




సాలిడ్ వుడ్ ఫర్నీచర్, వ్రోట్ ఐరన్ ఫర్నీచర్, ప్లేట్ ఫర్నీచర్ మొదలైన అనేక రకాల ఫర్నిచర్లు ఉన్నాయి. కొనుగోలు చేసిన తర్వాత చాలా ఫర్నిచర్ను వినియోగదారులు స్వయంగా సమీకరించాలి. అందువల్ల, ఇన్స్పెక్టర్ సమావేశమైన ఫర్నిచర్ను తనిఖీ చేయవలసి వచ్చినప్పుడు, అతను సైట్లో ఫర్నిచర్ను సమీకరించాలి, కాబట్టి ఫర్నిచర్ను విడదీయడానికి మరియు అసెంబ్లింగ్ చేయడానికి పరికరాల దశలు ఏమిటి, సైట్లో ఎలా నిర్వహించాలి మరియు ఏ జాగ్రత్తలు తీసుకోవాలి. మీకు సహాయపడే కొన్ని ఉపయోగకరమైన సమాచారం యొక్క సారాంశం క్రింద ఉంది.

ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు
1. ఆన్-సైట్ అసెంబ్లీ తనిఖీ పరిమాణం 1) అసెంబ్లీ సూచనల ప్రకారం ఇన్స్పెక్టర్ కనీసం ఒక సెట్ ఉత్పత్తులను స్వతంత్రంగా సమీకరించాలి. ఉత్పత్తి పరిమాణం చాలా పెద్దగా ఉంటే, ఫ్యాక్టరీ సిబ్బంది తప్పనిసరిగా సహాయం చేయాలి, కనెక్షన్ మరియు సరిపోలే భాగాలు ఇన్స్పెక్టర్ స్వయంగా ఇన్స్టాల్ చేయబడి, నిర్వహించబడుతున్నాయని నిర్ధారించుకోండి. 2) ఇతర ఉత్పత్తుల అసెంబ్లీని ఫ్యాక్టరీ సిబ్బంది పూర్తి చేయవచ్చు, అయితే ఇది మొత్తం ప్రక్రియ అంతటా ఇన్స్పెక్టర్ పర్యవేక్షణలో పూర్తి కావాలి. ఉత్పత్తి అసెంబ్లీ యొక్క మొత్తం ప్రక్రియను తనిఖీ చేయడానికి శ్రద్ధ వహించండి, అసెంబ్లీ యొక్క తుది ఫలితంపై దృష్టి పెట్టడం మాత్రమే కాదు. కార్గో మ్యాన్ అసెంబ్లీ సైట్ నుండి నిష్క్రమించలేరు మరియు తనిఖీ (WI) ద్వారా పరికరాల పరిమాణం అవసరం.
ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు

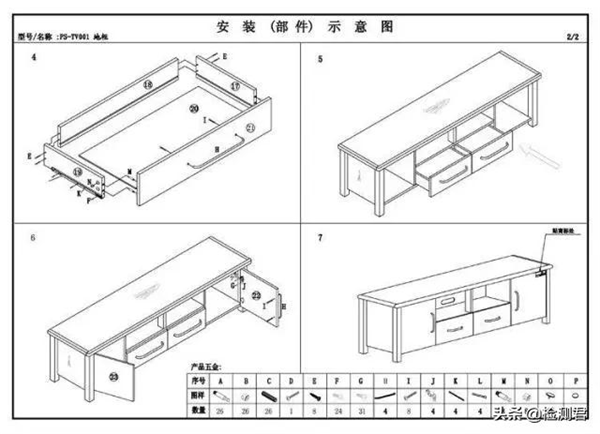
2.ఆన్-సైట్ అసెంబ్లీ దశలు మరియు జాగ్రత్తలు 1) ఉత్పత్తితో అందించిన అసెంబ్లీ సూచనలకు అనుగుణంగా ఆన్-సైట్ పరికరాలు తప్పనిసరిగా ఇన్స్టాల్ చేయబడాలి. అసెంబ్లీ ప్రక్రియలో, అసెంబ్లీ సూచనలలోని దశలు సరిగ్గా ఉన్నాయో లేదో తనిఖీ చేయండి, ప్రతి భాగం సాంకేతిక అవసరాలకు అనుగుణంగా ఉందా, ఫిట్ బిగుతుగా ఉందా మరియు హోల్ స్థానాలు సరిగ్గా ఉన్నాయా. , ఉత్పత్తి దృఢంగా ఉందా, మరియు అది బాహ్య సాధనాలను ఉపయోగించాల్సిన అవసరం ఉందా (సాధారణంగా అనుమతించబడదు, మాన్యువల్ అవసరాలను బట్టి) 2) అసెంబ్లీకి ముందు, ఉత్పత్తి యొక్క ముక్కల సంఖ్యను గుర్తించండి, కార్టన్ ప్యాకేజీని తెరిచి, హార్డ్వేర్ను ఉంచండి ప్రత్యేక లొకేషన్లో ప్యాకేజీ చేయండి మరియు ఇతర ఉత్పత్తుల నుండి యాక్సెసరీలు మిస్ అవ్వకుండా లేదా మిక్స్ చేయబడకుండా కౌంట్ చేయండి. 3) ముందుగా భాగాల సంఖ్య మరియు పరిమాణం మాన్యువల్లో గుర్తించబడిన సంఖ్యకు అనుగుణంగా ఉన్నాయో లేదో తనిఖీ చేయండి మరియు అసెంబ్లింగ్ చేసేటప్పుడు అనుచితమైన భాగాలను భర్తీ చేయకుండా శ్రద్ధ వహించండి. 4) అసెంబ్లీ సూచనలను జాగ్రత్తగా చదవండి, మొదట అసెంబ్లీ క్రమంలో ప్రధాన భాగాలను వేరు చేయండి మరియు సంస్థాపన కోసం ప్రత్యేకంగా ప్యానెల్లను సందర్శించండి. ఈ ప్యానెళ్ల చిత్రాలను తీయడం ఉత్తమం.
ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు
5) స్క్రూడ్రైవర్లు, రెంచ్లు మొదలైన ఇన్స్టాలేషన్ సాధనాలను సిద్ధం చేయండి. అసెంబ్లీ ప్రక్రియలో, ఉత్పత్తి అసెంబ్లీ సూచనలలో అసెంబ్లీ దశలను ఖచ్చితంగా అనుసరించండి. ఇన్స్పెక్టర్లు ప్రత్యేక శ్రద్ధ వహించాల్సిన అవసరం ఉంది: ఫ్యాక్టరీ సిబ్బంది తరచుగా అసెంబ్లీ సమయంలో అనుభవంపై ఆధారపడతారు మరియు సూచనలలోని దశలతో పూర్తి అనుగుణంగా ఇన్స్టాల్ చేయడంలో విఫలమవుతారు. ఈ విధానం పరికర సూచనలు సహేతుకమైన మరియు సంపూర్ణమైనవా అని పరీక్షించలేదు. అటువంటి పరిస్థితి కనిపిస్తే, వెంటనే దాన్ని ఆపాలి/సరిదిద్దాలి. అదే సమయంలో, ఒకదానికొకటి ఇన్స్టాల్ చేయడం ఉత్తమం, అదే సమయంలో అనేక కాదు, తద్వారా స్థానంలో పర్యవేక్షించకూడదు. 6) సాధారణంగా చెప్పాలంటే, చాలా ఉత్పత్తుల యొక్క అసెంబ్లీ ప్రక్రియను నాలుగు దశలుగా విభజించవచ్చు: మొదటి దశ ఉత్పత్తి యొక్క అస్థిపంజరాన్ని రూపొందించడం. ఈ ప్రక్రియలో, అస్థిపంజరం యొక్క కనెక్షన్ రంధ్రాలు సరిగ్గా ఉన్నాయో లేదో మరియు బోల్ట్ల వంటి ఫాస్టెనర్ల సంస్థాపన మృదువుగా ఉందో లేదో, కనెక్టర్ లాక్ చేయబడాలి మరియు అస్థిపంజరం యొక్క గ్యాప్ ఏకరీతిగా ఉండాలి. రెండవ భాగం అస్థిపంజరంపై ఉపబల నిర్మాణం యొక్క స్థిర మరియు మిశ్రమ భాగాలను ఇన్స్టాల్ చేయడం. ఈ ప్రక్రియలో, హార్డ్వేర్ ఉపకరణాలకు, ముఖ్యంగా స్క్రూలకు శ్రద్ధ వహించండి, తద్వారా అన్ని భాగాలు మరియు ఫాస్టెనర్లను ఉంచాలి మరియు కనెక్షన్ రంధ్రాలు అనుకూలంగా ఉన్నాయో లేదో తనిఖీ చేయండి. స్క్రూ రంధ్రం తొలగుట యొక్క దృగ్విషయం తరచుగా రెండవ ప్రక్రియలో సంభవిస్తుందని గమనించాలి. మూడవ భాగం గైడ్ పరికరం లేదా సంబంధిత స్థానాల్లో కీలు ద్వారా కనెక్ట్ చేయబడిన కదిలే భాగాలను ఇన్స్టాల్ చేయడం. ఫర్నిచర్ భాగాలను విడదీయడం మరియు అసెంబ్లీని పూర్తిగా విడదీయడం మరియు నష్టం లేకుండా అనేక సార్లు సమావేశమైందని గమనించండి. ఈ లింక్లో, ఈ భాగాలు ఒకసారి కనెక్ట్ చేయబడిందా అనే దానిపై శ్రద్ధ చూపడం అవసరం. వదులుగా ఉండే స్క్రూ రంధ్రాలు మరియు దెబ్బతిన్న భాగాల సమస్యలు ఉన్నాయి. నాల్గవ భాగం, చిన్న లేదా అలంకార భాగాలు లేదా ఉపకరణాల సంస్థాపన. ఈ ప్రక్రియలో, స్క్రూ యొక్క పొడవు అవసరాలకు అనుగుణంగా ఉందా, అలంకార ఉపకరణాలను గట్టిగా బలోపేతం చేయవచ్చా, స్క్రూను లాక్ చేసేటప్పుడు రంధ్రం యొక్క స్థానం సముచితంగా ఉందా మరియు ప్రక్రియ సమయంలో ఉత్పత్తిని గీతలు చేయడం సాధ్యం కాదా, మరియు ఉపకరణాలపై శ్రద్ధ వహించండి. వదులుకోలేరు.

ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు
సాధారణ సమస్యలు 1. ఉత్పత్తిలో విడిభాగాలు ఉన్నాయి, ముఖ్యంగా చిన్న ప్యాకేజీలోని హార్డ్వేర్ ఉపకరణాలు. ప్లేట్లోని ఫిట్టింగ్ రంధ్రాలు పెయింట్తో నిండి ఉంటాయి మరియు హార్డ్వేర్ను సజావుగా ఉంచడం సాధ్యం కాదు 4. హార్డ్వేర్ ఫిట్టింగ్లు లాక్ చేయబడవు మరియు ఉత్పత్తి గట్టిగా ఉండదు 5. హార్డ్వేర్ ఫిట్టింగ్లను లాక్ చేసినప్పుడు, భాగాలు వైకల్యంతో, పగుళ్లు, దెబ్బతిన్నాయి. , మొదలైనవి 6 . ఫంక్షనల్ కదిలే భాగాలను సజావుగా నెట్టడం మరియు లాగడం సాధ్యం కాదు. 7. కనెక్ట్ చేసే భాగాలు దెబ్బతిన్నాయి మరియు హార్డ్వేర్ ఉపకరణాల ఉపరితలం తుప్పు పట్టింది. 8. అసెంబ్లీ సమయంలో భాగాల మధ్య అంతరం చాలా పెద్దది, లేదా గ్యాప్ అసమానంగా ఉంటుంది

ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు
ఉత్పత్తి నాణ్యత అవసరాలు మరియు తనిఖీ పద్ధతులు 1. తనిఖీ పద్ధతులు సాధనం కొలత, దృశ్య తనిఖీ, చేతి స్పర్శ, ఉత్పత్తి అసెంబ్లీ సాంకేతిక అవసరాలు మరియు డ్రాయింగ్ పరిమాణం మరియు ఆకృతి ప్రకారం ఉత్పత్తిని తనిఖీ చేయండి 2. తనిఖీ దూరం సహజ కాంతిలో లేదా సహజ కాంతికి సమీపంలో ఉండాలి ( ఉదాహరణకు: 40W ఫ్లోరోసెంట్ దీపం), దృష్టి దూరం 700-1000mm3. స్వరూపం తనిఖీ ఆందోళనలు 1) స్థిర భాగాలకు ఉపయోగించే వెల్డింగ్, రివెట్స్, టెనాన్ జాయింట్లు మొదలైనవి వదులుగా ఉండకూడదు. 2) మరలు మరియు హార్డ్వేర్ కనెక్షన్ భాగాలు వదులుగా ఉండకూడదు. 3) హార్డ్వేర్ ఉపకరణాల ఉపరితలం గీతలు లేకుండా ఉంటుంది, పూత పూసిన (పూత) పొర గట్టిగా ఉంటుంది, పడిపోకుండా లేదా తుప్పు పట్టకుండా ఉంటుంది. 4) లోడ్ మోసే భాగాలు మరియు కదిలే భాగాలలో పగుళ్లు, నాట్లు, వార్మ్ హోల్స్ మరియు ఇతర లోపాలు ఉండకూడదు. 5) మెటల్ పైప్ ఫిట్టింగ్లు పగుళ్లు మరియు స్కాబ్లు లేకుండా ఉండాలి 7) వెల్డెడ్ భాగాలు డీ-సోల్డరింగ్, వర్చువల్ వెల్డింగ్ మరియు వెల్డింగ్ పెట్రేషన్ లేకుండా ఉండాలి 8) వెల్డెడ్ భాగాలు రంధ్రాలు, వెల్డ్ ఫ్లాషెస్ మరియు స్ప్టర్స్ లేకుండా ఉండాలి 9) రివెటెడ్ భాగాలు సుత్తి గుర్తులు లేకుండా సజావుగా రివేట్ చేయాలి 10) పూత కాలిపోవడం, పొక్కులు ఉండకూడదు, పిన్హోల్స్, పగుళ్లు, బర్ర్స్, గీతలు 11) లోహ భాగాల పూత బహిర్గతమైన దిగువ, గడ్డలు, స్పష్టమైన కుంగిపోవడం, గడ్డలు, ముడతలు, ఫ్లయింగ్ పెయింట్ లేకుండా ఉండాలి 12) తుది ఉత్పత్తి యొక్క ఉపరితలంపై గీతలు, గీతలు (స్పర్శలు) ఉండవు ) గాయం 13) ఉత్పత్తి యొక్క మొత్తం నిర్మాణం దృఢంగా ఉంటుంది, నేల సమతుల్యంగా ఉంటుంది, కదిలినప్పుడు భాగాలు వదులుగా ఉండవు, అతుకులు బిగుతుగా ఉంటాయి మరియు స్పష్టమైన గ్యాప్ లేదు 14) లెన్స్ మరియు గ్లాస్ డోర్ శుభ్రంగా మరియు జిగురు గుర్తులు లేకుండా ఉంటాయి మరియు జిగురు లేదా జాయింట్ బిగుతుగా మరియు దృఢంగా ఉంటుంది 15) ఏదైనా హార్డ్వేర్ తరచుగా తెరవబడిన ఉపకరణాలు, కీళ్ళు, కుంచించుకుపోతాయి, డ్రాయర్ స్లయిడ్లు మొదలైన వాటికి అనువైన స్విచ్లు అవసరం. 16) ఘన చెక్క భాగాలకు తెగులు, వార్మ్ రంధ్రాలు, పగుళ్లు మొదలైనవి లేవు, రంగు మరియు కలప ధాన్యం దిశ స్థిరంగా ఉంటుంది మరియు తేమ కంటెంట్ అవసరాలకు అనుగుణంగా ఉంటుంది. 17) చెక్క భాగాల పూత ముడతలు పడిన చర్మం మరియు పెయింట్ లీకేజీని కలిగి ఉండకూడదు: మెటల్ భాగాల పూత లేదా పూత పై తొక్క, ఎంబ్రాయిడరీ మరియు పెయింట్ లీకేజీ లేకుండా ఉండాలి. 18) చెక్క భాగాల పూత గీతలు, తెల్లటి మచ్చలు, బబ్లింగ్, కుంగిపోవడం మరియు స్పష్టమైన రంగు వ్యత్యాసం లేకుండా మృదువైన మరియు మృదువైనదిగా ఉండాలి. 19) పానెల్ కాంపోనెంట్స్లో బోలుగా, వదులుగా, చిమ్మట తిన్నవి, పగుళ్లు, చిప్పెడ్, డెంటెడ్, గోర్లు, కుట్టినవి మొదలైనవి కనిపించవు. 20) ఉపరితల రంగు ఏకరీతిగా ఉంటుంది, ఇది వేర్వేరు స్థానాల్లో లేదా మొత్తం వ్యవస్థ యొక్క ఒకే ముక్క అయినా, రంగు స్థిరంగా అవసరం 21) ఉపరితలంపై స్పష్టమైన సాధన గుర్తులు, కత్తి గుర్తులు, డ్రాగ్ గుర్తులు, పగుళ్లు, పగుళ్లు, ఇసుక లేవు నలుపు, కుంగిపోయిన డోర్ ఫ్లష్గా ఉండేలా డోర్ని సర్దుబాటు చేయండి 23) గ్లాస్ మరియు అద్దాలు కదిలించకూడదు, సంస్థాపన తర్వాత వదులుగా ఉండాలి డ్రాయింగ్ అవసరాలు, రూపాన్ని పరిమాణం అనుమతించదగిన పరిమాణ సహనం పరిధిలో ఉంటుంది

ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు
ఫర్నిచర్ యొక్క వేరుచేయడం మరియు అసెంబ్లీ కోసం సాధారణ హార్డ్వేర్ ఉపకరణాలు సాధారణంగా నిర్మాణాన్ని పరిష్కరించడానికి మరియు కనెక్ట్ చేయడానికి ఉపయోగిస్తారు. ఫర్నిచర్లోని సాధారణ కనెక్టర్లలో కీలు, కనెక్టర్లు (ఎక్సెంట్రిక్, పర్మనెంట్), డ్రాయర్ స్లయిడ్లు, స్లైడింగ్ డోర్ స్లైడ్లు, హ్యాండిల్స్, లాక్లు, లాచెస్, డోర్ సక్షన్లు, పార్టిషన్ సపోర్ట్లు, బట్టల హాంగర్లు, పుల్లీలు, పాదాలు, బోల్ట్లు, వుడ్ స్క్రూలు, డోవెల్లు, రౌండ్ నెయిల్స్, మొదలైనవి
ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు

1. కీలు కీలు అనేది రెండు కదిలే భాగాలను కలిపే ప్రధాన నిర్మాణం, ప్రధానంగా క్యాబినెట్ తలుపు తెరవడం మరియు మూసివేయడం కోసం ఉపయోగిస్తారు. ఇది ఓపెన్ కీలు మరియు ముదురు కీలుగా విభజించబడింది, ఇది ఫర్నిచర్ యొక్క ఉపరితలంపై లీక్ అవుతుంది మరియు అంతర్నిర్మిత తలుపులు మరియు మడత తలుపుల కోసం కీలు ఉపయోగించవచ్చు.
ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు

2) దాగి ఉన్న కీలు కనెక్టింగ్ రాడ్ ద్వారా తిప్పబడుతుంది మరియు ఇది ఫర్నిచర్ లోపల దాగి ఉంటుంది మరియు ఇన్స్టాలేషన్ సమయంలో బయటకు రాదు.
ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు

2. కనెక్టర్లు కనెక్టర్లను స్థిర కనెక్టర్లు అని కూడా పిలుస్తారు, ఇవి ఫర్నిచర్ ఉత్పత్తుల నిర్మాణం మరియు దృఢత్వంపై ప్రత్యక్ష ప్రభావాన్ని కలిగి ఉంటాయి. వారు ప్రధానంగా సైడ్ ప్యానెల్స్, క్షితిజ సమాంతర ప్యానెల్లు మరియు క్యాబినెట్ ఫర్నిచర్ యొక్క బ్యాక్ ప్యానెల్స్ యొక్క కనెక్షన్ కోసం ఉపయోగిస్తారు, తద్వారా ఫర్నిచర్ ప్యానెల్లు పరిష్కరించబడతాయి. , కనెక్ట్ చేసే రాడ్లో అసాధారణ కనెక్టింగ్ పీస్ మరియు శాశ్వత కనెక్ట్ పీస్ ఉంటాయి. 1) క్షితిజ సమాంతర ప్లేట్ మరియు ఫ్లోర్ మరియు సైడ్ ప్లేట్ వంటి సైడ్ ప్లేట్ను కనెక్ట్ చేయడానికి అసాధారణ కనెక్టర్ అసాధారణ దూరాన్ని స్వీకరిస్తుంది మరియు దిగువ ప్లేట్ను పై నుండి లేదా వైపు నుండి ఇన్స్టాల్ చేయవచ్చు.
ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు

2) శాశ్వత కనెక్టర్ రెండు భాగాలతో కూడి ఉంటుంది: ఒక స్క్రూ మరియు ఒక స్ప్రింగ్ స్టీల్ షీట్తో స్లీవ్. కనెక్షన్ చేతితో నొక్కిన తర్వాత, ఆబ్జెక్ట్ శాశ్వతంగా కనెక్ట్ చేయబడింది, ఇది చాలా దృఢమైన కనెక్షన్ ద్వారా వర్గీకరించబడుతుంది.
ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు

3. డ్రాయర్ స్లయిడ్లు డ్రాయర్ స్లయిడ్లు సాధారణంగా ఐరన్ బేకింగ్ వార్నిష్ లేదా ఐరన్ గాల్వనైజ్డ్ మెటీరియల్తో తయారు చేయబడతాయి. తూర్పు చైనాలోని వివిధ పద్ధతుల ప్రకారం, వాటిని కప్పి రకం లేదా బాల్ రకంగా విభజించవచ్చు, క్యాబినెట్ నుండి డ్రాయర్ యొక్క దూరాన్ని బట్టి, దానిని సింగిల్ సెక్షన్ ట్రాక్, డబుల్ ట్రాక్, ట్రిపుల్ ట్రాక్గా విభజించవచ్చు.
ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు

4. తల మరియు బోల్ట్ (బాహ్య థ్రెడ్తో కూడిన సిలిండర్)తో కూడిన ఒక రకమైన ఫాస్టెనర్, ఇది రంధ్రాల ద్వారా రెండు భాగాలను బిగించడానికి మరియు కనెక్ట్ చేయడానికి కర్టెన్తో సరిపోలాలి. ఈ కనెక్షన్ ఫారమ్ను బోల్టెడ్ కనెక్షన్ అంటారు.

5. రౌండ్ రాడ్ మరియు టెనాన్ బోర్డ్ ఫర్నిచర్ సాధారణంగా ఉపయోగించే అసెంబ్లీ మరియు కనెక్షన్ ఉపకరణాలలో ఒకటి. దీని ఆకారం గుండ్రటి కడ్డీలా ఉంటుంది. ఇది సాధారణంగా చెక్కతో తయారు చేయబడింది. వేరుచేయడం మరియు అసెంబ్లీ ఫర్నిచర్లోని చెక్క టెనాన్ స్థానాలు పాత్రను పోషిస్తుంది. సాధారణంగా ఉపయోగించే వ్యాసాలు 6mm, 8mm, 10mm, 12mm, పొడవులు 20mm, 25mm, 30mm, 35mm, 40mm, 50mm.
ఫర్నిచర్ తనిఖీ కోసం సామగ్రి దశలు మరియు కీలక అవసరాలు
6. ఇతర కనెక్టర్ స్క్రూలు, స్వీయ-ట్యాపింగ్ స్క్రూలు, గింజలు, దుస్తులను ఉతికే యంత్రాలు, వసంత దుస్తులను ఉతికే యంత్రాలు, స్థూపాకార గింజలు, డబుల్ థ్రెడ్ గింజలు, హ్యాండిల్స్ మొదలైనవి.

పోస్ట్ సమయం: జూలై-19-2022