




Scala de patru puncte este principala metodă de notare pentru inspecția țesăturilor și este cunoștințele și abilitățile necesare pentru QC în industria textilă.
Cuvinte cheie din acest articol: sistem în patru puncte de inspecție a țesăturilor
01
Ce este sistemul în patru puncte?
Pentru țesăturile tricotate se poate folosi o scară în patru puncte, cu 1-4 puncte deduse în funcție de dimensiunea și gravitatea defectului

Metoda de calcul: scorul unic = scor deducere / lungime cod * 100
Metoda de notare medie = total de puncte de deducere / lungime totală a codului * 100
Interval de acceptare: nota A sub 50 de puncte la 100 de metri în linie dreaptă, nota B peste 50 de puncte
Metoda de calcul: După ce fiecare rolă de pânză este inspectată, puteți adăuga scorurile obținute și utilizați următoarea formulă pentru a calcula scorul fiecărei rolă de pânză la 100 de metri pătrați
Numărul de puncte per 100 de metri pătrați dintr-o singură rolă de țesătură = puncte de deducere * 3600 / (yarzi inspectați * lățime efectivă a ușii inci)
Scorul mediu de 100 de metri pătrați = (total de puncte de deducere * 3600) / (total de metri inspectați * lățimea medie efectivă a ușii inci) Rezultatul calculului este precis cu o zecimală.
Interval de acceptare: o singură rolă cu mai puțin de 40 de puncte pe 100 de metri pătrați este de gradul A, iar mai mult de 40 de puncte este de gradul B. Scorul mediu al tuturor țesăturilor inspectate este mai mic de 28 de puncte pe 100 de metri pătrați. Condițiile de mai sus trebuie îndeplinite în același timp, chiar dacă o singură rolă este mai mică de fiecare 40 de puncte la 100 de metri pătrați, dar toate țesăturile de inspecție sunt încă mai mari de 28 de puncte la 100 de metri pătrați, concluzia este, de asemenea, considerată necalificată. Țesăturile diferite pot avea cerințe diferite pentru scorurile de calificare, iar scorurile de calificare pot fi, de asemenea, specificate de cumpărător și furnizor după acord.
02
Principii de utilizare a scalei în patru puncte
· Deducerea tuturor defectelor de urzeală și bătătură nu va depăși 4 puncte;
· 4 puncte pe iarda pentru defecte continue/ciclice (>9inch);
· Se vor deduce 4 puncte pentru găuri, piese înguste, cusături și alte defecte pe toată lățimea;
· Pentru defecte grave, fiecare metru de defecte va fi cotat cu 4 puncte, cum ar fi toate găurile vor fi cotate cu 4 puncte, indiferent de diametru, iar oricăror găuri mai mari decât găurile vor fi deduse 4 puncte;
· Pentru defecte continue, cum ar fi: trepte, aberații cromatice de la margine la margine, lățimi înguste sau neregulate ale țesăturilor, cute, vopsirea neuniformă a țesăturilor, se vor deduce 4 puncte pe metru de defecte;
· Pentru țesăturile cu lățimea mai mare de 64-66 inci, deducerea fiecărei iarzi din punctajul curții drepte poate fi mărită proporțional cu mai mult de 4 puncte;
· Defectele la un centimetru de margine pe ambele părți nu vor fi punctate, cu excepția daunelor;
Lungimea defectului se calculează în funcție de direcția maximă a urzelii sau bătăturii. Când două sau mai multe defecte sunt amestecate împreună, se calculează unitatea celui mai mare defect;
· Dacă nu se specifică altfel, de obicei trebuie inspectată doar partea din față a pânzei. Pentru țesăturile cu țesătură simplă, partea de imprimare deplasată este partea din față. Pentru țesăturile twill, părtinirea stângă este pozitivă. Pentru țesăturile cu fir, descărcarea corectă este pozitivă. Pentru țesăturile din satin, partea din satin este pozitivă. Țesătura compozită trebuie confirmată cu oaspetele în prealabil. Nu confunda argumentele pro și contra. Dacă există defecte pe reversul țesăturii care afectează efectul pozitiv, se notează gradul de influență;
· Pentru defecte cu distanțe intermitente sau mici împrăștiate, dacă scorurile de măsurare respective sunt mai mari decât scorurile totale de măsurare, se va calcula scorul total de măsurare;
· Metoda de calcul a benzilor: una sau defectul de direcție a bătăturii (urzeală) al mașinii, lățimea este mai mică de un centimetru și fiecare centimetru este mai mare de un centimetru. Un centimetru este socotit ca unul.
03
Prelevarea de probe
Inspecție prin eșantionare, 100% din mărfuri trebuie să fi fost finalizate, 80% din ambalate, luate din lista de ambalare sau lista de coduri efective de la fabrică sau furnizor.
Numar de mostre:
· 10%, 20% din cantitatea livrată;
· Sau luați rădăcina pătrată a numărului de expedieri și înmulțiți cu 10;
· Când cantitatea de livrare este mai mică de 1000 de metri, inspecție completă.
04
Metoda de testare
· Distanța de inspecție este de aproximativ 1 yard și cerințele sursei de lumină: iluminarea suprafeței este de cel puțin 1075 lux, iar instalația este paralelă cu suprafața pânzei.
· Sugestie:
pânză de culoare deschisă sau subțire, adăugați o bucată de pânză între cârpă și placa înclinată de inspecție de pânză înainte de inspecție.

· Domeniul de inspecție vizuală: defecte ale țesăturii, cum ar fi vopsirea și imprimarea țesăturii, structura aspectului general și materialele etc., culoarea, lățimea, lungimea rolei, arcul de bătătură și înclinarea bătăturii, ambalarea și marcarea.
· Aspectul se poate baza pe eșantionul de referință al clientului, verificați în principal stilul, modelul și efectul pentru a verifica modelul jacquard imprimat pentru cel puțin un ciclu.
· Structura:
Dacă clientul are nevoie, puteți proba pentru a testa compoziția fibrelor, tipul de fire, numărul de fire.
·Simțul material al mâinii:
Verificați dacă mâna pânzei este tare sau moale, groasă sau subțire prin comparație. Dacă există o diferență relativ evidentă, aceasta ar trebui notă în raport și înregistrată în coloana de materiale ca discrepanțe și ar trebui să fie luate mostre de simțuri diferite ale mâinii. Dacă este posibil, mostrele pot compara senzația de mână a diferitelor role din același lot.
05
Punct de verificare
· Lungimea și lățimea rolei
Dacă diferența dintre lungimea reală a unei singure role și lungimea etichetei este mai mare de 2%, singura rolă se reduce la un produs de clasa a doua;
Dacă suma lungimii totale a tuturor rolelor inspectate este mai mică de 1% din lungimea totală nominală, aceasta trebuie raportată, iar întregul lot poate fi declasat;
Măsurați lățimea efectivă a ușii de 3 ori la cap, la mijloc și respectiv la coadă. În general, clienții nu acceptă lățimea îngustă, iar lățimea țesăturii elastice de bătătură este mai mică de 2%.
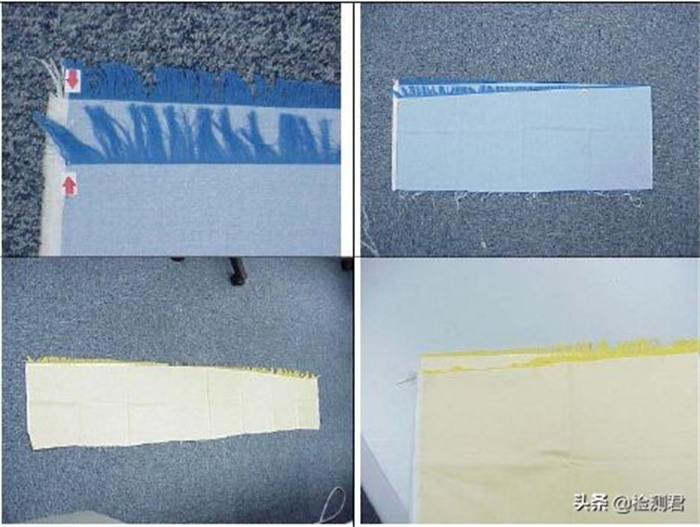
· Bătătură oblică și arc
Tăiați pânza de-a lungul direcției de bătătură, pe cât posibil aproape de direcția de îndoire a bătăturii;
Scoateți firele de bătătură unul câte unul;
până când se trage o bătătură completă;

Îndoiți în jumătate de-a lungul urzelii, cu marginile la același nivel și măsurați distanța dintre punctul cel mai înalt și cel mai jos.
Greutatea materialului
Se cântăresc cel puțin două mostre din bobine diferite pentru fiecare inspecție:
· <10OZ/SQ.YD: +/-5%;
· >10OZ/SQ.YD: +/-3%.
Precauții pentru ambalarea țesăturilor
· Grosimea și rezistența corespunzătoare a tubului de hârtie;
· Diametrul interior al butoiului de hârtie;
· Lungimea butoiului de hârtie;
· Evitați prea slăbit și prea strâns
Ora postării: 14-aug-2022