਈ ਟੈਸਟ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਕੁਰਸੀ ਦੀਆਂ ਸੀਟਾਂ, ਬੈਕਰੇਸਟ ਅਤੇ ਸੋਫੇ ਦੀਆਂ ਪਿੱਠਾਂ।
ਟੈਸਟ ਵਿਧੀ: ਉਤਪਾਦ ਨੂੰ ਖਿੱਚਣ ਲਈ ਇੱਕ ਖਾਸ ਪੱਧਰ ਦੀ ਤਾਕਤ ਦੀ ਵਰਤੋਂ ਕਰੋ ਅਤੇ ਵੇਖੋ ਕਿ ਕੀ ਇਹ ਡੰਪ ਕੀਤਾ ਗਿਆ ਹੈ। (ਵੱਖ-ਵੱਖ ਉਤਪਾਦ, ਵਰਤੀ ਗਈ ਵਸਤੂ ਦਾ ਭਾਰ, ਕੇਬਲ ਦੀ ਦੂਰੀ ਅਤੇ ਕੇਬਲ ਦੀ ਤਾਕਤ ਵੱਖ-ਵੱਖ ਹਨ।)
ਕੁਰਸੀ ਸਥਿਰਤਾ ਟੈਸਟ
5. ਸ਼ੇਕ ਟੈਸਟ
ਨਮੂਨੇ ਦੇ ਇਕੱਠੇ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਇਸਨੂੰ ਇੱਕ ਖਿਤਿਜੀ ਪਲੇਟ 'ਤੇ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਅਧਾਰ ਨੂੰ ਸਵਿੰਗ ਕਰਨ ਦੀ ਆਗਿਆ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।
6. ਗੰਧ ਟੈਸਟ
ਸਾਰੇ ਨਮੂਨੇ ਵਾਲੇ ਉਤਪਾਦ ਕੋਝਾ ਜਾਂ ਤਿੱਖੀ ਗੰਧ ਤੋਂ ਮੁਕਤ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ।
7. ਬਾਰਕੋਡ ਸਕੈਨਿੰਗ ਟੈਸਟ
ਉਤਪਾਦ ਲੇਬਲ ਅਤੇ ਬਾਹਰੀ ਪੈਕੇਜਿੰਗ ਲੇਬਲ ਬਾਰਕੋਡ ਸਕੈਨਰਾਂ ਦੁਆਰਾ ਸਕੈਨ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ ਅਤੇ ਸਕੈਨ ਦੇ ਨਤੀਜੇ ਸਹੀ ਹਨ।
8. ਸਦਮਾ ਟੈਸਟ
ਇੱਕ ਖਾਸ ਭਾਰ ਅਤੇ ਆਕਾਰ ਦਾ ਇੱਕ ਲੋਡ ਜੋ ਇੱਕ ਖਾਸ ਉਚਾਈ 'ਤੇ ਫਰਨੀਚਰ ਵਾਲੀ ਸਤਹ 'ਤੇ ਸੁਤੰਤਰ ਰੂਪ ਵਿੱਚ ਡਿੱਗਦਾ ਹੈ। ਟੈਸਟ ਤੋਂ ਬਾਅਦ, ਅਧਾਰ ਨੂੰ ਚੀਰ ਜਾਂ ਵਿਗਾੜ ਹੋਣ ਦੀ ਆਗਿਆ ਨਹੀਂ ਹੈ, ਜੋ ਵਰਤੋਂ ਨੂੰ ਪ੍ਰਭਾਵਤ ਨਹੀਂ ਕਰੇਗੀ।
9. ਨਮੀ ਟੈਸਟ
ਲੱਕੜ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਨਮੀ ਦੀ ਸਮਗਰੀ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਇੱਕ ਮਿਆਰੀ ਨਮੀ ਟੈਸਟਰ ਦੀ ਵਰਤੋਂ ਕਰੋ।
ਟੈਸਟ ਵਿਧੀ: ਗਿੱਲੇ ਟੈਸਟਰ ਨੂੰ ਲਾਈਨਾਂ ਦੇ ਨਾਲ ਲਗਭਗ 6mm ਡੂੰਘਾਈ ਵਿੱਚ ਪਾਓ (ਜੇਕਰ ਇਹ ਇੱਕ ਗੈਰ-ਸੰਪਰਕ ਉਪਕਰਣ ਹੈ, ਤਾਂ ਟੈਸਟਰ ਨੂੰ ਟੈਸਟ ਦੀ ਸਤ੍ਹਾ ਦੇ ਨੇੜੇ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ), ਅਤੇ ਫਿਰ ਨਤੀਜਾ ਪੜ੍ਹੋ।
ਲੱਕੜ ਦੀ ਨਮੀ ਦੀ ਸਮਗਰੀ ਲਈ ਲੋੜਾਂ: ਜਦੋਂ ਲੱਕੜ ਦੀ ਨਮੀ ਦੀ ਮਾਤਰਾ ਬਹੁਤ ਬਦਲ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਲੱਕੜ ਦੇ ਅੰਦਰ ਅਸਮਾਨ ਅੰਦਰੂਨੀ ਤਣਾਅ ਪੈਦਾ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਲੱਕੜ ਦੀ ਦਿੱਖ ਵਿੱਚ ਵੱਡੇ ਨੁਕਸ ਜਿਵੇਂ ਕਿ ਵਿਗਾੜ, ਵਾਰਪੇਜ ਅਤੇ ਤਰੇੜਾਂ ਆਉਂਦੀਆਂ ਹਨ। ਆਮ ਤੌਰ 'ਤੇ, Jiangsu ਅਤੇ Zhejiang ਖੇਤਰਾਂ ਵਿੱਚ ਠੋਸ ਲੱਕੜ ਦੀ ਨਮੀ ਦੀ ਸਮਗਰੀ ਨੂੰ ਨਿਮਨਲਿਖਤ ਮਾਪਦੰਡਾਂ ਦੇ ਅਨੁਸਾਰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ: ਠੋਸ ਲੱਕੜ ਸਮੱਗਰੀ ਦੀ ਤਿਆਰੀ ਭਾਗ ਨੂੰ 6 ਅਤੇ 8 ਦੇ ਵਿਚਕਾਰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਮਸ਼ੀਨਿੰਗ ਸੈਕਸ਼ਨ ਅਤੇ ਅਸੈਂਬਲੀ ਸੈਕਸ਼ਨ ਨੂੰ 8 ਅਤੇ 10 ਦੇ ਵਿਚਕਾਰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਨਮੀ ਦੀ ਸਮੱਗਰੀ ਤਿੰਨਾਂ ਵਿੱਚੋਂ ਪਲਾਈਵੁੱਡ ਨੂੰ 6 ਅਤੇ 12 ਦੇ ਵਿਚਕਾਰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਮਲਟੀ-ਲੇਅਰ ਪਲਾਈਵੁੱਡ, ਪਾਰਟੀਕਲਬੋਰਡ ਅਤੇ ਮੱਧਮ ਘਣਤਾ ਵਾਲੇ ਫਾਈਬਰਬੋਰਡ ਹਨ 6 ਅਤੇ 10 ਦੇ ਵਿਚਕਾਰ ਨਿਯੰਤਰਿਤ। ਆਮ ਉਤਪਾਦਾਂ ਦੀ ਨਮੀ ਨੂੰ 12 ਤੋਂ ਹੇਠਾਂ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ

ਲੱਕੜ ਉਤਪਾਦ ਨਮੀ ਟੈਸਟ
10. ਟ੍ਰਾਂਸਪੋਰਟ ਡਰਾਪ ਟੈਸਟ (ਨਾਜ਼ੁਕ ਚੀਜ਼ਾਂ ਲਈ ਨਹੀਂ)
ਡ੍ਰੌਪ ਟੈਸਟ ISTA 1A ਸਟੈਂਡਰਡ ਦੇ ਅਨੁਸਾਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਇੱਕ ਬਿੰਦੂ, ਤਿੰਨ ਪਾਸੇ ਅਤੇ ਛੇ ਪਾਸਿਆਂ ਦੇ ਸਿਧਾਂਤ ਦੇ ਅਨੁਸਾਰ, ਉਤਪਾਦ ਨੂੰ ਇੱਕ ਨਿਸ਼ਚਿਤ ਉਚਾਈ ਤੋਂ 10 ਵਾਰ ਸੁੱਟਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਉਤਪਾਦ ਅਤੇ ਪੈਕੇਜਿੰਗ ਘਾਤਕ ਅਤੇ ਗੰਭੀਰ ਸਮੱਸਿਆਵਾਂ ਤੋਂ ਮੁਕਤ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਇਸ ਟੈਸਟ ਦੀ ਵਰਤੋਂ ਮੁੱਖ ਤੌਰ 'ਤੇ ਉਤਪਾਦ ਨੂੰ ਸੰਭਾਲਣ ਦੌਰਾਨ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਅਤੇ ਦੁਰਘਟਨਾ ਦੇ ਝਟਕਿਆਂ ਦਾ ਵਿਰੋਧ ਕਰਨ ਲਈ ਉਤਪਾਦ ਦੀ ਯੋਗਤਾ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
3. ਲੱਕੜ ਦੇ ਫਰਨੀਚਰ ਅਸੈਂਬਲੀ ਨਿਰੀਖਣ ਮਾਪਦੰਡ
ਬਹੁਤ ਸਾਰੇ ਲੱਕੜ ਦੇ ਫਰਨੀਚਰ ਲਈ, ਅੰਤਿਮ ਖਪਤਕਾਰਾਂ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤੇ ਉਤਪਾਦ ਅਰਧ-ਮੁਕੰਮਲ ਉਤਪਾਦ ਹੁੰਦੇ ਹਨ, ਜਿਨ੍ਹਾਂ ਨੂੰ ਖਪਤਕਾਰਾਂ ਦੁਆਰਾ ਆਪਣੇ ਆਪ ਸਥਾਪਤ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਮਾਲ ਦੀ ਜਾਂਚ ਕਰਦੇ ਸਮੇਂ, ਇੰਸਪੈਕਟਰਾਂ ਨੂੰ ਸਮੱਗਰੀ, ਭਾਗਾਂ, ਹਾਰਡਵੇਅਰ, ਪ੍ਰਕਿਰਿਆਵਾਂ, ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ, ਨਿਰਦੇਸ਼ਾਂ ਅਤੇ ਹੋਰ ਸੰਬੰਧਿਤ ਉਪਕਰਣਾਂ ਨੂੰ ਵੱਖਰਾ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਮੈਨੂਅਲ ਵਿੱਚ ਦਿੱਤੇ ਕਦਮਾਂ ਦੇ ਅਨੁਸਾਰ ਉਤਪਾਦ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸਥਾਪਿਤ ਕਰੋ, ਉਦੇਸ਼ ਇਹ ਜਾਂਚ ਕਰਨਾ ਹੈ ਕਿ ਕੀ ਉਤਪਾਦ ਬਣਤਰ ਅਤੇ ਨਿਰਮਾਣ ਸ਼ੁੱਧਤਾ ਨਾਕਾਫ਼ੀ ਹੈ, ਅਤੇ ਮੈਨੂਅਲ ਦੇ ਸਹੀ ਸੰਚਾਲਨ ਦੀ ਪੁਸ਼ਟੀ ਕਰਨਾ ਵੀ ਹੈ।
ਅਸੈਂਬਲੀ ਸਿਧਾਂਤ:ਸੰਘਣਾ, ਫਲੈਟ, ਫਰਮ, ਸਹੀ
ਅਸੈਂਬਲੀ ਜਨਰਲ ਨਿਰੀਖਣ ਮਿਆਰ:
1. ਸਾਰੀਆਂ ਸਹਾਇਕ ਉਪਕਰਣ ਅਸੈਂਬਲੀ ਤੋਂ ਪਹਿਲਾਂ ਸਹੀ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ, ਜਿਸ ਵਿੱਚ ਸਮੱਗਰੀ, ਭਾਗ, ਹਾਰਡਵੇਅਰ, ਪ੍ਰਕਿਰਿਆਵਾਂ, ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ, ਹਦਾਇਤਾਂ ਆਦਿ ਦਾ ਸਹੀ ਮੇਲ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ;
2. ਸਾਰੇ ਅਸੈਂਬਲੀ ਜੋੜਾਂ ਨੂੰ ਕੱਸ ਕੇ ਜੋੜਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਪੱਕਾ ਅਤੇ ਚੀਰ ਤੋਂ ਮੁਕਤ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ, ਡੈਟਮ ਪਲੇਨ ਸਮਤਲ ਹੈ, ਸਹੀ ਦਿਸ਼ਾ ਵਿੱਚ ਰੱਖਿਆ ਗਿਆ ਹੈ, ਸੰਬੰਧਿਤ ਵਿਕਰਣ ਰੇਖਾਵਾਂ ਬਰਾਬਰ ਹਨ, ਅਤੇ ਸਮਮਿਤੀ ਅਤੇ ਇਕਸੁਰਤਾ ਨਾਲ;
3. ਸਾਰੇ ਇਕੱਠੇ ਕੀਤੇ ਗੂੰਦਾਂ ਨੂੰ ਗੁਣਵੱਤਾ ਦੀਆਂ ਲੋੜਾਂ ਅਨੁਸਾਰ ਸਹੀ ਢੰਗ ਨਾਲ ਵਰਤਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ;
4. ਸਾਰੇ ਅਸੈਂਬਲੀ ਭਾਗਾਂ ਦੇ ਕੁਨੈਕਸ਼ਨ ਦੇ ਹਿੱਸੇ ਗੂੰਦ ਵਾਲੇ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ, ਅਤੇ ਗੂੰਦ ਨੂੰ ਬਰਾਬਰ ਅਤੇ ਢੁਕਵੇਂ ਰੂਪ ਵਿੱਚ ਲਾਗੂ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਅਸੈਂਬਲੀ ਤੋਂ ਬਾਅਦ, ਚਾਰੇ ਪਾਸੇ ਗੂੰਦ ਭਰ ਜਾਂਦੀ ਹੈ;
5. ਗਲੂਇੰਗ ਵਿਧੀ: ਗਲੂਇੰਗ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਏਅਰ ਗਨ ਨਾਲ ਚਿਪਕਾਏ ਜਾਣ ਵਾਲੇ ਹਿੱਸਿਆਂ ਦੀ ਧੂੜ ਨੂੰ ਉਡਾ ਦਿਓ। ਹਵਾ ਵਿੱਚ ਗੂੰਦ ਨੂੰ ਇੱਕ ਰਿੰਗ ਵਿੱਚ ਵੰਡਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਸਾਰੀਆਂ ਚਾਰ ਕੰਧਾਂ ਚਿਪਕੀਆਂ ਹੋਈਆਂ ਹਨ; ਲੰਬੇ ਮੋਰੀ (ਮਦਰ ਟੈਨਨ) ਗੂੰਦ ਨੂੰ ਮੋਰਟਿਸ ਅਤੇ ਟੇਨਨ ਦੀਆਂ ਦੋਵੇਂ ਪਾਸੇ ਦੀਆਂ ਕੰਧਾਂ 'ਤੇ ਵੱਡੇ 'ਤੇ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ; ਵੱਡੇ ਨਰ ਟੈਨਨ ਮੋਢੇ ਵਾਲੇ ਹਿੱਸਿਆਂ ਨੂੰ ਗੂੰਦ ਨਾਲ ਲੇਪਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ;
6. ਡੁੱਲ੍ਹੇ ਹੋਏ ਗੂੰਦ ਨੂੰ ਸਮੇਂ ਸਿਰ ਸਾਫ਼ ਕਰ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਕੋਈ ਵੀ ਬਚਿਆ ਹੋਇਆ ਗੂੰਦ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ ਜੋ ਪੇਂਟਿੰਗ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰੇ।
ਅਸੈਂਬਲੀ ਦੀਆਂ ਲੋੜਾਂ:1. ਉਲਟ ਪਾਸੇ ਦੀ ਲੰਬਾਈ ਦੀ ਤਰੁਟੀ ਦੀ ਵਿਕਰਣ ਲੰਬਾਈ ਲਈ ਹਵਾਲਾ ਮਿਆਰ: ≥1000 ≤1.5 <1000 ≤1.0, ਉਦਾਹਰਨ ਲਈ: ਜੇ ਕਰਬ ਹੈੱਡਬੋਰਡ ਅਤੇ ਗਾਰਡਰੇਲ ਦਾ ਵਿਕਰਣ ਆਮ ਤੌਰ 'ਤੇ 1000mm - 1400mm ਦੇ ਅੰਦਰ ਹੈ, ਤਾਂ ਗਲਤੀ ਵਿਕਰਣ ਲੰਬਾਈ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। 1.5mm ਹੇਠਾਂ ਨਿਯੰਤਰਿਤ. 2. ਟੁਕੜੇ (ਪੈਨਲ) ਦਾ ਵਾਰਪੇਜ, 700≤ਡਾਇਗੋਨਲ ਲੰਬਾਈ<1400≤1.5, ਵਿਕਰਣ ਲੰਬਾਈ<700≤1.0, ਉਦਾਹਰਨ ਲਈ: ਗਾਰਡਰੇਲ ਜਾਂ ਬੈੱਡ ਦੇ ਸਿਰ ਨੂੰ ਇੱਕ ਲੇਟਵੇਂ ਸੰਦਰਭ ਪਲੇਨ 'ਤੇ ਰੱਖੋ, ਆਮ ਤੌਰ 'ਤੇ ਚਾਰ ਕੋਨੇ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ। ਸਥਿਰ ਰਹੋ, ਜੇਕਰ ਇੱਕ ਜਾਂ ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਵਾਰਪੇਜ ਹੈ, ਤਾਂ ਇਸ ਵਾਰਪੇਜ ਦੀ ਰੇਂਜ ਨੂੰ ਹੇਠਾਂ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ 1.5 ਮਿਲੀਮੀਟਰ 3. ਫੁੱਟ ਸਥਿਰਤਾ ਮਿਲੀਮੀਟਰ ≤ 1.5; ਉਦਾਹਰਨ ਲਈ: ਇੱਕ ਅਸੈਂਬਲਡ ਬੈੱਡ ਜਾਂ ਫਰਨੀਚਰ ਨੂੰ ਜ਼ਮੀਨ ਦੇ ਸਮਾਨਾਂਤਰ ਹੋਣ ਲਈ ਚਾਰ ਫੁੱਟ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਪਰ ਜੇਕਰ ਜੰਗੀ ਹੋਣ ਦੀ ਸਥਿਤੀ ਹੈ, ਤਾਂ ਰੇਂਜ 1.5mm ਤੋਂ ਹੇਠਾਂ ਕੰਟਰੋਲ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ। 4. ਨਾਲ ਲੱਗਦੀ ਸਾਈਡ ਲੰਬਕਾਰੀ ਮਿ.ਮੀ. ਪੈਨਲ ਵਿਕਰਣ ਲੰਬਾਈ ≥1000 ≤1.5, <1000 ≤1.0, ਅਸੈਂਬਲ ਕੀਤੇ ਫਰਨੀਚਰ ਅਤੇ ਜ਼ਮੀਨ ਦੇ ਚਾਰ ਕੋਨਿਆਂ ਦੇ ਝੁੱਗੀ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ, ਅਤੇ ਵਿਕਰਣ ਦੀ ਤੁਲਨਾ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਮੁੱਲ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ।

ਇਨਡੋਰ ਪਲਾਂਟ ਰੈਕ
4. Hਆਰਡਵੇਅਰ ਨਿਰੀਖਣ ਮਾਪਦੰਡ
1. ਨਿਰਧਾਰਨ ਅਤੇ ਮਾਪ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ, ਪੇਚਾਂ ਦੀ ਲੰਬਾਈ ਦੀ ਆਗਿਆਯੋਗ ਵਿਵਹਾਰ ±1 ਮਿਲੀਮੀਟਰ ਹੈ, ਨਹੁੰ ਦੀਆਂ ਟੋਪੀਆਂ ਗੋਲ ਹੋਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ, ਬਿਨਾਂ ਚੀਰ ਦੇ, ਦੰਦਾਂ ਦਾ ਪੱਧਰ ਸਪਸ਼ਟ ਹੈ, ਨਰ ਅਤੇ ਮਾਦਾ ਸੁਤੰਤਰ ਤੌਰ 'ਤੇ ਮੇਲ ਖਾਂਦੇ ਹਨ, ਉੱਥੇ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਕੋਈ ਸਪੱਸ਼ਟ ਝੁਕਣ ਵਾਲੀ ਘਟਨਾ, ਅਤੇ ਕੋਈ ਗੰਭੀਰ ਖੁਰਚਿਆਂ ਨਹੀਂ;
2. ਕੋਈ ਜੰਗਾਲ ਨਹੀਂ, ਕੋਈ ਸਕ੍ਰੈਚ ਨਹੀਂ, ਕੋਈ ਵਿਗਾੜ ਨਹੀਂ, ਇਕਸਾਰ ਆਕਾਰ, ਵਾਜਬ ਅਤੇ ਮਜ਼ਬੂਤ ਬਣਤਰ, ਅਤੇ ਸਮੁੱਚੇ ਤੌਰ 'ਤੇ ਇਕਸਾਰ ਰੰਗ;
3. ਹੋਰ ਸੰਬੰਧਿਤ ਉਪਕਰਣਾਂ ਦੇ ਨਾਲ ਚੰਗੀ ਅਨੁਕੂਲਤਾ;
4. ਦਿੱਖ ਅਤੇ ਆਕਾਰ ਗਾਹਕ ਦੀਆਂ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ, ਅਤੇ ਟੈਂਪਲੇਟਾਂ, ਡਰਾਇੰਗਾਂ ਜਾਂ ਜਨਮ ਤੋਂ ਪਹਿਲਾਂ ਦੇ ਨਮੂਨਿਆਂ ਦੀਆਂ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ;
5. ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਮਜ਼ਬੂਤ ਹੈ ਅਤੇ ਡਿੱਗ ਨਹੀਂ ਸਕਦੀ.
6. ਡੱਬਾ ਨਿਰੀਖਣ ਮਿਆਰ
1. ਦਿੱਖ ਸਾਫ਼-ਸੁਥਰੀ ਹੈ, ਡੱਬੇ ਵਿੱਚ ਛਾਪੀ ਸਮੱਗਰੀ ਦਾ ਅਨੁਪਾਤ ਚੰਗੀ ਤਰ੍ਹਾਂ ਅਨੁਪਾਤਕ ਅਤੇ ਵਾਜਬ ਹੈ, ਅਤੇ ਹੱਥ ਲਿਖਤ ਸਪਸ਼ਟ ਹੈ;
2. ਡੱਬੇ ਦੀ ਕਠੋਰਤਾ ਅਤੇ ਕਠੋਰਤਾ ਨੂੰ ਖਰੀਦ ਆਰਡਰ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ;
3. ਡੱਬਿਆਂ ਦੇ ਜੋੜਾਂ ਨੂੰ ਕੱਸ ਕੇ ਅਤੇ ਸਾਫ਼-ਸੁਥਰੇ ਢੰਗ ਨਾਲ ਕਿੱਲ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ;
4. ਡੱਬੇ ਦਾ ਆਕਾਰ ਆਰਡਰਿੰਗ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ;
5. ਰੰਗੀਨ ਵਿਗਾੜ, ਸਿਆਹੀ ਅਤੇ ਹੋਰ ਪ੍ਰਦੂਸ਼ਣ ਨੂੰ ਸਵੀਕਾਰ ਨਾ ਕਰੋ;
6. ਡੱਬਾ ਅਤੇ ਸ਼ਿਪਿੰਗ ਚਿੰਨ੍ਹ ਕਾਰੋਬਾਰੀ ਜਾਣਕਾਰੀ ਦੇ ਨਾਲ ਸਹੀ ਅਤੇ ਇਕਸਾਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ;
7. ਸਕ੍ਰੈਚਾਂ, ਝੁਰੜੀਆਂ ਅਤੇ ਪਰਤਾਂ ਨੂੰ ਸਵੀਕਾਰ ਨਾ ਕਰੋ;
8. ਨਮੀ 12 ਡਿਗਰੀ ਦੇ ਅੰਦਰ ਕੰਟਰੋਲ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
6. ਲੱਕੜ ਦੇ ਉਤਪਾਦਾਂ ਦੇ ਨੁਕਸ ਦੀ ਵਿਸਤ੍ਰਿਤ ਵਿਆਖਿਆ
1. ਲੱਕੜ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਬਾਅਦ ਉਤਪਾਦਾਂ ਵਿੱਚ ਹੇਠ ਲਿਖੇ ਨੁਕਸ ਹੋਣ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀਂ ਹੈ:
a ਲੱਕੜ-ਅਧਾਰਿਤ ਪੈਨਲਾਂ ਦੇ ਬਣੇ ਹਿੱਸਿਆਂ ਦਾ ਕੋਈ ਕਿਨਾਰਾ-ਸੀਲਿੰਗ ਇਲਾਜ ਨਹੀਂ ਹੈ। ਵੱਡੀ ਸਤ੍ਹਾ ਨੂੰ ਪੇਂਟ ਕਰਨ ਜਾਂ ਬੰਦ ਕਰਨ ਲਈ ਛੱਡ ਕੇ, ਕਰਾਸ-ਸੈਕਸ਼ਨ ਦੇ ਸਾਰੇ ਖੁੱਲ੍ਹੇ ਹਿੱਸੇ ਨੂੰ ਬੰਦ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਸੀਲਿੰਗ ਵਿਧੀ ਪੇਂਟ ਜਾਂ ਹੋਰ ਸਮੱਗਰੀ ਹੋ ਸਕਦੀ ਹੈ। ਬੀ. ਕਲੈਡਿੰਗ ਸਮੱਗਰੀ ਨੂੰ ਚਿਪਕਾਉਣ ਤੋਂ ਬਾਅਦ ਡੀਗਮਿੰਗ, ਬਬਲਿੰਗ, ਸਪਲੀਸਿੰਗ ਸੀਮ ਅਤੇ ਸਪੱਸ਼ਟ ਗੂੰਦ ਹਨ; c. ਪੁਰਜ਼ਿਆਂ ਦੇ ਜੋੜਾਂ, ਟੈਨਨ-ਹੋਲ ਜੋੜਾਂ, ਬੋਰਡ ਪਾਰਟਸ ਅਤੇ ਵੱਖ-ਵੱਖ ਸਪੋਰਟਾਂ 'ਤੇ ਢਿੱਲੇਪਨ, ਸੀਮ ਅਤੇ ਫ੍ਰੈਕਚਰ ਹਨ। ਉਤਪਾਦ ਦੀ ਦਿੱਖ ਅਸਮਾਨ ਅਤੇ ਅਸਮਿਤ ਹੈ; ਉਤਪਾਦ ਦੀਆਂ ਗੋਲ ਲਾਈਨਾਂ ਅਤੇ ਗੋਲ ਕੋਨੇ ਅਸਮਾਨ ਅਤੇ ਅਸਮਿਤ ਹਨ; ਈ. ਲੱਕੜ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਅਤੇ ਮੋੜਨ ਤੋਂ ਬਾਅਦ ਅਸਮਿਤ ਪੈਟਰਨ ਅਤੇ ਲਾਈਨ ਸ਼ਕਲ ਹੁੰਦੀ ਹੈ, ਬੇਲਚਾ ਦਾ ਤਲ ਅਸਮਾਨ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਚਾਕੂ ਦੇ ਨਿਸ਼ਾਨ ਅਤੇ ਚੀਰ ਹਨ; ਉਤਪਾਦ ਬਾਹਰੀ ਸਤਹ ਪਾਲਿਸ਼ ਨਹੀਂ ਹੈ, ਅੰਦਰਲੀ ਸਤਹ ਪਾਲਿਸ਼ ਨਹੀਂ ਕੀਤੀ ਗਈ ਹੈ, ਅਤੇ ਮੋਟੇ ਹਿੱਸਿਆਂ 'ਤੇ ਆਰੇ ਦੇ ਵਾਲ ਅਤੇ ਦਾਗ ਹਨ। 2. ਪੇਂਟ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਬਾਅਦ ਉਤਪਾਦਾਂ 'ਤੇ ਹੇਠਾਂ ਦਿੱਤੇ ਨੁਕਸ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀਂ ਹੈ: a. ਪੂਰੇ ਉਤਪਾਦ ਜਾਂ ਉਤਪਾਦਾਂ ਦੇ ਪੂਰੇ ਸਮੂਹ ਵਿੱਚ ਸਪੱਸ਼ਟ ਰੰਗ ਅੰਤਰ ਹੈ; ਉਤਪਾਦ ਦੀ ਸਤਹ ਪਰਤ ਝੁਰੜੀਆਂ, ਸਟਿੱਕੀ ਅਤੇ ਲੀਕ ਪੇਂਟ ਹੈ; ਬੀ. ਪੇਂਟ ਫਿਲਮ ਕੋਟਿੰਗ ਇੱਥੇ ਸਪੱਸ਼ਟ ਧੁੰਦ, ਚਿੱਟੇ ਕੋਰੋਗੇਸ਼ਨ, ਚਿੱਟੇ ਚਟਾਕ, ਤੇਲਯੁਕਤ ਚਿੱਟੇ, ਝੁਲਸਣ, ਸੁੰਗੜਨ ਵਾਲੇ ਛੇਕ, ਬ੍ਰਿਸਟਲ, ਪਾਊਡਰ ਇਕੱਠਾ ਹੋਣਾ, ਫੁਟਕਲ ਰਹਿੰਦ-ਖੂੰਹਦ, ਖੁਰਚਣਾ, ਬੁਲਬੁਲਾ ਅਤੇ ਛਿੱਲਣਾ ਹਨ; c. ਨਰਮ ਅਤੇ ਸਖ਼ਤ ਢੱਕਣ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਦੀ ਸਤਹ 'ਤੇ ਉਦਾਸੀਨਤਾਵਾਂ ਹਨ, ਪੁਆਇੰਟ, ਸਕ੍ਰੈਚ, ਚੀਰ, ਚਿੱਪਿੰਗ ਅਤੇ ਕੱਟਣ ਵਾਲੇ ਕਿਨਾਰੇ; d. ਉਤਪਾਦ ਦੇ ਬਿਨਾਂ ਪੇਂਟ ਕੀਤੇ ਹਿੱਸੇ ਅਤੇ ਉਤਪਾਦ ਦੇ ਅੰਦਰਲੇ ਹਿੱਸੇ ਸਾਫ਼ ਨਹੀਂ ਹਨ।
3. ਹਾਰਡਵੇਅਰ ਐਕਸੈਸਰੀਜ਼ ਸਥਾਪਿਤ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਹੇਠਾਂ ਦਿੱਤੇ ਨੁਕਸਾਂ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀਂ ਹੈ:
a ਫਿਟਿੰਗਾਂ ਵਿੱਚ ਗੁੰਮ ਹੋਏ ਹਿੱਸੇ ਹਨ, ਅਤੇ ਇੰਸਟਾਲੇਸ਼ਨ ਭਾਗਾਂ ਤੋਂ ਬਿਨਾਂ ਇੰਸਟਾਲੇਸ਼ਨ ਛੇਕ ਹਨ; ਇੰਸਟਾਲੇਸ਼ਨ ਭਾਗਾਂ ਵਿੱਚ ਨਹੁੰ ਜਾਂ ਨਹੁੰਆਂ ਰਾਹੀਂ ਗੁੰਮ ਹੈ; ਬੀ. ਚੱਲਣਯੋਗ ਹਿੱਸੇ ਲਚਕੀਲੇ ਨਹੀਂ ਹੁੰਦੇ; ਫਿਟਿੰਗਸ ਮਜ਼ਬੂਤੀ ਨਾਲ ਸਥਾਪਿਤ ਨਹੀਂ ਹਨ ਅਤੇ ਢਿੱਲਾਪਨ ਹੈ;

ਨੁਕਸ: ਦੰਦ
ਉਪਰੋਕਤ ਨਿਰੀਖਣ ਵਿਧੀਆਂ, ਮਿਆਰ ਅਤੇ ਲੱਕੜ ਦੇ ਉਤਪਾਦਾਂ ਦੇ ਮੁੱਖ ਨੁਕਸ ਹਨ, ਮੈਨੂੰ ਉਮੀਦ ਹੈ ਕਿ ਹਰ ਕਿਸੇ ਲਈ ਮਦਦਗਾਰ ਹੋਵੇਗਾ. ਜੇਕਰ ਤੁਹਾਡੇ ਕੋਈ ਸਵਾਲ ਹਨ, ਤਾਂ ਤੁਸੀਂ ਸਲਾਹ ਲਈ TTS ਨਾਲ ਸੰਪਰਕ ਕਰ ਸਕਦੇ ਹੋ।

ਪੋਸਟ ਟਾਈਮ: ਸਤੰਬਰ-01-2022