




நான்கு-புள்ளி அளவுகோல் துணி ஆய்வுக்கான முக்கிய மதிப்பெண் முறையாகும், மேலும் இது ஜவுளித் தொழிலில் QC க்கு தேவையான அறிவு மற்றும் திறன் ஆகும்.
இந்த கட்டுரையில் முக்கிய வார்த்தைகள்: துணி ஆய்வு நான்கு புள்ளி அமைப்பு
01
நான்கு புள்ளி அமைப்பு என்றால் என்ன?
நெய்த பின்னப்பட்ட துணிகளுக்கு நான்கு-புள்ளி அளவைப் பயன்படுத்தலாம், குறைபாட்டின் அளவு மற்றும் தீவிரத்தைப் பொறுத்து 1-4 புள்ளிகள் கழிக்கப்படும்.

கணக்கீட்டு முறை: ஒற்றை ரோல் மதிப்பெண் = கழித்தல் மதிப்பெண் / குறியீடு நீளம் * 100
சராசரி மதிப்பெண் முறை = மொத்த கழித்தல் புள்ளிகள் / மொத்த குறியீடு நீளம் * 100
ஏற்றுக்கொள்ளும் வரம்பு: 100 நேர்கோட்டு யார்டுகளுக்கு 50 புள்ளிகளுக்குக் கீழே A கிரேடு, 50 புள்ளிகளுக்கு மேல் B கிரேடு
கணக்கீட்டு முறை: ஒவ்வொரு துணியையும் பரிசோதித்த பிறகு, நீங்கள் பெற்ற மதிப்பெண்களைக் கூட்டலாம், மேலும் பின்வரும் சூத்திரத்தைப் பயன்படுத்தி 100 சதுர கெஜத்திற்கு ஒவ்வொரு துணியின் ஸ்கோரையும் கணக்கிடலாம்.
ஒரு ரோல் துணியின் 100 சதுர கெஜத்திற்கு புள்ளிகளின் எண்ணிக்கை = கழித்தல் புள்ளிகள் * 3600 / (பரிசோதனை செய்யப்பட்ட கெஜங்கள் * பயனுள்ள கதவு அகல அங்குலங்கள்)
100 சதுர கெஜங்களின் சராசரி மதிப்பெண் = (மொத்த கழித்தல் புள்ளிகள் * 3600) / (மொத்த ஆய்வு செய்யப்பட்ட கெஜங்கள் * சராசரி பயனுள்ள கதவு அகலம் அங்குலம்) கணக்கீடு முடிவு ஒரு தசம இடத்திற்கு துல்லியமாக இருக்கும்.
ஏற்றுக்கொள்ளும் வரம்பு: 100 சதுர கெஜத்திற்கு 40 புள்ளிகளுக்குக் குறைவான ஒற்றை ரோல் கிரேடு A, மற்றும் 40 புள்ளிகளுக்கு மேல் கிரேடு B. அனைத்து ஆய்வு செய்யப்பட்ட துணிகளின் சராசரி மதிப்பெண் 100 சதுர கெஜத்திற்கு 28 புள்ளிகளுக்கும் குறைவாக உள்ளது. மேலே உள்ள நிபந்தனைகள் ஒரே நேரத்தில் பூர்த்தி செய்யப்பட வேண்டும், 100 சதுர கெஜத்திற்கு ஒரு ரோல் ஒவ்வொரு 40 புள்ளிகளுக்கும் குறைவாக இருந்தாலும், அனைத்து ஆய்வு துணிகளும் 100 சதுர கெஜத்திற்கு 28 புள்ளிகளுக்கு மேல் இருந்தாலும், முடிவு தகுதியற்றது என தீர்மானிக்கப்படுகிறது. வெவ்வேறு துணிகள் தகுதி மதிப்பெண்களுக்கு வெவ்வேறு தேவைகளைக் கொண்டிருக்கலாம், மேலும் ஒப்பந்தத்திற்குப் பிறகு வாங்குபவர் மற்றும் சப்ளையர் ஆகியோரால் தகுதி மதிப்பெண்கள் குறிப்பிடப்படலாம்.
02
நான்கு புள்ளி அளவைப் பயன்படுத்துவதற்கான கோட்பாடுகள்
· அனைத்து வார்ப் மற்றும் வெஃப்ட் குறைபாடுகளின் கழித்தல் 4 புள்ளிகளுக்கு மேல் இருக்கக்கூடாது;
· தொடர்ச்சியான/சுழற்சி குறைபாடுகளுக்கு ஒரு யார்டுக்கு 4 புள்ளிகள் (>9inches);
· துளைகள், குறுகிய துண்டுகள், சீம்கள் மற்றும் பிற முழு அகல குறைபாடுகளுக்கு 4 புள்ளிகள் கழிக்கப்படும்;
· தீவிரமான குறைபாடுகளுக்கு, அனைத்து துளைகளும் விட்டம் பொருட்படுத்தாமல் 4 புள்ளிகள் என மதிப்பிடப்படும், மற்றும் பின்ஹோல்களை விட பெரிய துளைகள் 4 புள்ளிகள் கழிக்கப்படும்.
· தொடர்ச்சியான குறைபாடுகளுக்கு, அதாவது: வளைவுகள், விளிம்பிலிருந்து விளிம்பு வரையிலான நிறமாற்றம், குறுகிய அல்லது ஒழுங்கற்ற துணி அகலங்கள், மடிப்புகள், துணிகளுக்கு சீரற்ற சாயமிடுதல், குறைபாடுகளின் ஒரு புறத்தில் 4 புள்ளிகள் கழிக்கப்படும்;
· 64-66 அங்குலத்திற்கு மேல் அகலம் கொண்ட துணிகளுக்கு, நேராக யார்டு மதிப்பெண்ணில் ஒவ்வொரு முற்றத்தின் துப்பறியும் விகிதாச்சாரப்படி 4 புள்ளிகளுக்கு மேல் அதிகரிக்கலாம்;
· இருபுறமும் விளிம்பின் ஒரு அங்குலத்தில் உள்ள குறைபாடுகள் சேதமடைவதைத் தவிர மதிப்பெண் பெறாது;
குறைபாட்டின் நீளம் வார்ப் அல்லது வெஃப்டின் அதிகபட்ச திசையின் படி கணக்கிடப்படுகிறது. இரண்டு அல்லது அதற்கு மேற்பட்ட குறைபாடுகள் ஒன்றாகக் கலந்தால், மிகப்பெரிய குறைபாட்டின் அலகு கணக்கிடப்படுகிறது;
· வேறுவிதமாகக் குறிப்பிடப்படாவிட்டால், பொதுவாக துணியின் முன் பக்கத்தை மட்டுமே பரிசோதிக்க வேண்டும். வெற்று நெசவு துணிகளுக்கு, ஷிப்ட் பிரிண்டிங் பக்கமானது முன் பக்கமாகும். ட்வில் துணிகளுக்கு, இடது சார்பு நேர்மறையானது. நூல் துணிகளுக்கு, சரியான இறக்குதல் நேர்மறை. சாடின் துணிகளைப் பொறுத்தவரை, சாடின் பக்கமானது நேர்மறையானது. கலப்பு துணியை விருந்தினருடன் முன்கூட்டியே உறுதிப்படுத்த வேண்டும். நன்மை தீமைகளை குழப்ப வேண்டாம். நேர்மறை விளைவை பாதிக்கும் துணியின் தலைகீழ் பக்கத்தில் குறைபாடுகள் இருந்தால், செல்வாக்கின் அளவு அடித்தது;
· இடைப்பட்ட அல்லது சிறிய சிதறிய தூரங்களைக் கொண்ட குறைபாடுகளுக்கு, அந்தந்த அளவீட்டு மதிப்பெண்கள் மொத்த அளவீட்டு மதிப்பெண்களை விட அதிகமாக இருந்தால், மொத்த அளவீட்டு மதிப்பெண் கணக்கிடப்படும்;
· கீற்றுகளின் கணக்கீட்டு முறை: இயந்திரத்தின் ஒன்று அல்லது நெசவு (வார்ப்) திசைக் குறைபாடு, அகலம் ஒரு சென்டிமீட்டருக்கும் குறைவாகவும், ஒவ்வொரு சென்டிமீட்டருக்கும் ஒரு சென்டிமீட்டருக்கும் அதிகமாகவும் இருக்கும். ஒரு சென்டிமீட்டர் ஒன்று என கணக்கிடப்படுகிறது.
03
மாதிரி எடுத்தல்
மாதிரி ஆய்வு, 100% பொருட்கள் முடிக்கப்பட்டிருக்க வேண்டும், 80% பேக்கேஜ் செய்யப்பட்டவை, தொழிற்சாலை அல்லது சப்ளையரிடமிருந்து உண்மையான பேக்கிங் பட்டியல் அல்லது குறியீடு பட்டியலிலிருந்து எடுக்கப்பட்டிருக்க வேண்டும்.
மாதிரிகளின் எண்ணிக்கை:
· விநியோக அளவின் 10%, 20%;
· அல்லது ஏற்றுமதி எண்ணிக்கையின் வர்க்க மூலத்தை எடுத்து 10 ஆல் பெருக்கவும்;
· டெலிவரி அளவு 1000 கெஜங்களுக்கு குறைவாக இருந்தால், முழு ஆய்வு.
04
சோதனை முறை
· ஆய்வு தூரம் சுமார் 1 கெஜம், மற்றும் ஒளி மூல தேவைகள்: மேற்பரப்பு வெளிச்சம் குறைந்தது 1075 லக்ஸ், மற்றும் நிறுவல் துணி மேற்பரப்புக்கு இணையாக உள்ளது.
· பரிந்துரை:
வெளிர் நிற அல்லது மெல்லிய துணி, ஆய்வுக்கு முன் துணி மற்றும் துணி ஆய்வு சாய்ந்த தட்டு இடையே துணி ஒரு துண்டு சேர்க்க.

· காட்சி ஆய்வு ஆய்வு நோக்கம்: நெசவு சாயமிடுதல் மற்றும் அச்சிடுதல், பொதுவான தோற்ற அமைப்பு மற்றும் பொருட்கள் போன்ற துணி குறைபாடுகள், நிறம், அகலம், ரோல் நீளம், வெஃப்ட் வில் மற்றும் வெஃப்ட் வளைவு, பேக்கேஜிங் மற்றும் மார்க்கிங்.
· தோற்றமானது வாடிக்கையாளரின் குறிப்பு மாதிரியை அடிப்படையாகக் கொண்டது, முக்கியமாக நடை, முறை மற்றும் விளைவைச் சரிபார்த்து அச்சிடப்பட்ட ஜாக்கார்ட் வடிவத்தை குறைந்தது ஒரு சுழற்சிக்காக சரிபார்க்கவும்.
· கட்டமைப்பு:
வாடிக்கையாளருக்குத் தேவைப்பட்டால், ஃபைபர் கலவை, நூல் வகை, நூல் எண்ணிக்கை ஆகியவற்றைச் சோதிக்க மாதிரி செய்யலாம்.
·பொருள் கை உணர்வு:
துணியின் கை கடினமானதா அல்லது மென்மையா, தடித்ததா அல்லது மெல்லியதா என்பதை ஒப்பிட்டுப் பார்க்கவும். ஒப்பீட்டளவில் வெளிப்படையான வேறுபாடு இருந்தால், அது அறிக்கையில் குறிப்பிடப்பட்டு, பொருள் நெடுவரிசையில் முரண்பாடுகளாகப் பதிவு செய்யப்பட வேண்டும், மேலும் வெவ்வேறு கை உணர்வின் மாதிரிகள் எடுக்கப்பட வேண்டும். முடிந்தால் மாதிரிகள் ஒரே தொகுப்பின் வெவ்வேறு ரோல்களின் கை உணர்வை ஒப்பிடலாம்.
05
சோதனை புள்ளி
· ரோல் நீளம் மற்றும் அகலம்
ஒற்றை ரோலின் உண்மையான நீளத்திற்கும் லேபிளின் நீளத்திற்கும் இடையே உள்ள வேறுபாடு 2% ஐ விட அதிகமாக இருந்தால், ஒற்றை ரோல் இரண்டாம்-வகுப்பு தயாரிப்பாக குறைக்கப்படும்;
ஆய்வு செய்யப்பட்ட அனைத்து ரோல்களின் மொத்த நீளத்தின் கூட்டுத்தொகை பெயரளவு மொத்த நீளத்தின் 1% க்கும் குறைவாக இருந்தால், அது புகாரளிக்கப்பட வேண்டும், மேலும் முழு தொகுதியும் தரமிறக்கப்படலாம்;
பயனுள்ள கதவு அகலத்தை முறையே தலை, நடுத்தர மற்றும் வால் ஆகியவற்றில் 3 முறை அளவிடவும். பொதுவாக, வாடிக்கையாளர்கள் குறுகிய அகலத்தை ஏற்க மாட்டார்கள், மேலும் நெசவு மீள் துணியின் அகலம் 2% க்கும் குறைவாக இருக்கும்.
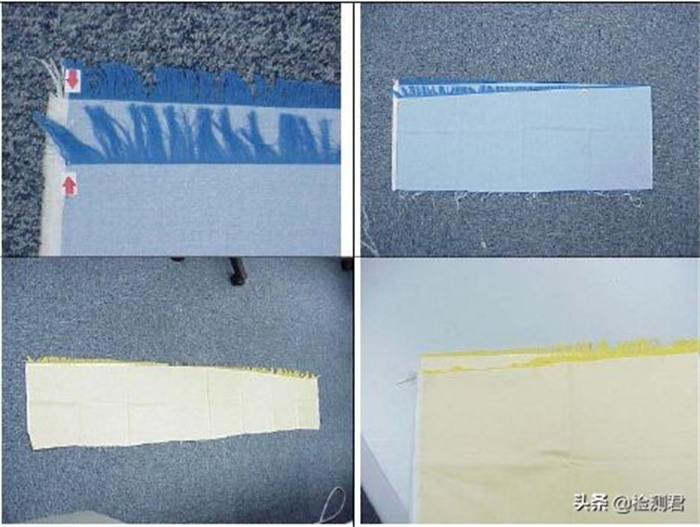
· சாய்வான மற்றும் வில் வெஃப்ட்
நெசவுத் திசையில் துணியை வெட்டுங்கள், முடிந்தவரை நெசவு வளைவின் திசைக்கு அருகில்;
நெசவு நூல்களை ஒவ்வொன்றாக அகற்றவும்;
ஒரு முழுமையான பின்னல் வரையப்படும் வரை;

வார்ப்புடன் பாதியாக மடித்து, விளிம்புகளைப் பறித்து, உயர்ந்த புள்ளிக்கும் குறைந்த புள்ளிக்கும் இடையே உள்ள தூரத்தை அளவிடவும்.
துணி எடை
ஒவ்வொரு ஆய்வுக்கும் வெவ்வேறு சுருள்களிலிருந்து குறைந்தது இரண்டு மாதிரிகளை எடைபோடுங்கள்:
· <10OZ/SQ.YD: +/-5%;
· >10OZ/SQ.YD: +/-3%.
துணி பேக்கேஜிங் முன்னெச்சரிக்கைகள்
· காகிதக் குழாயின் பொருத்தமான தடிமன் மற்றும் வலிமை;
· காகித பீப்பாயின் உள் விட்டம்;
· காகித பீப்பாயின் நீளம்;
· மிகவும் தளர்வான மற்றும் மிகவும் இறுக்கமாக தவிர்க்கவும்
இடுகை நேரம்: ஆகஸ்ட்-14-2022