




Aya rupa-rupa parabot, kayaning parabot kayu solid, parabot beusi tempa, parabot panel, jeung saterusna. Seueur barang jati meryogikeun konsumen pikeun ngarakit nyalira saatos ngagaleuh. Ku alatan éta, nalika inspektur kudu mariksa jati dirakit, maranéhna kudu ngumpul jati dina situs. Naon léngkah-léngkah alat pikeun ngabongkar sareng ngarakit jati, kumaha cara ngoperasikeunana dina situs, sareng pancegahan naon waé.

1.On situs kuantitas inspeksi assembly
1) Inspektur kedah sacara mandiri ngumpul sahenteuna hiji set produk dumasar kana manual assembly. Upami ukuran produk ageung teuing sareng peryogi bantosan tanaga pabrik, anjeun kedah mastikeun yén sambungan sareng bagian anu cocog dipasang sareng dioperasikeun ku inspektur sorangan.
2) The assembly produk lianna bisa réngsé ku tanaga pabrik, tapi perlu réngsé dina pangawasan pinuh on-site ti inspektur nu. Kadé mariksa sakabéh prosés assembly produk, tinimbang ngan fokus kana hasil ahir assembly. Ku alatan éta, salila prosés parabot, inspektur nu teu bisa ninggalkeun situs assembly, sarta kuantitas parabot gumantung kana inspeksi (WI) sarat.
2.On léngkah assembly situs na precautions
1) Dina alat-alat situs kudu mastikeun nuturkeun parentah assembly disadiakeun ku produk. Salila prosés assembly, pariksa naha léngkah dina parentah assembly bener, naha unggal komponén meets sarat teknis, naha éta fits pageuh, naha posisi liang bener, naha produk téh teguh, sarta naha parabot éksternal diperlukeun (umumna henteu). diidinan, sarat husus gumantung kana parentah)
2) Sateuacan assembly, hal anu penting pikeun ngaidentipikasi jumlah potongan produk, buka kotak kardus pikeun bungkusan, nempatkeun pakét hardware di lokasi misah tur cacah eta pikeun nyegah leungitna atawa campur jeung asesoris ti produk lianna.
3) Mimiti, pariksa naha jumlah sareng ukuran komponén cocog sareng kuantitas anu dituduhkeun dina manual. Salila assembly, ati ulah ngaganti bagian nu teu cocog.
4) Taliti maca manual assembly, mimiti misahkeun komponén utama dina urutan assembly, sarta didatangan papan misah pikeun instalasi cocog. Hadé pisan mun éta nyandak poto papan ieu seragam.
5) Nyiapkeun parabot instalasi kayaning screwdrivers, wrenches, jeung sajabana, sarta mastikeun turutan léngkah assembly dina manual assembly produk salila prosés assembly. Inspectors kedah nengetan husus: tanaga pabrik mindeng ngandelkeun pangalaman salila assembly sarta gagal pikeun pinuh nuturkeun léngkah dina manual parabot. Prakték ieu teu tiasa marios naha manual alatna cekap sareng lengkep. Lamun kaayaan ieu kapanggih, eta kudu dieureunkeun / dilereskeun geuwat. Hadé pisan mun éta masang hiji unit dina hiji waktu, teu sababaraha unit dina waktos anu sareng, pikeun nyegah pangawasan inadequate.
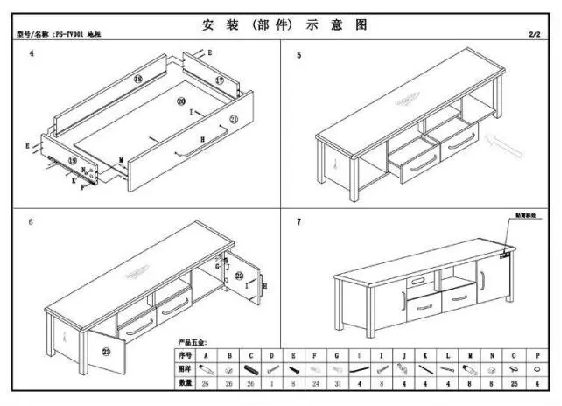
6) Umumna diomongkeun, prosés assembly kalolobaan produk bisa dibagi kana opat tahap:
Hambalan munggaran nyaéta ngabentuk rorongkong produk. Salila prosés ieu, perhatian kudu dibayar ka naha liang sambungan tina rorongkong nu bener, naha pamasangan bolts na fasteners séjén lemes, naha panyambungna dikonci, sarta naha sela tina rorongkong anu seragam jeung konsisten.
Léngkah kadua nyaéta masang komponén tetep anu nguatkeun struktur dina rorongkong. Salila prosés ieu, perhatian kudu dibayar ka asesoris hardware, utamana screws, nu teu matak lasut. Sadaya komponén sareng fasteners kedah dipasang dina pigura, sareng liang sambungan kedah dipariksa pikeun cocog. Kadé dicatet yén misalignment liang screw mindeng lumangsung salila prosés ieu.
Léngkah katilu nyaéta masang alat pandu atanapi engsel anu nyambungkeun bagian anu gerak dina posisi anu saluyu. Kadé dicatet yén komponén jati bisa disassembled sarta dirakit sababaraha kali tanpa masalah karuksakan. Dina prosés ieu, perhatian kudu dibayar ka naha asesoris ieu boga liang screw leupas atawa bagian ruksak sanggeus sambungan tunggal.
Bagian kaopat nyaéta masang komponén atanapi asesoris minor atanapi hiasan. Salila prosés ieu, perhatian kudu dibayar ka naha panjang screw meets sarat, naha asesoris hiasan bisa bertulang pageuh, naha posisi liang anu luyu nalika ngonci screw, sarta naha produk teu kudu scratched atawa asesoris teu kudu. jadi leupas.

Patarosan anu sering ditaroskeun
1. Kurangna komponén dina produk, utamana asesoris hardware dina bungkusan leutik
2. Posisi liang teu minuhan sarat, utamana kaasup posisi liang sambungan lepat, liang leutik, teuing deet atawa jero teuing liang, arah simpangan, jsb
3. liang aksésori dina dewan anu ngeusi cet, jeung hardware teu bisa mulus diselapkeun
4. Asesoris hardware teu bisa dikonci pageuh, jeung produk nu teu aman
5. Nalika ngonci asesoris hardware, komponén bisa deform, rengat, atawa ruksak
6. bagian pindah fungsi teu bisa kadorong atawa ditarik mulus
7. Panyambungna ruksak jeung noda karat dina beungeut asesoris hardware
8. sela kaleuleuwihan atawa henteu rata antara komponén salila assembly

Syarat kualitasjeungmétode inspeksipikeun produk
1. Métode inspeksi
Pangukuran alat, pamariksaan visual, sentuhan tangan, sareng pamariksaan produk dumasar kana syarat téknis rakitan produk sareng dimensi sareng bentuk gambar.
2. Jarak deteksi
Kudu di handapeun cahaya alami atanapi perkiraan cahaya alami (misalna lampu fluoresensi 40W), kalayan rentang visual 700-1000mm
3. Fokus inspeksi penampilan
1) The las, riveting, mortise na tenon mendi dipaké pikeun ngaropéa komponén teu kudu leupas
2) Screws jeung sambungan hardware teu kudu jadi leupas
3) Beungeut asesoris hardware teu aya goresan, lapisan palapis (palapis) teguh, sareng teu aya peeling atanapi karat.
4) Komponén bantalan beban sareng bagian anu gerak henteu kedah gaduh retakan, knots, liang serangga, atanapi cacad sanésna.
5) Bagian anu gerak kedah dihubungkeun pageuh sareng dipercaya, henteu ragrag nyalira, sareng kedah fleksibel sareng gampang dianggo.
6) fittings logam kudu euweuh retakan atawa scars
7) Henteu kedah aya desoldering, las virtual, atanapi penetrasi las di situs las
8) Bagian anu dilas kedah bébas tina pori, nodul las, sareng spatter
9) Bagian riveted kudu riveted mulus tanpa tanda palu
10) Lapisan kudu bébas tina kaduruk, gelembung, pinholes, retakan, burrs, sarta goresan.
11) Lapisan bagian logam kedahna henteu aya bagian handap anu kakeunaan, henteu rata, sagging atra, gumpalan, kedutan, atanapi cet ngalayang.
12) Taya goresan atanapi goresan dina beungeut produk rengse
13) Struktur sakabéh produk anu teguh, saimbang dina taneuh, sarta euweuh looseness dina komponén nalika shaken. Sendi anu kedap tur euweuh sela atra
14) Lensa sareng panto kabinét kaca beresih tanpa aya tanda napel, sareng beungkeutan atanapi sambunganna ketat sareng teguh
15) Asesoris hardware anu remen dibuka, kayaning hinges, retractables, slides laci, jeung sajabana, merlukeun fléksibel muka jeung nutup.
16) Komponén kai padet teu boga tanda buruk, liang serangga, fractures, jsb, sarta arah warna jeung sisikian kai konsisten. Eusi Uap minuhan sarat
17) Lapisan bagian kai teu kedah gaduh kedutan atanapi bocor cet: palapis atanapi palapis bagian logam teu kedah aya peeling, sulaman, atanapi bocor cet.
18) Palapis dina bagian kai kedah datar tur mulus, tanpa goresan, bintik bodas, gelembung, sagging, sarta béda warna atra
19) Komponén panel bébas tina kerung, bengong, infested serangga, retak, chipped, scratched, dipaku kaluar, pierced, sarta fenomena séjén.
20) Warna permukaan kedah konsisten, naha ngabandingkeun sapotong tunggal dina posisi béda atawa ngabandingkeun sakabéh sistem, warna kudu konsisten.
21) Henteu aya tanda alat anu jelas dina permukaan, sapertos tanda péso, tanda sered, fragméntasi, retakan, keusik hideung, sareng tilelep.
22) Engsel henteu kedah ngagulung atanapi ngangkat kaleuleuwihan, sareng henteu diidinan nyaluyukeun panto ku ngabengkokkeun engsel pikeun ngajaga kerataan.
23) Kaca jeung kaca spion kudu dipasang tanpa oyag atawa loosening
24) Produkna teu gaduh lebu, tonjolan seukeut, burrs, tanda lem, hideung kaduruk, atanapi nyemprot kaleuleuwihan
25) Ukuran sakabéh produk rengse meets sarat tina gambar, sarta diménsi éksternal aya dina rentang kasabaran ukuran allowable.
asesoris hardware umumpikeun ngabongkar jeung assembling jati
Asesoris hardware umumna dianggo pikeun ngalereskeun sareng nyambungkeun struktur nalika ngabongkar jati. Panyambung umum dina jati kaasup hinges, panyambungna (éccentric atawa permanén), slides laci, slides panto ngageser, handles, konci, pin konci, cangkir nyeuseup panto, ngarojong partisi, ngagantung baju iteuk, pulleys, suku, bolts, screws kai, tenons kai. , kuku buleud, jsb.

1. Engsel
Hinges mangrupikeun struktur utama anu nyambungkeun dua bagian anu gerak, utamina dianggo pikeun muka sareng nutup panto kabinét, dibagi kana engsel anu kakeunaan sareng engsel disumputkeun.
1) Ming engsel
Hinges biasana ngan hinges, sarta nalika dipasang, bagian pin of hinge nu kakeunaan beungeut jati. Hinges bisa dipaké pikeun diwangun-di panto jeung panto tilepan.

2) Hinge disumputkeun
Hinge disumputkeun rotates ku rod nyambungkeun sarta disumputkeun di jero parabot salila instalasi tanpa leakage

2. Komponén sambungan
Konektor, ogé katelah konektor tetep, gaduh dampak langsung kana struktur sareng kateguhan produk jati. Ieu utamana dipaké pikeun nyambungkeun panels samping, panels horizontal, sarta panels tukang jati kabinét pikeun ngalereskeun panels jati. Batang panyambungna kalebet panyambung saendeng sareng panyambung permanén.
1) Panyambung saendeng
Ngagunakeun jarak saendeng, sambungkeun pelat horizontal ka pelat samping, kayaning lanté sarta pelat samping, sarta pelat handap bisa dipasang ti luhur atawa samping.

2) panyambungna permanén
Ieu diwangun ku dua bagian: a screw na leungeun baju kalawan spring baja plat. Saatos mencét sambungan ku leungeun, obyék disambungkeun permanén, dicirikeun ku sambungan pisan kuat.

3. Geser laci
Rel geser laci umumna didamel tina cet baking beusi atanapi bahan galvanis beusi. Nurutkeun kana métode béda di Cina Wétan, aranjeunna bisa dibagi kana tipe katrol atawa tipe bal. Numutkeun jarak ti laci ka kabinet, aranjeunna tiasa dibagi kana rel bagian tunggal, rel bagian ganda, sareng rel tilu bagian.

4. Baud
Jinis fastener anu diwangun ku sirah sareng baud (awak silinder sareng benang éksternal), anu kedah dicocogkeun sareng langsir sareng dianggo pikeun ngencang sareng nyambungkeun dua bagian kalayan liang. Bentuk sambungan ieu disebut sambungan baud.
5. Tenon sirkular
Salah sahiji asesoris assembly jeung sambungan nu ilahar dipaké pikeun jati panel, nu ngawangun kawas rod buleud sarta umumna dijieunna tina kai. Dina disassembly na assembly of jati, tenons kai maénkeun peran positioning, kalawan diaméter ilahar dipaké 6mm, 8mm, 10mm, sarta 12mm, sarta panjangna 20mm, 25mm, 30mm, 35mm, 40mm, sarta 50mm.

6. Panyambung séjén
Screws, screws ngetok diri, kacang, washers, spring washers, kacang cylindrical, kacang ribbed ganda, handles, jsb.

waktos pos: May-09-2024