




Saltelele confortabile au ca efect îmbunătățirea calității somnului. Saltelele sunt realizate din diverse materiale, precum palmă, cauciuc, arcuri, latex etc. În funcție de material, sunt potrivite pentru diferite grupuri de persoane. Atunci când inspectorii inspectează diferite saltele, ar trebui să efectueze inspecții în care aspecte și să acorde o atenție deosebită oricăror defecte. Editorul a rezumat conținutul inspecției saltelei pentru dvs. și l-a considerat util și poate fi colectat!

Standarde de inspecție a produsului și a ambalajului 1. Produs
1) nu trebuie să aibă probleme de siguranță în timpul utilizării
2) Aspectul procesului nu trebuie să prezinte daune, zgârieturi, fisuri etc.
3) Trebuie să respecte legile și reglementările din țara de destinație și cerințele clienților
4) Structura produsului, aspectul, procesul și materialele trebuie să îndeplinească cerințele clienților și mostrele de lot
5) Produsul trebuie să îndeplinească cerințele clienților sau aceleași funcții ca probele de lot
6) Identificarea etichetei trebuie să fie clară și să respecte cerințele legale și de reglementare
 2. Ambalare:
2. Ambalare:
1) Ambalajul trebuie să fie adecvat și suficient de rezistent pentru a asigura fiabilitatea procesului de transport al produsului.
2) Materialele de ambalare trebuie să poată proteja transportul produsului.
3) Mărcile de expediere, codurile de bare și etichetele trebuie să îndeplinească cerințele clientului sau mostrele de lot.
4) Materialele de ambalare trebuie să îndeplinească cerințele clientului sau mostrele de lot.
5) Textul explicativ, instrucțiunile și avertismentele aferente etichetei trebuie să fie tipărite clar în limba țării de destinație.
6) Descrierea instrucțiunilor trebuie să fie în concordanță cu produsul și cu funcțiile relevante reale
 3. Planul de inspecție
3. Planul de inspecție
1) Standarde de inspecție aplicabile: ISO 2859/BS 6001/ANSI/ASQ-Z 1.4 Plan unic de eșantionare, inspecție normală.
2) Nivel de eșantionare: Vă rugăm să consultați numerele de eșantionare din tabelul următor
 3) Dacă mai multe produse sunt combinate pentru inspecție, numărul de eșantionare pentru fiecare produs este determinat de procentul din cantitatea respectivului produs în întregul lot. Calculați proporțional numărul de eșantionare al acestui produs pe baza procentului ocupat. Dacă numărul de eșantionare calculat este mai mic de 1, două probe vor fi prelevate ca un întreg lot de eșantionare sau o probă va fi luată ca o inspecție specială la nivel de eșantionare.
3) Dacă mai multe produse sunt combinate pentru inspecție, numărul de eșantionare pentru fiecare produs este determinat de procentul din cantitatea respectivului produs în întregul lot. Calculați proporțional numărul de eșantionare al acestui produs pe baza procentului ocupat. Dacă numărul de eșantionare calculat este mai mic de 1, două probe vor fi prelevate ca un întreg lot de eșantionare sau o probă va fi luată ca o inspecție specială la nivel de eșantionare.
4) Nivel de calitate acceptabil AQL: Nu sunt permise defecte grave Defect critic AQL xx Defect major AQL xx Standard defect minor Notă: „xx” reprezintă standardul acceptabil de nivel de calitate cerut de client
5) Numărul de probe pentru prelevare specială sau fixă, neconformitățile nu sunt permise.
6) Reguli generale pentru clasificarea defectelor: (1) Defect critic: defecte care cauzează vătămări corporale sau factori nesiguri la utilizarea sau depozitarea produselor sau defecte care încalcă legile și reglementările relevante. (2) Defecte majore Defectele funcționale afectează utilizarea sau durata de viață, sau defecte evidente de aspect afectează valoarea de vânzare a produsului. (3) Defectele minore sunt defecte care nu afectează utilizarea produsului și nu au legătură cu valoarea de vânzare a produsului.
7) Reguli pentru inspecția aleatorie: (1) Inspecția finală presupune ca cel puțin 100% din produse să fi fost produse și ambalate pentru vânzare, iar cel puțin 80% dintre produse să fi fost ambalate în cutii exterioare. Cu excepția cerințelor speciale din partea clienților. (2) Dacă pe o probă sunt găsite mai multe defecte, defectul cel mai grav trebuie înregistrat ca bază pentru judecată. Toate defectele trebuie înlocuite sau reparate. Dacă se constată defecte grave, întregul lot ar trebui respins, iar clientul ar trebui să decidă dacă eliberează mărfurile.

4. Procesul de inspecție și clasificarea defectelor
Detalii numărul de serie, clasificarea defectelor CriticalMajorMinor1) Inspecția ambalajului, deschiderea pungii de plastic>19cm sau suprafață>10x9cm, semne de avertizare fără sufocare tipărite, X semne de avertizare de siguranță lipsă sau tipărite prost, X semne explicative lipsă sau tipărite prost, lipsă X limba țării de destinație , X identificarea originii lipsește, X numele importatorului și adresa lipsesc sau sunt imprimate prost, Marcaj X sau problemă cu ilustrația: conținut lipsă, format incorect, Margini dăunătoare și puncte ascuțite de pe ambalaj, cum ar fi X, sunt deteriorate, crăpate, deformate și murdare, XX materiale greșite sau materiale de ambalare incorecte, cum ar fi pete sau umiditate X ambalaj liber X imprimare neclară X ambalaj de paleți care nu îndeplinește cerințele clienților X ambalaj din lemn nu îndeplinește cerințele de reglementare X2) eroare de dimensiune inspecția ambalajului de vânzare X eroare de ambalare X lipsă desicant X suport de suspendare greșit X lipsă suport de suspendare X cataramă sau alte componente lipsă X accesorii lipsă X pungă de plastic deteriorată X eroare pungă de plastic X miros X mucegai X umed XX sloganuri de avertizare de siguranță lipsă sau imprimate Lipsă sau ilizibilă X sloganuri de avertizare explicative

3) Inspecția aspectului și procesului
Bobina cu risc de rănire X muchie ascuțită X ac ascuțit sau materii străine metalice X piese mici din produsele pentru copii X miros deosebit X insecte vii X pete de sânge X lipsește limba oficială a țării de destinație X lipsește locul de origine X fire rupte X fire rupte X roving XX fire de culoare XX filare XX fire de burtă mare XX nod de bumbac XX ac dublu X gaură ruptă X deteriorare a țesăturii X pată XX petă de ulei XX petă de apă XX diferență de culoare XX semn de creion XX semn de lipici XX cap de fir XX materii străine XX diferență de culoare X decolorare X călcare slabă XX deformare la compresie X tensiune de compresie X cută XX cută XX margine aspră XX Ață ruptă X Groapă care căde X Sărituri Fir XX Fir pliabil XX Fir neuniform XX Fir neregulat XX Acul ondulat XX Cusut lejer X Acul de întoarcere slab X Data lipsă X Alinierea greșită a datei X Cusătură lipsă X Alinierea greșită a cusăturii X Tensiune de cusut relaxată X Ață de cusut slăbită X Marca din dinte ac XX Fir încurcat XX Crăpătură X Fir încrețit XX Cusătură răsucită X Cusătură liberă/Margine X Cusătură pliabilă X Nealiniere a direcției de pliere a cusăturii X Cusătură Alunecare X Cusătură Nealiniere X Cusătură Nealiniere X Cusătură Nealiniere X Cusătură Alinierea greșită X Alinierea greșită a cusăturii X Broderie lipsă X Alinierea greșită a broderiei X Fir de broderie rupt X Alinierea greșită a firului de broderie XX Alinierea greșită a imprimării XX marcaj de imprimare XX deplasare imprimare XX decolorare XX eroare de imprimare X zgârietură XX defect de acoperire sau galvanizare XX eroare de accesoriu X Nealiniere velcro X Nepotrivire velcro X Eticheta liftului lipsește X Eroare de informații despre eticheta liftului X Eticheta liftului eroare de imprimare a informațiilor XX Informațiile etichetei liftului sunt obstrucționate XX Eticheta liftului nu este sigură XX alinierea greșită a etichetei față și spate X etichetă oblică XX4) Fermoar de inspecție funcțională, buton, patru nasturi, nit, Funcționare defectuoasă a velcro-ului și a altor componente X Funcție neuniformă a fermoarului XX

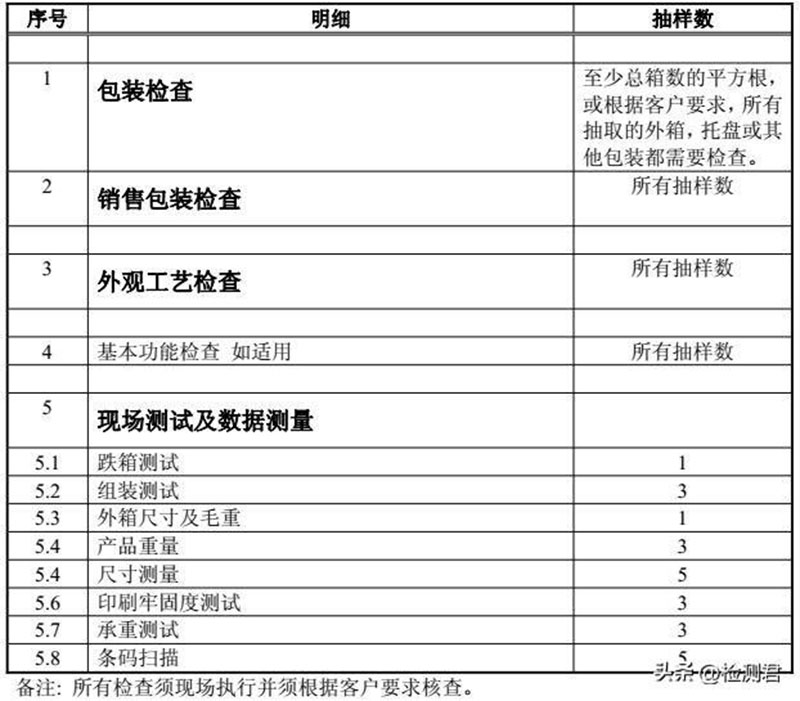
5. Măsurarea datelor și testarea la fața loculuide testare ISTA IA dropbox. Dacă se constată deficiențe de siguranță și funcționalitate sau defecte importante, întregul lot de teste de asamblare va fi respins. Produsul va fi asamblat conform instrucțiunilor și adaptat tipului de pat corespunzător pentru a se asigura că accesoriile sunt complete, instrucțiunile de asamblare sunt clare și că produsul funcționează după finalizarea asamblarii. Dimensiunea și greutatea întregului lot de cutii de coadă trebuie să fie potrivite cu imprimarea cutiei exterioare, cu o toleranță de ± 5%. Inspecția greutății se va baza pe nevoile clienților, iar dacă nu este nevoie, definiți o toleranță de ± 3%. Respingeți întreaga inspecție a dimensiunii lotului. Conform cerințelor clientului, dacă nu există cerințe, înregistrați dimensiunea reală găsită. Respingeți întregul lot de imprimare pentru testarea fermității. Utilizați pungi de plastic 3M 600 pentru testare și, dacă există detașare de imprimare. 1. Folosiți pungi de plastic 3M pentru a adera la imprimantă și apăsați ferm timp de 2,45 grade pentru a rupe banda. 3. Verificați dacă există detașări de imprimare pe bandă și imprimare. Respingeți întregul lot de teste de greutate. Așezați un disc portant (100 mm diametru în cerc) în mijloc și aplicați o forță de 1400 N, continuu timp de 1 minut, produsul ar trebui să fie nedeteriorat, crăpat și să poată fi utilizat în mod normal după cum este necesar. Întregul lot de coduri de bare ar trebui respins. Scanați codurile de bare folosind un scaner de coduri de bare pentru a citi codurile de bare și verificați dacă numerele și valorile citite sunt consecvente. Judecarea tuturor defectelor este doar pentru referință. Dacă clientul are cerințe speciale, judecata ar trebui să se bazeze pe cerințele clientului.
Ora postării: 11-mai-2023