




Инспекција је недоступан део свакодневног пословања, али шта је процес и начин стручног надзора? Уредник је за вас прикупио релевантне збирке ФВВ стручног прегледа, како би ваш преглед робе био ефикаснији!
Шта је инспекција робе (КЦ)

Особље ангажовано у инспекцијском раду заједнички се назива КЦ (скраћеница за Контролор квалитета).
Инспекцијске активности које предузима КЦ називају се инспекција и деле се према страни која поверава контролу квалитета: постоје 3 врсте, инспекција прве стране, инспекција друге стране и инспекција треће стране: прва страна је КЦ коју организује произвођач; трећа страна Друга страна је КЦ коју шаље компанија клијент;
Инспекција од стране треће стране коју је поверила спољна инспекцијска агенција за другог купца. ФВВ пружа услуге инспекције треће стране
Услуга инспекције коју пружа ФВВ подељена је на: завршну инспекцију ФКЦ и инспекцију у средини производње Он-лине КЦ према фази завршетка производа. Преостале фазе су инспекције у производњи, које су активности ране контроле квалитета производа.
Величина узорка и дозвољени ниво (АКЛ)

Најсигурнији начин прегледа робе је да се прегледа 100% свих производа, али то захтева много времена за контролу квалитета, посебно за велике серије.
Дакле, како можемо пронаћи разуман ниво узорковања како бисмо уравнотежили ризик квалитета производа и цену КЦ-а. Ова тачка равнотеже је „Величина узорка“. Са регулацијом броја узорака, следећи проблем са којим КЦ треба да се суочи је проналажење недостатака у процесу инспекције узорковања, колико недостатака, колико недостатака је прихватљиво за ову серију, колико недостатака, треба да ова пошиљка бити одбијен? Ово је прихватљив ниво (АКЛ: прихватљив ниво квалитета)
Ниво дефекта (критичан, велики, мањи)
Дефекти пронађени током процеса инспекције биће класификовани у 3 степена према њиховој озбиљности:
Примери дефиниција степена Критични (Цр.) фатални дефекти могу проузроковати потенцијалну штету људском телу или прекршити законе и прописе, као што су оштре ивице, оштри углови, цурење струје итд. (обично ће се проблеми са бар кодом дефинисати као Цр.) ; Сертификовани производи, нема већих (Ма.) већих недостатака као што је ЦЕ ознака, неких важних функција или недостатака у изгледу на производима као што су термоизолационе чаше, лоше штампање логотипа, итд. Мањи (Ми.) мањи недостаци као што су мањи недостаци изгледа на производима као што су производи Мале огреботине на површини, благо лоше штампање итд.
У нормалним околностима, искусан КЦ може сам одредити класификацију кварова пронађених током инспекције према горе наведеним принципима. Међутим, како би се осигурало да сви укључени КЦ-и немају двосмисленост у класификацији недостатака, неки купци ће саставити листу неисправних класификација (ДЦЛ Дефецтиве Цлассифицатион Лист), навести све недостатке који се односе на производ на листи за класификацију грешака и назначити ниво дефекта који сваки дефект треба проценити. .
Коришћење табеле плана узорковања
Након увођења концепта величине узорка, АКЛ-а и нивоа дефекта, стварна примена захтева да КЦ провери план узорковања. Укупно 2 обрасца се користе заједно, први решава проблем колико треба нацртати, а други колико недостатака може да се одбије.
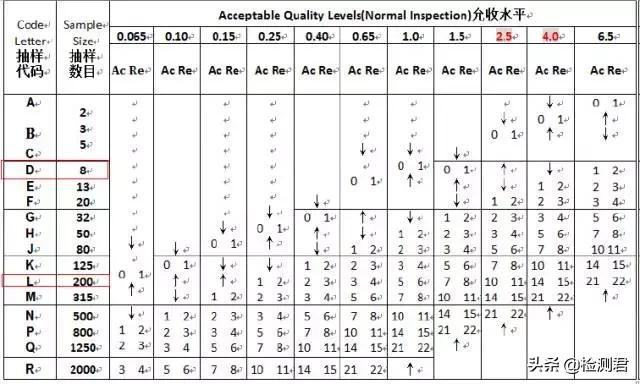
Корак 1: Проверите први образац, пронађите колону интервала укупне количине серије производа у колони „Лот узорковања“, а затим хоризонтално проверите унакрсну колону „Стандарда за специјалну инспекцију“ и „Стандарда за општу инспекцију“ да бисте утврдили Количина узорковања; 2. „Стандард општег прегледа” се користи за узорковање визуелног прегледа. Постоји много општих инспекција, које су подељене на три нивоа, ниво И, ИИ и ИИИ. Што је већи број, већи је број узорковања; 3. “Инспекцијски стандард” се користи за узорковање функције и контроле величине. Укупна количина прегледа је мала, подељена у 4 разреда, С-1, С-2, С-3, С-4. Што је већи број, већи је број узорковања.

Подразумевани број узорака за ФВВ је Ниво-ИИ, С-2. Ако је укупан број производа у овој инспекцији 5000 ком (опсег 3201-10000), према подразумеваном стандарду узорковања ФВВ, код узорковања за општу (изглед) инспекцију је Л; шифра узорковања за посебну (функционалну) инспекцију је Д
Други корак је провера друге табеле, где Л одговара броју узорка од 200 ком; Д одговара броју узорка од 8 ком.
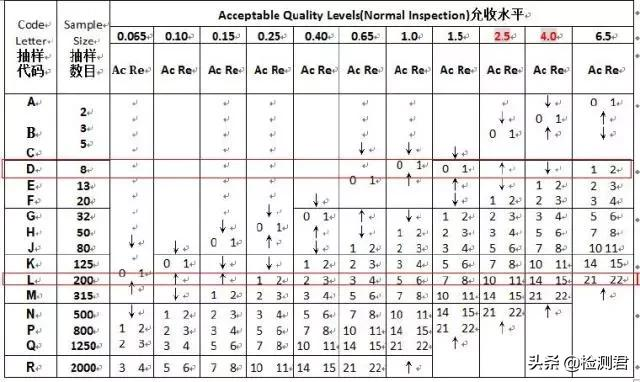
Трећи корак 1.У другој табели постоје две колоне Ац Ре испод вредности сваког нивоа толеранције. Када је укупан број таквих недостатака ≤Ац вредност, роба се може прихватити; када је укупан број таквих недостатака ≥Ре вредност, роба се одбија. Због сличног логичког односа, све Ре је за 1 више од Ац. 0 се користи као посебан ниво прихватања, што није приказано у овој табели. То значи да квар не може постојати. Када се појави 1 такав недостатак, роба ће бити одбијена; 2. Подразумевани АКЛ за ФВВ је Цр. 0; Ма. 2.5; Ми. 4.0, ако према овом нивоу прихватања: Л (200 ком) одговара Ма. Ац Ре од 10 11, односно када је укупан број већих недостатака мањи или једнак 10, роба се може прихватити; када је укупан број недостатака ≥ 11, роба се одбија. Слично, Ац Ре из Ми. је 14 15.Д (8 ком) што одговара Ма. је „↑“, што представља ниво прихватања у односу на горе наведено, односно 0 1; одговарајући Ми. је „↓“, што представља референцу на дозвољени ниво испод. Ниво прихватања, односно 1 2Цр. 0, то значи да није дозвољено откривање фаталних мана
Листа за проверу

Контролна листа (Цхецк Лист) се често користи у инспекцијским активностима КЦ-а. Све тачке које треба проверити за производе су забележене на листи како би се избегли пропусти у процесу контроле квалитета. За клијенте који имају дугорочну сарадњу, ФВВ ће унапред припремити контролну листу. Контролна листа се обично користи заједно са неисправном класификацијском листом (ДЦЛ Дефецтиве Цлассифицатион Лист).
Основни процес КЦ инспекције
Процес инспекције
КОРАК 1ФВВ ће потврдити специфичне захтеве инспекције код купца приликом пријаве за инспекцију и навести величину узорка и АКЛ. и проследити податке релевантном КЦ
СТЕП 2КЦ ће контактирати фабрику најмање 1 дан пре дана инспекције да потврди да ли је роба завршена како је потребно
КОРАК 3 На дан инспекције, КЦ ће прво фабрици прочитати изјаву о интегритету ФВВ-а
КОРАК 4 Затим, КЦ прво потврђује комплетност робе (да ли је производ 100% комплетан; паковање је 80% комплетно)
5. КОРАК Нацртајте кутије према броју од укупног броја кутија
КОРАК 6 Проверите информације о спољној кутији, информације о средњој кутији, информације о производу
КОРАК 7 Провера узорковања Изглед производа према нивоу ИИ нивоа, функција и величина производа према провери узорковања нивоа С-2
КОРАК 8 Сумирајте и израчунајте да ли укупан број кварова премашује стандард и потврдите у фабрици
КОРАК 9 Након инспекције припремите извештај о инспекцији ФВВ и пошаљите извештај ревизорима
КОРАК 10 Након што особље извештаја прегледа извештај, пошаљите купца

Време поста: 31.07.2022