




Dyshekët e rehatshëm kanë efektin e përmirësimit të cilësisë së gjumit. Dyshekët përbëhen nga materiale të ndryshme si palma, gome, susta, latex etj. Në varësi të materialit të tyre janë të përshtatshëm për grupe të ndryshme njerëzish. Kur inspektorët inspektojnë dyshekë të ndryshëm, ata duhet të kryejnë inspektime në cilat aspekte dhe t'i kushtojnë vëmendje të veçantë çdo defekti. Redaktori ka përmbledhur përmbajtjen e inspektimit të dyshekut për ju dhe e ka gjetur të dobishme dhe mund të mblidhet!

Standardet e inspektimit të produktit dhe paketimit 1. Produkti
1) nuk duhet të ketë probleme sigurie gjatë përdorimit
2) Pamja e procesit duhet të jetë pa dëmtime, gërvishtje, çarje, etj.
3) Duhet të jetë në përputhje me ligjet dhe rregulloret e vendit të destinacionit dhe kërkesat e klientit
4) Struktura, pamja, procesi dhe materialet e produktit duhet të plotësojnë kërkesat e klientëve dhe mostrat e grupeve
5) Produkti duhet të plotësojë kërkesat e klientit ose të njëjtat funksione si mostrat e grupit
6) Identifikimi i etiketës duhet të jetë i qartë dhe në përputhje me kërkesat ligjore dhe rregullatore
 2. Paketimi:
2. Paketimi:
1) Paketimi duhet të jetë i përshtatshëm dhe mjaft i fortë për të siguruar besueshmërinë e procesit të transportit të produktit.
2) Materialet e paketimit duhet të jenë në gjendje të mbrojnë transportin e produktit.
3) Shenjat e transportit, barkodet dhe etiketat duhet të plotësojnë kërkesat e klientit ose mostrat e grupit.
4) Materialet e paketimit duhet të plotësojnë kërkesat e klientit ose mostrat e grupit.
5) Teksti shpjegues, udhëzimet dhe paralajmërimet përkatëse të etiketës duhet të shtypen qartë në gjuhën e vendit të destinacionit.
6) Përshkrimi i udhëzimeve duhet të jetë në përputhje me produktin dhe funksionet aktuale përkatëse
 3. Plani i inspektimit
3. Plani i inspektimit
1) Standardet e aplikueshme të inspektimit: ISO 2859/BS 6001/ANSI/ASQ-Z 1.4 Plani i vetëm i kampionimit, Inspektimi Normal.
2) Niveli i kampionimit: Ju lutemi referojuni numrave të kampionimit në tabelën e mëposhtme
 3) Nëse disa produkte bashkohen për inspektim, numri i mostrës për secilin produkt përcaktohet nga përqindja e sasisë së atij produkti në të gjithë grupin. Llogaritni numrin e kampionimit të këtij produkti në mënyrë proporcionale bazuar në përqindjen e zënë. Nëse numri i llogaritur i kampionimit është më i vogël se 1, dy mostra do të merren si kampionim i tërësishëm, ose një kampion do të merret si një inspektim special i nivelit të kampionimit.
3) Nëse disa produkte bashkohen për inspektim, numri i mostrës për secilin produkt përcaktohet nga përqindja e sasisë së atij produkti në të gjithë grupin. Llogaritni numrin e kampionimit të këtij produkti në mënyrë proporcionale bazuar në përqindjen e zënë. Nëse numri i llogaritur i kampionimit është më i vogël se 1, dy mostra do të merren si kampionim i tërësishëm, ose një kampion do të merret si një inspektim special i nivelit të kampionimit.
4) Niveli i pranueshëm i cilësisë AQL: Nuk lejohen defekte serioze Defekt kritik AQL xx Defekt i madh AQL xx Standardi i defektit të vogël Shënim: "xx" përfaqëson standardin e pranueshëm të nivelit të cilësisë që kërkohet nga klienti
5) Numri i mostrave për kampionim të veçantë ose fiks, Moskonformitetet nuk lejohen.
6) Rregullat e përgjithshme për klasifikimin e defekteve: (1) Defekt kritik: Defekte që shkaktojnë lëndime personale ose faktorë të pasigurt gjatë përdorimit ose ruajtjes së produkteve, ose defekte që shkelin ligjet dhe rregulloret përkatëse. (2) Defekte të mëdha Defektet funksionale ndikojnë në përdorimin ose jetëgjatësinë, ose defektet e dukshme të pamjes ndikojnë në vlerën e shitjes së produktit. (3) Defekte të vogla janë të metat që nuk ndikojnë në përdorimin e produktit dhe nuk kanë të bëjnë me vlerën e shitjes së produktit.
7) Rregullat për kontroll të rastësishëm: (1) Inspektimi përfundimtar kërkon që të paktën 100% e produkteve të jenë prodhuar dhe paketuar për shitje, dhe të paktën 80% e produkteve të jenë paketuar në kuti të jashtme. Përveç kërkesave të veçanta nga klientët. (2) Nëse në një kampion gjenden defekte të shumta, defekti më i rëndë duhet të regjistrohet si bazë për gjykim. Të gjitha defektet duhet të zëvendësohen ose riparohen. Nëse konstatohen defekte serioze, e gjithë grupi duhet të refuzohet dhe klienti duhet të vendosë nëse do të lirojë mallrat.

4. Procesi i inspektimit dhe klasifikimi i defekteve
Detajet e numrit të serisë, klasifikimi i defektit CriticalMajorMinor1) Inspektimi i paketimit, hapja e qeseve plastike>19cm ose sipërfaqja>10x9cm, nuk ka shenja paralajmëruese për mbytje të printuara, X shenja paralajmëruese të sigurisë mungojnë ose janë shtypur keq, X shenja shpjeguese mungojnë ose janë shtypur keq, X gjuha e vendit të destinacionit mungon , mungon identifikimi i origjinës X, emri dhe adresa e importuesit X mungon ose është shtypur keq, shënimi X ose problem i veprës artistike: mungesa e përmbajtjes, formati i pasaktë, Skajet e dëmshme dhe pikat e mprehta në paketim, si p.sh. X, janë të dëmtuara, të plasaritura, të deformuara dhe të pista, XX materiale të gabuara ose materiale paketimi të pasakta, si p.sh. njollat ose lagështia X paketimi i lirë X i paqartë printim paketim me paletë X që nuk plotëson kërkesat e klientit X ambalazh prej druri që nuk plotëson kërkesat rregullatore X2) madhësia e inspektimit të paketimit të shitjes gabim X gabim në paketim X mungon tharësi X kllapa e gabuar e varur X mungon kllapa e varur X mungon shtrëngimi ose komponentë të tjerë X mungojnë aksesorët X qese plastike e dëmtuar X gabim qese plastike X erë X myk X lagësht XX slogane paralajmëruese për sigurinë mungojnë ose janë të shtypura Mungojnë ose janë të palexueshme X shpjeguese slogane paralajmëruese

3) Inspektimi i pamjes dhe procesit
Spirale me rrezik lëndimi X buzë e mprehtë X gjilpërë e mprehtë ose lëndë e huaj metalike X pjesë të vogla në produkte për fëmijë X erë e veçantë X insekte të gjalla X njolla gjaku X mungon gjuha zyrtare e vendit të destinacionit X mungon vendi i origjinës X fije e thyer X fije e thyer X shëtitje XX fije me ngjyra XX tjerrëse XX fije me bark të madh XX nyje pambuku XX gjilpërë e dyfishtë X vrimë e thyer X dëmtim pëlhure X njollë XX vaj njollë XX ujë njollë XX ndryshim ngjyrash XX shenjë lapsi XX shenjë ngjitëse XX kokë fileto XX lëndë e huaj XX ndryshim ngjyra X zbehje X hekurosje e dobët XX deformim ngjeshje X tension shtypje X rrudhë XX rrudhë XX buzë e përafërt XX Fije e thyer X gropë në rënie X fill me kërcim XX Fije e palosshme XX Fije e pabarabartë XX Fije e parregullt XX Gjilpërë me valë XX Qepje lirshme X Gjilpërë me kthim të dobët X Data mungon X Përshtatja e datës X Mungon qepja X Mospërputhja e tegelit X Tensioni i qetë i qepjes X Fija e lirshme e qepjes X Dhëmbi gjilpëre Shënimi XX Fija e ngatërruar XX Shpërthimi çarje X X fije e rrudhur Tegel/Buza X e palosshme Tegel X Shtrirje e gabuar e drejtimit të palosjes së tegelit X Rrëshqitjes së tegelit X shtrembërimit të tegelit X shtrembërimit të tegelave X shtrembërimit të tegelave X shtrembërimit të tegelave X tegelave të gabuara X Qëndisjeve që mungojnë X qëndisjeve të gabuara X fijeve të qëndisura të thyera X Shinjeve të gabuara të fijeve të qëndisjes XXX printimeve të gabuara XXX venitje XX gabim printimi X gërvishtje XX defekt i veshjes ose elektrik XX Gabim aksesor X X mospërputhje Velcro X Mospërputhje me velcro X Mungon etiketa e ashensorit X Gabim informacioni i etiketës së ashensorit X Gabim printimi i informacionit të etiketës së ashensorit XX Informacioni i etiketës së ashensorit është i penguar XX Etiketa e ashensorit nuk është e sigurt XX etiketë e gabuar para dhe mbrapa X etiketa e anuar XX4) Inspektimi funksional zinxhir, buton, katër butona, thumba, mosfunksionim i Velcro dhe komponentëve të tjerë X Funksioni i pabarabartë i zinxhirit XX

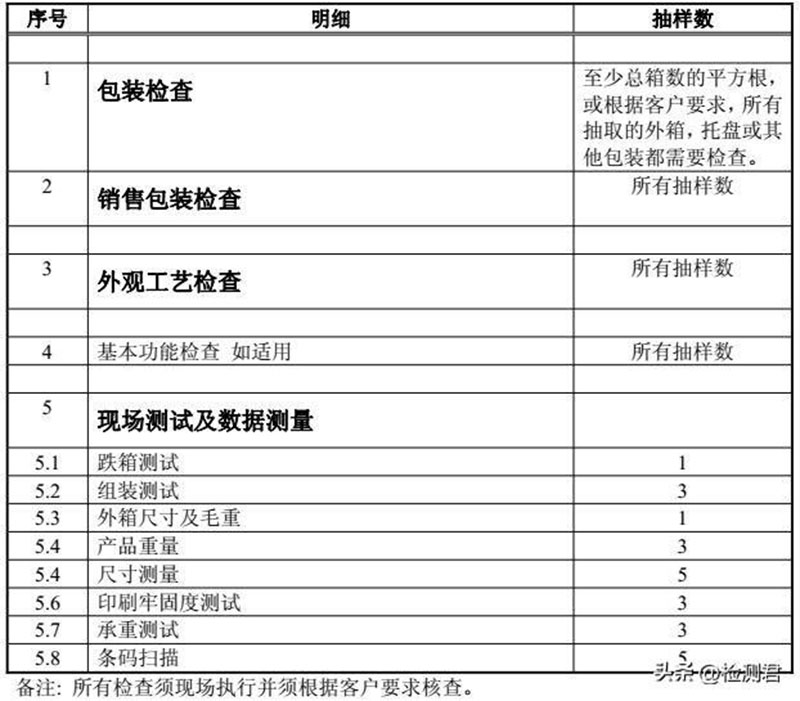
5. Matja e të dhënave dhe testimi në vendi testimit ISTA IA drop box. Nëse konstatohen mangësi të sigurisë dhe funksionalitetit ose defekte të rëndësishme, e gjithë grupi i testimit të montimit do të refuzohet. Produkti do të montohet sipas udhëzimeve dhe do të përshtatet me llojin përkatës të shtratit për të siguruar që aksesorët të jenë të plotë, udhëzimet e montimit të jenë të qarta dhe funksioni i produktit pas montimit të jetë i plotë. Madhësia dhe pesha e të gjithë grupit të kutive të bishtit duhet të përputhen me printimin e kutisë së jashtme, me një tolerancë prej ± 5%. Inspektimi i peshës do të bazohet në nevojat e klientit, dhe nëse nuk ka nevojë, përcaktoni një tolerancë prej ± 3%. Refuzoni të gjithë inspektimin e madhësisë së grupit. Sipas kërkesave të klientit, nëse nuk ka kërkesa, regjistroni madhësinë aktuale të gjetur. Refuzoni të gjithë grupin e printimit për testimin e qëndrueshmërisë. Përdorni qese plastike 3M 600 për testim dhe nëse ka shkëputje printimi. 1. Përdorni qese plastike 3M për t'u ngjitur në printer dhe shtypeni fort për 2,45 gradë për të shkëputur shiritin. 3. Kontrolloni nëse ka shkëputje printimi në shirit dhe printim. Refuzoni të gjithë grupin e testimit të mbajtjes së peshës. Vendosni një disk mbajtës (100 mm me diametër në rreth) në mes dhe aplikoni një forcë prej 1400 N, Vazhdimisht për 1 minutë, produkti duhet të jetë i padëmtuar, i plasaritur dhe ende në gjendje të përdoret normalisht sipas nevojës. E gjithë grupi i barkodeve duhet të refuzohet. Skanoni barkodet duke përdorur një skaner të barkodit për të lexuar barkodet dhe kontrolloni nëse numrat dhe vlerat e leximit janë të qëndrueshme. Gjykimi i të gjitha defekteve është vetëm për referencë. Nëse klienti ka kërkesa të veçanta, gjykimi duhet të bazohet në kërkesat e klientit.
Koha e postimit: Maj-11-2023