




Trong quá trình mặc, quần áo thường xuyên tiếp xúc với ma sát và các yếu tố bên ngoài khác, gây ra hiện tượng xù lông trên bề mặt vải gọi là xù lông. Khi lông tơ vượt quá 5 mm, những sợi lông/sợi này sẽ vướng vào nhau tạo thành những quả bóng không đều, gọi là vón cục.
01Tại sao nó lại bị vón cục?

Khi vải tiếp tục cọ xát trong quá trình sử dụng, các quả bóng sợi dần dần trở nên gần nhau hơn và các sợi kết nối với vải liên tục bị uốn cong, mỏi và thậm chí bị đứt theo các hướng khác nhau. Các quả bóng sợi rơi ra khỏi bề mặt vải nhưng độ xù lông của sợi ở đầu đứt sẽ vẫn còn sau đó. Trong quá trình sử dụng chúng tiếp tục bị kéo ra ngoài và tạo thành những quả bóng sợi trở lại.
Nói chung, sợi len và sợi hóa học dễ bị vón cục, đặc biệt là vải len chải thô hoặc vải chải thô giống len và vải cashmere. Từ góc độ cấu trúc sợi và mô, độ xoắn của sợi nhỏ, độ xù lông cao, cấu trúc vải lỏng lẻo, vải chéo và vải sa tanh có đường nổi dài dễ bị vón cục.
Ngoài ra, từ góc độ hình thức xử lý, nhìn chung độ xoắn của sợi lớn, độ bám dính giữa các sợi lớn và cấu trúc vải tương đối chặt và mịn nên không dễ bị vón cục. Ngược lại, hiện tượng vón cục nghiêm trọng hơn ở các loại vải pha trộn, đặc biệt là nylon, polyester, polypropylene, v.v. Điều này chủ yếu là do vải pha trộn có độ xoắn khác nhau giữa các sợi và bề mặt vải dễ bị xơ vải.
02Làm thế nào để kiểm tra độ vón cục?

Để đảm bảo tính năng an toàn và thoải mái của quần áo hoặc hàng dệt trong quá trình sử dụng, vải sẽ được kiểm tra khả năng vón cục trước khi chúng được tạo thành thành phẩm hoặc sau khi quần áo được hoàn thiện.
Tiêu chuẩn phương pháp thử nghiệmđể đóng cọc quần áo và sản phẩm dệt may là:
GB/T 4802.1-2008 "Phương pháp quỹ đạo tròn"
GB/T 4802.2-2008 "Luật Martindale sửa đổi"
GB/T 4802.3-2008 "Phương pháp đóng hộp"
GB/T 4802.4-2020 "Phương pháp nhào lộn ngẫu nhiên"
Mặc dù tất cả đều kiểm tra mức độ vón của vải, nhưng các phương pháp trên có thể áp dụng cho các loại vải quần áo khác nhau và nguyên lý làm việc của các thiết bị cũng khác nhau. Hiệu suất đóng vón đã được thử nghiệm được biểu thị dưới dạng cấp độ, thường được chia thành cấp độ 1 đến cấp 5. Cấp độ càng lớn thì quần áo càng ít có khả năng bị vón cục. Tiêu chuẩn chung quy định chỉ số ≥ cấp 3 là sản phẩm đủ tiêu chuẩn.
Nguyên tắc của GB/T 4802.1-2008 "Phương pháp quỹ đạo tròn" là mẫu được cọ xát bằng bàn chải nylon và vải mài mòn hoặc chỉ bằng vải mài mòn trong một số lần xác định dưới áp suất quy định để gây ra hiện tượng vón cục trên bề mặt của vải. vật mẫu.
Phương pháp này có tốc độ kiểm tra nhanh và có thể mô phỏng lực ma sát, vón cục của vải sau khi móc. Thích hợp cho quần áo vải dệt thoi và vải dệt kim như áo nỉ và áo phông.
Lấy "Phương pháp quỹ đạo tròn" GB/T 4802.1-2008 để kiểm tra độ vón của vải làm ví dụ, Hình 2 là ảnh chụp một mẫu vải sợi xơ hóa học có độ vón từ 1 đến 5.
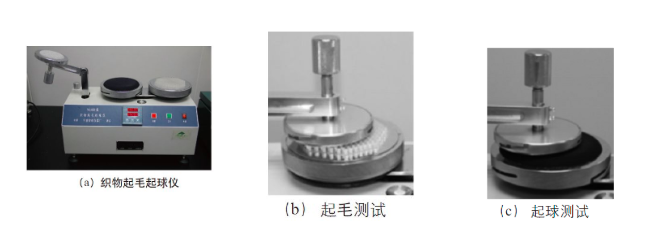
Hình 1 Dụng cụ đóng cọc và quy trình thử nghiệm theo phương pháp quỹ đạo tròn
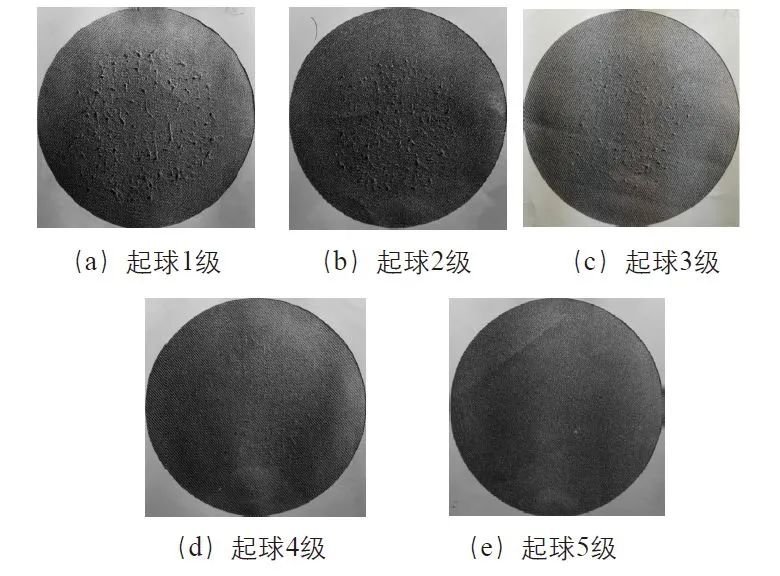
Hình 2 Ví dụ về cấp độ đóng cọc mẫu
2.2Phương pháp Martindale sửa đổi
Nguyên tắc của "Phương pháp Martindale đã sửa đổi" GB/T 4802.2-2008 là dưới áp suất xác định, mẫu hình tròn quay tự do quanh trục trung tâm vuông góc với mặt phẳng của mẫu và quỹ đạo của hình Lissajous phù hợp với cùng một loại vải hoặc Chất mài mòn vải len được sử dụng để ma sát, phù hợp để thử nghiệm loại giường.

Hình 3 Máy thử đóng cọc Martindale
Nguyên tắc của "Phương pháp hộp đóng cọc" GB/T 4802.3-2008 là: mẫu được lắp vào ống polyurethane và lật ngẫu nhiên trong hộp gỗ có lót nút chai với tốc độ quay không đổi. Sau số lần lật được chỉ định, các đặc tính làm mờ và/hoặc đóng cọc sẽ được mô tả và đánh giá một cách trực quan. Thích hợp để thử nghiệm hàng dệt may áo len.
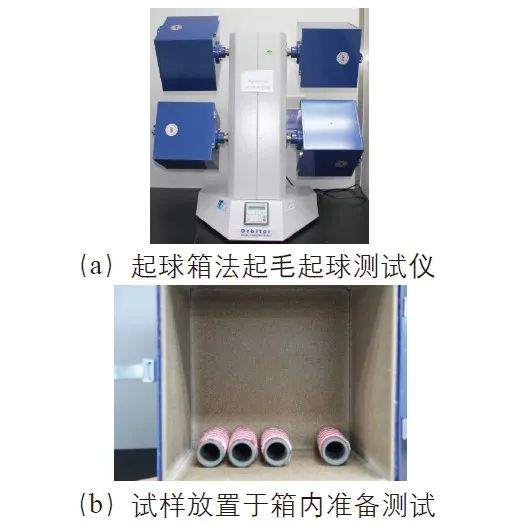
Hình 4 Máy thử đóng cọc và đặt mẫu theo phương pháp hộp đóng cọc
2.4Phương pháp nhào lộn ngẫu nhiên
Nguyên tắc của "Phương pháp nhào lộn ngẫu nhiên" GB/T 4802.4-2020 là sử dụng hộp nhào lộn ngẫu nhiên để làm cho vải nhào lộn và chà xát ngẫu nhiên trong buồng thử hình trụ được lát bằng lớp lót nút chai và chứa một lượng nhỏ bông ngắn màu xám . Tiêu chuẩn sản phẩm quần áo trong nước chưa trích dẫn phương pháp này.

Hình 5 Máy thử đóng cọc bằng phương pháp nhào lộn ngẫu nhiên
Các biện pháp phòng ngừa khi kiểm tra: Khi các mẫu không phải hàng may mặc được gửi đi kiểm tra, mặt trước khi sử dụng phải được đánh dấu để tránh lỗi mặt kiểm tra. Đối với việc chải kỹ, chải thô, v.v. có các yêu cầu thông số khác nhau, cần chú ý đến việc lựa chọn thông số.
Thời gian đăng: Jan-23-2024