




Удобни душеци утичу на побољшање квалитета сна. Душеци се израђују од различитих материјала, као што су палма, гума, опруге, латекс итд. У зависности од материјала, погодни су за различите групе људи. Када инспектори прегледају различите душеке, треба да изврше прегледе у којим аспектима и да обрате посебну пажњу на евентуалне недостатке. Уредник је сажео садржај прегледа душека за вас и сматра да је користан и да се може прикупити!

Стандарди за инспекцију производа и паковања 1. Производ
1) не смеју имати безбедносне проблеме током употребе
2) Изглед процеса мора бити без оштећења, огреботина, пукотина итд.
3) Мора бити у складу са законима и прописима земље одредишта и захтевима купаца
4) Структура производа, изглед, процес и материјали морају задовољити захтеве купаца и узорке серије
5) Производ мора испуњавати захтеве купаца или исте функције као узорци серије
6) Идентификација етикете мора бити јасна и у складу са законским и регулаторним захтевима
 2. Паковање:
2. Паковање:
1) Амбалажа мора бити одговарајућа и довољно јака да осигура поузданост процеса транспорта производа.
2) Материјали за паковање морају бити у стању да заштите транспорт производа.
3) Ознаке за отпрему, бар кодови и етикете треба да испуњавају захтеве купца или узорке серије.
4) Материјали за паковање треба да испуњавају захтеве купца или узорке серије.
5) Текст објашњења, упутства и повезана упозорења на етикети морају бити јасно одштампани на језику одредишне земље.
6) Опис упутстава мора бити у складу са производом и стварним релевантним функцијама
 3. План инспекције
3. План инспекције
1) Применљиви стандарди инспекције: ИСО 2859/БС 6001/АНСИ/АСК-З 1.4 План појединачног узорковања, нормална инспекција.
2) Ниво узорковања: Молимо погледајте бројеве узорака у следећој табели
 3) Ако је више производа спојено ради контроле, број узорка за сваки производ се одређује процентом количине тог производа у целој серији. Израчунајте број узорковања овог производа пропорционално на основу процента заузетости. Ако је израчунати број узорковања мањи од 1, два узорка ће се узети као узорковање целе серије, или ће се један узорак узети као посебна контрола нивоа узорковања.
3) Ако је више производа спојено ради контроле, број узорка за сваки производ се одређује процентом количине тог производа у целој серији. Израчунајте број узорковања овог производа пропорционално на основу процента заузетости. Ако је израчунати број узорковања мањи од 1, два узорка ће се узети као узорковање целе серије, или ће се један узорак узети као посебна контрола нивоа узорковања.
4) Прихватљиви ниво квалитета АКЛ: Нису дозвољени озбиљни недостаци Критична грешка АКЛ кк Велика грешка АКЛ кк Стандард за мањи недостатак Напомена: „кк“ представља прихватљив стандард нивоа квалитета који захтева купац
5) Број узорака за специјално или фиксно узорковање, Неусаглашености нису дозвољене.
6) Општа правила за класификацију дефеката: (1) Критични недостатак: Дефекти који узрокују личну повреду или несигурне факторе приликом коришћења или складиштења производа, или дефекти који крше релевантне законе и прописе. (2) Велики недостаци Функционални недостаци утичу на употребу или животни век, или очигледни недостаци изгледа утичу на продајну вредност производа. (3) Мањи недостаци су недостаци који не утичу на употребу производа и нису у вези са продајном вредношћу производа.
7) Правила за насумични преглед: (1) Завршна инспекција захтева да је најмање 100% производа произведено и упаковано за продају, а најмање 80% производа упаковано у спољне кутије. Осим посебних захтева купаца. (2) Ако се на узорку нађе више недостатака, као основа за процену треба евидентирати најтежи недостатак. Све недостатке треба заменити или поправити. Ако се пронађу озбиљни недостаци, цела серија треба да се одбије и купац треба да одлучи да ли ће пустити робу.

4. Процес инспекције и класификација недостатака
Детаљи серијског броја, класификација дефекта ЦритицалМајорМинор1) Инспекција паковања, отварање пластичне кесе>19цм или површина>10к9цм, нема одштампаних знакова упозорења о гушењу, Кс знакова упозорења недостају или су лоше одштампани, Кс знакова објашњења недостају или су лоше одштампани, Кс језика одредишне земље недостаје , недостаје идентификација порекла Кс, недостаје име и адреса увозника Кс или су лоше одштампани, ознака Кс или проблем са уметничким делом: недостаје садржај, нетачан формат, штетне ивице и оштре тачке на амбалажи, као што је Кс, су оштећене, напукле, деформисане и прљаве, КСКС погрешни материјали или неисправни материјали за паковање као што су мрље или влага Кс лабаво паковање Кс нејасно штампање Кс палетна амбалажа која не испуњава захтеве купаца Кс дрвена амбалажа не испуњава регулаторне захтеве Кс2) величина инспекције продајног паковања грешка Кс грешка у паковању Кс недостаје средство за сушење Кс погрешан држач за вјешање Кс недостаје држач за вјешање Кс недостаје копча или друге компоненте Кс недостају додаци Кс оштећена пластична врећица Кс грешка у пластичној кеси Кс мирис Кс плесни Кс влага КСКС недостају или одштампани слогани сигурносног упозорења Недостају или су нечитки Кс објашњења слогани упозорења

3) Провера изгледа и процеса
Намотај са ризиком од повреде Кс оштра ивица Кс оштра игла или метална страна материја Кс мали делови у дечијим производима Кс необичан мирис Кс живи инсекти Кс мрље од крви Кс недостаје званични језик земље одредишта Кс недостаје место порекла Кс поломљено предиво Кс поломљено предиво Кс лутање КСКС предива у боји КСКС предење КСКС велика трбушна пређа КСКС памучни чвор КСКС дупла игла Кс сломљена рупа Кс оштећење тканине Кс мрља КСКС уље мрља КСКС мрља од воде КСКС разлика у боји КСКС ознака оловке КСКС ознака лепка КСКС глава конца КСКС страна материја КСКС разлика у боји Кс избледење Кс лоше пеглање КСКС деформација компресије Кс напон компресије Кс набор КСКС набор КСКС груба ивица КСКС Прекинута нит Кс Јама која пада Кс Конац КСКС Преклопни конац КСКС Неуједначен конац КСКС Неправилан конац КСКС Таласна игла КСКС Лабаво Шивање Кс Лоше враћање игле Кс Недостаје датум Кс Непоравнање датума Кс Недостаје шивање Кс Погрешно поравнање шава Кс Опуштено Напон шивања Кс Лабав конац за шивење Кс Ознака зуба игле КСКС Уплетена нит КСКС Пукнућа набора Кс Наборани конац КСКС Уврнути шав Кс Кс Ф Лабави шав/Едге Шав Кс Неусклађеност шава Смер савијања Кс шава Клизање Кс Неусклађеност шава Кс Неусклађеност шава Кс Неусклађеност шава Кс Неусклађеност шава Кс Неусклађеност шава Кс Недостаје вез Кс Неусклађеност веза Кс Прекинута конац за вез Кс Погрешна поравнања конца за вез КСКС Погрешна поравнања КСКС штампарска ознака КСКС ознака за штампање КСКС фабричко померање премаза КСКС грешка при штампању сКСКС КСКС грешка у штампању КСКС дефект галванизације КСКС грешка додатне опреме Кс Неусклађеност чичак траке Кс Неподударање чичак траке Кс Недостаје етикета на лифту Кс Грешка у информацијама о налепници за лифт Кс Грешка у штампању информација о етикети лифта КСКС Зачепљена информација о етикети лифта КСКС Етикета лифта није безбедна КСКС неусклађеност налепнице са предње и задње стране Кс налепница закошена КСКС4) Функционални рајсфершлус, дугме , четири дугмета, заковица, неисправност чичак траке и других компоненти Кс Неуједначена функција затварача КСКС

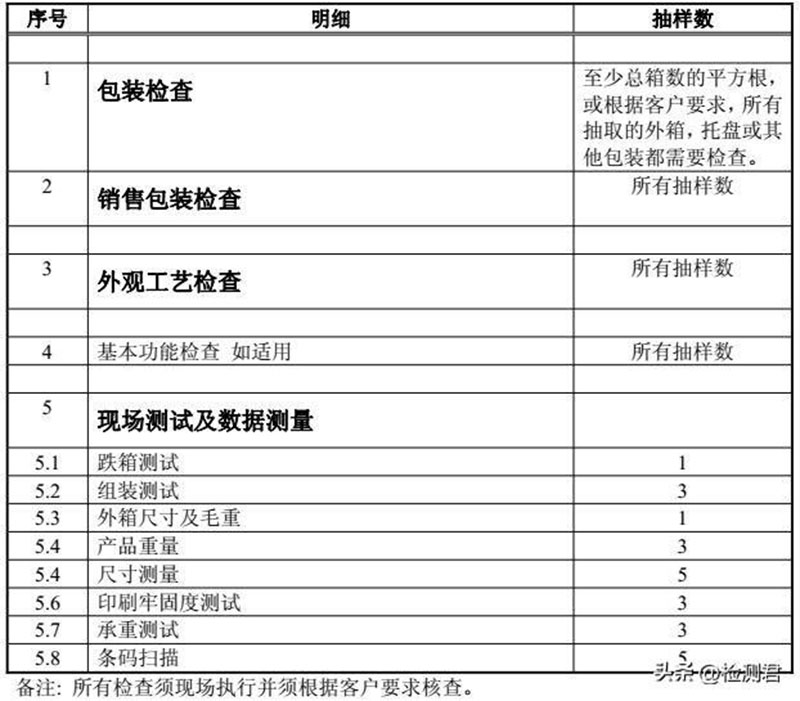
5. Мерење података и тестирање на лицу местаИСТА ИА дроп бок тестирања. Ако се пронађу недостаци у безбедности и функционалности или важни недостаци, цела серија тестирања склопа ће бити одбијена. Производ ће бити састављен у складу са упутствима и прилагођен одговарајућем типу кревета како би се осигурало да је прибор комплетан, упутства за монтажу јасна и функција производа након завршетка склапања. Величина и тежина целе серије репних кутија морају се ускладити са штампањем спољне кутије, са толеранцијом од ± 5%. Провера тежине ће се заснивати на потребама купаца, а ако нема потребе, дефинишите толеранцију од ± 3%. Одбијте целу инспекцију величине серије. Према захтевима купаца, ако нема захтева, забележите стварну пронађену величину. Одбаците целу серију штампе ради тестирања чврстоће. Користите пластичне кесе 3М 600 за тестирање, и ако постоји одвајање штампе. 1. Користите пластичне кесе од 3М да залепите за штампач и чврсто притисните за 2,45 степени да бисте откинули траку. 3. Проверите да ли постоји одвајање штампе на траци и штампању. Одбаците целу серију тестирања носивости. Поставите носиви диск (пречник 100 мм у кругу) у средину и примените силу од 1400 Н. Континуирано током 1 минута, производ треба да буде неоштећен, напукао и да се може нормално користити по потреби. Целокупну серију бар кодова треба одбацити. Скенирајте бар-кодове помоћу скенера за бар-кодове да бисте их прочитали и проверите да ли су бројеви и вредности очитавања конзистентне. Процена свих недостатака је само за референцу. Ако купац има посебне захтеве, процена треба да се заснива на захтевима купца.
Време поста: 11. мај 2023