




מיט די יקספּלאָוזשאַן פון לופט פריערז אין טשיינאַ, לופט פריערז האָבן ווערן פאָלקס אין די פרעמד האַנדל קרייַז און זענען וויידלי פייווערד דורך מעייווער - לייאַם קאָנסומערס. לויט די לעצטע סטאַטיסטאַ יבערבליק, 39.9% פון יו. צי עס איז סאָלד צו צפון אַמעריקע, אייראָפּע, אָדער אנדערע מעייווער - לייאַם מקומות, מיט די פאַרגרעסערן אין פארקויפונג, די נומער פון אָרדערס פֿאַר לופט פריערז יעדער מאָל ריטשאַז טויזנטער אָדער אפילו טענס פון טויזנטער, און דורכקוק איידער טראַנספּאָרט איז דער הויפּט וויכטיק.

לופט פרייז זענען קליין הויזגעזינד אַפּפּליאַנסעס אין דער קיך. די דורכקוק פון לופט פרייז איז דער הויפּט באזירט אויף די IEC-2-37 נאָרמאַל: זיכערקייַט סטאַנדאַרד פֿאַר הויזגעזינד און ענלעכע עלעקטריקאַל ינסטאַליישאַנז - ספּעציעלע רעקווירעמענץ פֿאַר געשעפט עלעקטריק פריערז און טיף פרייז. אויב די פאלגענדע פּראָבע איז נישט אנגעצייכנט, עס מיטל אַז די פּרובירן אופֿן איז באזירט אויף די IEC אינטערנאַציאָנאַלער סטאַנדאַרט.
נעץ רויט איין פּראָדוקט לופט פריער דורכקוק 1. אַריבערפירן קאַפּ פּרובירן (ניט אָנווענדלעך צו שוואַך זאכן) 2. אויסזען און פֿאַרזאַמלונג דורכקוק 3. פּראָדוקט גרייס / וואָג / מאַכט שנור לענג מעזשערמאַנט 4. קאָוטינג אַדכיזשאַן פּרובירן 5. פירמע רייַבונג פּרובירן 6. גאַנץ פֿונקציע פּרובירן 7. אַרייַנשרייַב מאַכט פּרובירן 8. הויך וואָולטידזש פּרובירן 9. מאַכט-אויף פּרובירן 10. גראַונדינג פּרובירן 11. טערמאַל קאָריק פֿונקציע פּרובירן 12. מאַכט שנור שפּאַנונג פּרובירן 13. אינערלעכער ווערקמאַנשיפּ און שליסל קאָמפּאָנענט דורכקוק 14. זייגער אַקיעראַסי דורכקוק 15. פעסטקייַט דורכקוק 16. שעפּן קאַמפּרעשאַן פּרובירן 17. ראַש טעסט 18. וואַסער רינען טעסט 19. באַרקאָדע סקאַנינג טעסט
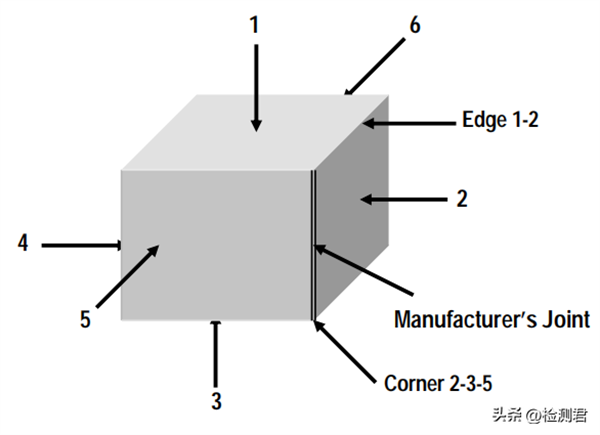
1. שיפּינג קאַפּ פּרובירן (ניט פֿאַר שוואַך זאכן)
טעסט אופֿן: קאַפּ פּרובירן לויט די ISTA 1A נאָרמאַל, פאַלן פֿון אַ זיכער הייך (די הייך איז באשלאסן דורך פּראָדוקט קוואַליטעט) און דורכפירן 10 מאל פֿון פאַרשידענע אינסטרוקציעס (ווי געוויזן אין די פיגור אונטן), די פּראָדוקט און פּאַקקאַגינג זאָל זיין פריי פון פאַטאַל און ערנסט פּראָבלעמס. דער פּראָבע איז דער הויפּט געניצט צו סימולירן די פריי פאַל וואָס די פּראָדוקט קען זיין אונטערטעניק צו בעשאַס האַנדלינג, און צו ונטערזוכן די פיייקייט פון די פּראָדוקט צו אַנטקעגנשטעלנ אַקסאַדענטאַל שאַקס.

2. אויסזען און פֿאַרזאַמלונג דורכקוק
- די ייבערפלאַך פון די ילעקטראָופּלייטיד טיילן מוזן זיין גלאַט און פריי פון ספּאַץ, פּינכאָולז און לופט באַבאַלז.
- די פּיינט פילם אויף די ייבערפלאַך פון די פאַרב זאָל זיין גלאַט און העל, מיט מונדיר קאָלירן און פעסט פּיינט שיכטע, און זיין הויפּט ייבערפלאַך זאָל זיין פריי פון חסרונות אַזאַ ווי לויפן פאַרב, ספּאַץ, רינגקאַלז און פּילינג וואָס ווירקן די אויסזען.
- די ייבערפלאַך פון פּלאַסטיק טיילן זאָל זיין גלאַט, מונדיר אין קאָלירן, אָן קלאָר ווי דער טאָג שפּיץ ווייַס, סקראַטשיז און קאָליר ספּאַץ.
- די קוילעלדיק קאָליר בלייבט די זעלבע, אָן קלאָר ווי דער טאָג קאָליר חילוק.
- די פֿאַרזאַמלונג ריס / שריט צווישן די ויסווייניקסט ייבערפלאַך טיילן פון די פּראָדוקט זאָל זיין ווייניקער ווי 0.5 מם, און די קוילעלדיק פאָרשטעלונג זאָל זיין קאָנסיסטענט, די קראַפט פון די פּאַסיק זאָל זיין אפילו און צונעמען, און עס זאָל זיין קיין ענג אָדער פרייַ פּאַסיק.
- די דנאָ גומע גאַסקאַט זאָל זיין אַסעמבאַלד גאָר, אָן פאַלינג אַוועק, שעדיקן, זשאַווער, אאז"ו ו.
3. פּראָדוקט גרייס / וואָג / מאַכט שנור לענג מעזשערמאַנט
לויט די פּראָדוקט ספּעסאַפאַקיישאַנז אָדער די מוסטער קאָנטראָל פּראָבע צוגעשטעלט דורך דער קונה, מעסטן די וואָג פון אַ איין פּראָדוקט, פּראָדוקט גרייס, גראָב וואָג פון די ויסווייניקסט קעסטל, ויסווייניקסט קעסטל גרייס, לענג פון די מאַכט שנור און די טאָפּ גוף קאַפּאַציטעט פון די פּראָדוקט. לופט פריער. אויב דער קונה טוט נישט צושטעלן דיטיילד טאָלעראַנץ רעקווירעמענץ, עס זאָל זיין געוויינט +/- 3% טאָלעראַנץ.
4. קאָוטינג אַדכיזשאַן טעסט
ניצן 3M 600 טייפּ צו פּרובירן די אַדכיזשאַן פון בוימל שפּריץ, הייס סטאַמפּינג, ווו קאָוטינג און דרוק ייבערפלאַך, און דער אינהאַלט קען נישט זיין 10% אַוועק.
5. פירמע רייַבונג פּרובירן
ווישן די רייטאַד סטיקער מיט אַ שטאָף דיפּט אין וואַסער פֿאַר 15 ס, און דעמאָלט ווישן עס מיט אַ שטאָף דיפּט אין גאַזאָלין פֿאַר 15 ס. עס איז קיין קלאָר ווי דער טאָג ענדערונג אויף די פירמע, און די כאַנדרייטינג זאָל זיין קלאָר און נישט ווירקן לייענען.
6. גאַנץ פונקציע פּרובירן (אַרייַנגערעכנט פאַנגקשאַנז וואָס מוזן זיין פארזאמלט)
סוויטשיז / נאַבז, ינסטאַלירונג, אַדזשאַסטמאַנט, באַשטעטיקן, אַרויסווייַזן, אאז"ו ו אַלע פאַנגקשאַנז זאָל קאַנפאָרם צו די דעקלאַראַציע. פֿאַר די לופט פריער, די פונקציע פון קוקן פראנצויזיש פרייז, הינדל פליגל און אנדערע פודז זאָל אויך זיין טעסטעד. נאָך קאָכן, די ויסווייניקסט ייבערפלאַך פון די פרייז זאָל זיין גאָלד ברוין און קריספּי, און די ין פון די פרייז זאָל זיין אַ ביסל טרוקן אָן נעץ און האָבן אַ גוט געשמאַק; קוקינג; נאָך די הינדל פליגל, די הויט פון די הינדל פליגל זאָל זיין קריספּי און קיין פליסיק לויפן אויס. אויב די פלייש איז צו שווער, די הינדל פליגל זענען אויך טרוקן, און די קוקינג ווירקונג איז נישט גוט
7. אַרייַנשרייַב מאַכט פּרובירן
טעסט אופֿן: מעסטן און רעכענען די מאַכט דיווייישאַן געווענדט צו די רייטאַד וואָולטידזש.
אונטער רייטאַד וואָולטידזש און נאָרמאַל אַפּערייטינג טעמפּעראַטור, די רייטאַד מאַכט דיווייישאַן זאָל נישט זיין גרעסער ווי די פאלגענדע פּראַוויזשאַנז:
| רייטאַד מאַכט (וו) | אַלאַואַבאַל דיווייישאַן |
| 25<;≤200 | ± 10% |
| >200 | +5% אָדער 20W (וועלכער איז גרעסער), -10% |
3. הויך-דרוק פּרובירן
פּרובירן אופֿן: צולייגן די פארלאנגט וואָולטידזש (וואָולטידזש לויט די פּראָדוקט קאַטעגאָריע אָדער לויט די פאלגענדע באשלאסן וואָולטידזש) צווישן די קאַמפּאָונאַנץ צו זיין טעסטעד, די קאַמף צייט איז 1 ס און די ליקאַדזש קראַנט איז 5 מאַ. פארלאנגט פּרובירן וואָולטידזש: 1200 וו פֿאַר פּראָדוקטן סאָלד צו די פאַרייניקטע שטאַטן אָדער קאַנאַדע; 1000 וו פֿאַר קלאַס איך סאָלד צו אייראָפּע, און 2500 וו פֿאַר קלאַס וו סאָלד צו אייראָפּע, אָן ינסאַליישאַן ברייקדאַון. לופט פריערז בכלל פאַלן אין קאַטעגאָריע I.
4. שטיוול פּרובירן
פּרובירן אופֿן: דער מוסטער איז פּאַוערד דורך רייטאַד וואָולטידזש, און עס אַרבעט פֿאַר בייַ מינדסטער 4 שעה אונטער פול מאַסע אָדער לויט די ינסטראַקשאַנז (אויב ווייניקער ווי 4 שעה). נאָך די פּראָבע, דער מוסטער זאָל זיין ביכולת צו דורכגיין די הויך-וואָולטידזש פּרובירן, פונקציאָנירן, גראַונדינג קעגנשטעל פּרובירן, אאז"ו ו, און די מעזשערמאַנט רעזולטאַטן זאָל זיין גוט.
5. ערד פּרובירן
פּרובירן אופֿן: די ערד פּרובירן קראַנט איז 25A, די צייט איז 1S און די קעגנשטעל איז נישט מער ווי 0.1אָהם. עס. און קאַנאַדיאַן מאַרק: ערד פּרובירן קראַנט איז 25A, צייט איז 1S און קעגנשטעל איז נישט גרעסער ווי 0.1אָהם.
6. טערמאַל פוסע פאַנגקשאַנאַל טעסט
לאָזן די טעמפּעראַטור לימיטער נישט אַרבעטן, טרוקן עס ביז די טערמאַל קאָריק איז דיסקאַנעקטיד, די קאָריק זאָל שפּילן, און עס איז קיין זיכערקייַט פּראָבלעם.
7. מאַכט שנור ציען פּרובירן
טעסט אופֿן: יעק נאָרמאַל: 25 פּולז. אויב די נעץ וואָג פון די פּראָדוקט איז ווייניקער ווי אָדער גלייַך צו 1 קג, נוצן אַ 30 נוטאָן פּולינג קראַפט; אויב די פּראָדוקט נעץ וואָג איז גרעסער ווי 1 קג און ווייניקער ווי אָדער גלייַך צו 4 קג, נוצן אַ 60 נוטאָן פּולינג קראַפט; אויב די פּראָדוקט נעץ וואָג איז גרעסער ווי 4 קג, נוצן אַ 100 נוטאָן פּולינג קראַפט. נאָך די פּראָבע, די מאַכט שנור זאָל נישט זיין דיספּלייסט מיט מער ווי 2 מם. UL נאָרמאַל: ציען £ 35, האַלטן פֿאַר 1 מינוט, די מאַכט שנור קענען ניט זיין דיספּלייסט.
8. אינערלעכער ווערקמאַנשיפּ און דורכקוק פון שליסל קאַמפּאָונאַנץ
אינערלעכער סטרוקטור און דורכקוק פון שליסל קאָמפּאָנענט לויט CDF אָדער CCL.
דער הויפּט קאָנטראָלירן די מאָדעל, ספּעסאַפאַקיישאַנז, פאַבריקאַנט און אנדערע דאַטן פון פֿאַרבונדענע טיילן. אין אַלגעמיין, די קאַמפּאָונאַנץ אַרייַננעמען: MCU, Relay (Relay), Mosfet, גרויס עלעקטראָליטיק קאַפּאַסאַטערז, גרויס ריזיסטערז, טערמינאַלס, פּראַטעקטיוו קאַמפּאָונאַנץ אַזאַ ווי PTC, MOV (וואַריסטאָר), אאז"ו ו.

9. זייגער אַקיעראַסי טשעק
די זייגער זאָל זיין באַשטימט לויט די מאַנואַל, און די פאַקטיש צייט איז קאַלקיאַלייטיד לויט די מעזשערמאַנט (שטעלן צו 2 שעה). אויב עס איז קיין קונה פאָדערונג, די טאָלעראַנץ פון די עלעקטראָניש זייגער איז: +/-1 מין, און די טאָלעראַנץ פון די מעטשאַניקאַל זייגער: +/-10%.
10 . סטאַביליטי טשעק
UL סטאַנדאַרדס און מעטהאָדס: שטעלן די לופט פרייער אויף אַ גענייגט ייבערפלאַך 15 דיגריז פון האָריזאָנטאַל, די מאַכט שנור זאָל זיין געשטעלט אין די מערסט אַנפייוועראַבאַל שטעלע און די אַפּפּליאַנסע זאָל ניט זיין אָוווערטערנד.
IEC סטאַנדאַרדס און מעטהאָדס: שטעלן די לופט פריער אויף אַ גענייגט ייבערפלאַך 10 דיגריז פון האָריזאָנטאַל לויט צו נאָרמאַל נוצן, און שטעלן די מאַכט שנור אין די מערסט אַנפייוועראַבאַל שטעלע און זאָל נישט יבערקערן; שטעלן עס אויף אַ גענייגט ייבערפלאַך 15 דיגריז פון די האָריזאָנטאַל, די מאַכט שנור איז געשטעלט אין די מערסט אַנפייוועראַבאַל שטעלע, און עס איז ערלויבט צו יבערקערן, אָבער די טעמפּעראַטור העכערונג פּרובירן דאַרף זיין ריפּיטיד.
11 . שעפּן קאַמפּרעשאַן פּרובירן
די ייַנאָרדענונג פון די שעפּן וועט וויטסטאַנד אַ דרוק פון 100N פֿאַר 1 מינוט. אָדער שטיצן אויף די שעפּן עקוויוואַלענט צו 2 מאל די סומע פון וואַסער אין די גאנצע טאָפּ און לייגן די שאָל וואָג פֿאַר 1 מינוט. נאָך די פּראָבע, עס איז קיין כיסאָרן אין די פיקסיר סיסטעם. אַזאַ ווי ריוואַטינג, וועלדינג, אאז"ו ו.
12 . ראַש פּרובירן
רעפערענץ סטאַנדאַרט: IEC60704-1
טעסט אופֿן: אין אַ סוויווע מיט הינטערגרונט ראַש <25dB, שטעלן די פּראָדוקט אויף אַ פּרובירן טיש מיט אַ הייך פון 0.75 ם אין דעם צענטער פון די צימער, בייַ מינדסטער 1.0 ם פון די אַרומיק ווענט; צושטעלן די פּראָדוקט מיט רייטאַד וואָולטידזש און שטעלן די גאַנג צו געבן דעם פּראָדוקט די מאַקסימום ראַש (אַירפרי און ראָטיססעריע זענען רעקאַמענדיד); מעסטן די מאַקסימום געזונט דרוק (א-ווייטיד) אין אַ ווייַטקייט פון 1 ם פון די פראָנט, דערציען, לינקס, רעכט און שפּיץ פון די פּראָדוקט. די געמאסטן געזונט דרוק זאָל זיין ווייניקער ווי די דעסיבעל ווערט פארלאנגט דורך די פּראָדוקט באַשרייַבונג.
13 . וואַסער רינען פּרובירן
פּלאָמבירן די ינער קאַנטיינער פון די לופט פריער מיט וואַסער, לאָזן עס שטיין, און עס זאָל זיין קיין וואַסער ליקאַדזש אין די גאנצע מיטל.
14 . באַרקאָדע סקאַנינג טעסט
די באַרקאָדע איז קלאר געדרוקט, סקאַנד מיט אַ באַרקאָדע סקאַננער, און די סקאַנינג רעזולטאַט איז קאָנסיסטענט מיט די פּראָדוקט.

פּאָסטן צייט: נאוועמבער-02-2022