





טייל 1. וואָס איז AQL?
AQL (אַקסעפּטאַבאַל קוואַליטי לעוועל) איז די יקער פון די אַדזשאַסטיד מוסטערונג סיסטעם, און איז דער אויבערשטער שיעור פון די פּראָצעס דורכשניטלעך פון די קעסיידערדיק סאַבמישאַן פון דורכקוק גורל וואָס קענען זיין אנגענומען דורך די סאַפּלייער און די פאדערער. דער דורכשניטלעך אין-פּראָצעס דורכשניטלעך איז די דורכשניטלעך קוואַליטעט פון אַ סעריע פון קאַנסעקיאַטיוו דערלאנגט דורכקוק גורל, אויסגעדריקט ווי אַ "לאָץ רידזשעקשאַן קורס" אָדער "חסרונות פּער הונדערט וניץ". די שייכות צווישן AQL און מוסטערונג גרייס ליגט אין איין דורכקוק מדרגה (דרייַ אַלגעמיינע דורכקוק לעוועלס I, II, און III, און פיר ספּעציעל דורכקוק לעוועלס S-1, S-2, S-3 און S-4) און די גראַד פון סליחות (סעוועריטיעס).
פֿאַר בייַשפּיל, אַ פּראָדוקט פּעקל N = 4000, די מסכים AQL = 1.5%, און די אויסגעקליבן דורכקוק מדרגה איז צווייטער, די סטעפּס צו באַשליסן די אַדזשאַסטיד איין מאָל מוסטערונג דורכקוק פּלאַן זענען:
1) לויט די GB2828-81 טיש, דער מוסטער אינהאַלט קאָד איז ל;
2) באַשטימען די "נאָרמאַל מוסטערונג פּלאַן": די נומער פון קוואַלאַפייד משפט קאָראַספּאַנדינג צו L און AQL = 1.5% איז 7, די נומער פון אַנקוואַלאַפייד משפט איז 8, און די מוסטער אינהאַלט איז n = 200. דער טייַטש איז: 200 סאַמפּאַלז זענען גענומען פון 4,000 פּראָדוקטן און געשיקט פֿאַר דורכקוק. אויב די נומער פון אַנקוואַלאַפייד פּראָדוקטן אין די 200 איז ווייניקער ווי אָדער גלייַך צו 7, די גאנצע פּעקל פון פּראָדוקטן איז קוואַלאַפייד; אויב עס איז גרעסער ווי אָדער גלייַך צו 8, די גאנצע פּעקל איז אַנוואַלאַפייד;
3) אין די זעלבע וועג, באַשטימען די מוסטערונג פּלאַן פון "טייטנינג", "רילאַקסינג" און "גאָר רילאַקסינג";
4) קאַמביינינג די פיר מוסטערונג פּלאַנז אין איין אָרט און ניצן די דינאַמיש קאַנווערזשאַן הערשן (אין די זאַפט סיסטעם, די טערמין דינאַמיש מאָדיפיקאַטיאָן הערשן) קאַנסטאַטוץ אַ "אַדזשאַסטיד איין מאָל מוסטערונג פּלאַן";
5) די אויבן ביישפילן נאָכגיין די GB2828 נאָרמאַל, וואָס קאָראַספּאַנדז צו ISO2859 (קאַונטינג). עס איז אַן ISO ווערסיע פון מוסטער סכעמע אין ווערסיע 4.5B פון SAP סיסטעם.
6) איר קענט אָפּשיקן צו אַ דינאַמיש מאָדיפיקאַטיאָן הערשן "s01" אין די SAP נאָרמאַל סיסטעם 4.5B, וואָס איז לעפיערעך קלאָר.
טייל 2. פּראַקטיש אַקל וויסן
1. איבערבליק פון אַקל דורכקוק
AQL: איז די אַבריווייישאַן פון ענגליש דורכשניטלעך קוואַליטעט מדרגה, דאָס איז די דורכשניטלעך קוואַליטעט מדרגה. עס איז אַ פּאַראַמעטער פון דורכקוק, נישט אַ נאָרמאַל. בעשאַס די דורכקוק, די קוואַנטיטי פון מוסטערונג און די קוואַנטיטי פון קוואַלאַפייד און אַנקוואַלאַפייד פּראָדוקטן זענען באשלאסן לויט: פּעקל קייט, דורכקוק מדרגה און AQL ווערט. די גאַרמענט קוואַליטעט דורכקוק אַדאַפּץ אַ איין-צייַט מוסטערונג פּלאַן, די קוואַלאַפייד קוואַליטעט מדרגה (AQL) פון די פּעקל פון מלבושים איז 2.5, די דורכקוק מדרגה איז די אַלגעמיינע דורכקוק מדרגה, און די דורכקוק שטרענגקייַט איז נאָרמאַל דורכקוק. די מוסטערונג פּלאַן איז געוויזן אין די טיש:
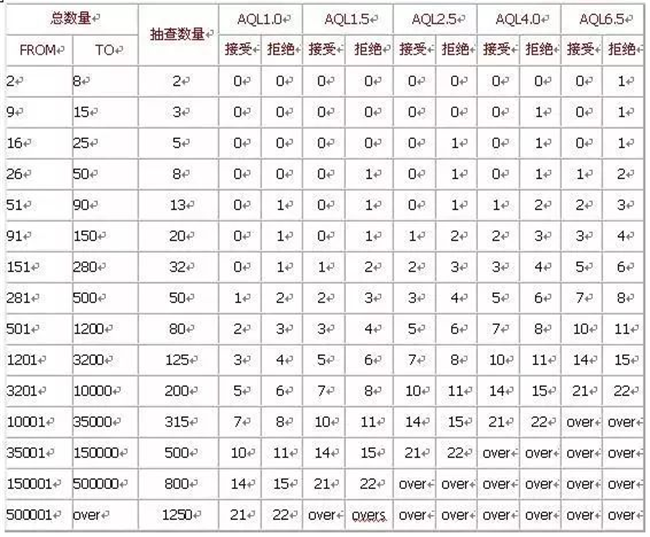
דער מוסטערונג פּלאַן פֿאַר נאָרמאַל דורכקוק איז: (AQL-2.5 און AQL-4.0)
2. זאכן פון קליידער דורכקוק
1. דימענשאַנז און אויסזען דורכקוק: - דימענשאַנז און אויסזען טיש
1) שליסל גרייס פונקטן - קאָלנער לענג (קלאָר וויוו), קאָלנער ברייט, קאָלנער אַרומנעם (קניטטעד), קאָלנער פאַרשפּרייטן (קניטטעד) בוסט, אַרבל עפן (לאַנג אַרבל), אַרבל לענג (צו אַרבל ברעג), צוריק לענג (קלאָר וויוו) צענטער מעזשערמאַנט (שטריקן) / אַקסל שפּיץ מעזשערמאַנט הויזן, טאַליע, נידעריקער לענד, פראָנט כוואַליע, צוריק כוואַליע, בליצ - שלעסל עפן, צוים עפן, ינער אַרומנעם / צוריק מיטן לענג אנדערע (איין שטיק / שטעלן), קליידער ווען ווערטיקאַל, הויזן גרייס.
2) ניט-קריטיש ויסמעסטונג פונקטן - ניט-קריטיש ויסמעסטונג פונקטן, אַזאַ ווי מינימום מוזן-האָבן, אַקסל הייך, בוסט, סליווז, קאָלנער ברייט, סליווז, פראָנט און דערציען כוואליעס, טאַליע ינער אַרומנעם, נידעריקער לענד אַרומנעם, פלאַך קעשענע, עפן .
2. דעפעקט דורכקוק: די אויסזען, פאָרעם, סאָוס און געפונען חסרונות פון אַלע קליידער זענען קלאַסאַפייד סעפּעראַטלי.
דער אינהאַלט פון די כיסאָרן איז אַטאַטשט.
דריי. גריידינג
AQL איז די גרעסטע נומער פון כיסאָרן פונקטן אין 100 שטיק פון קליידער. עס איז באזירט אויף די נומער פון קוואַלאַפייד משפט אַק (ברעקלעך) נאָך מוסטערונג דורכקוק, און די דורכשניטלעך פּראַסעסינג מדרגה פון דעם קליידער פּעקל (ברעקלעך) איז געהאלטן באַפרידיקנדיק. ווען די נומער פון אַנקוואַלאַפייד משפט רע (ברעקלעך) איז ריטשט, די דורכשניטלעך פּראַסעסינג מדרגה פון דעם מאַלבעש פּעקל (ברעקלעך) איז גערעכנט ווי אַ אַנאַקסעפּטאַבאַל מדרגה. די פאלגענדע זענען די סטאַנדאַרט קרייטיריאַ פֿאַר סקאָרינג בעשאַס די דורכקוק פּראָצעס:
1. אַלגעמיינע חסרונות - סטאַרטינג פון די אָרגאַנאַזיישאַנאַל ספּעסאַפאַקיישאַנז און קוואַליטעט סטאַנדאַרדס פון די סדר, עס טוט נישט דערגרייכן די פאָרשטעלונג פון די פּראָדוקט, וואָס אַפעקץ די אויסזען און ינלענדיש פון די קליידער. ניט-קריטיש דימענשאַנאַל פונקטן און אַלגעמיין חסרונות קענען עלימינירן די השפּעה פון חסרונות אויף די אויסזען און ינער נאַטור פון קליידער בעשאַס ריווערק. אויב די מאַלבעש איז ריווערקט אויף דער באזע פון דעם כיסאָרן, עס מוזן זיין 100% שייַעך-ינספּעקטיד איידער טראַנספּאָרט, און דער ינספּעקטאָר קענען באַגרענעצן די ספּעציפיש ספּעסאַפאַקיישאַנז, פארבן, סיזעס, אאז"ו ו פון די דורכקוק. דריי אלגעמיינע חסרונות ווערן פארוואנדלט אין איין ערנסטן חסרון.
2. ערנסט חסרונות - ווירקן די אויסזען און פאָרעם פון די מאַלבעש. ווען א קאנסומער קויפט און זעט אזא חסרון, וועט זיי נישט קויפן דעם בגד ווידער, אדער אויב דער חסרון וועט מאכן אז די מלבוש איז אומבאקוועם דאס ערשטע מאל אדער נאכן וואשן, וועט דער קאנסומער עס צוריקגעבן. אַזאַ ווי שעדיקן, סטאַינס, קאָליר באַרס, האָלעס, קריטיש דימענשאַנז, אאז"ו ו. זענען אַלע ערנסט חסרונות. אויב אַ ערנסט כיסאָרן איז געפונען, די צווייט מאַלבעש איז געמשפט צו זיין אַנאַקסעפּטאַבאַל אָדער אַנאַקסעפּטאַבאַל.
פיר. דריי-שריט דורכקוק אופֿן (פאַר-פּראָדוקציע דורכקוק, אָנהייב פּראָדוקציע שורה דורכקוק, לעצט פּראָדוקט דורכקוק)
1. פאַר-פּראָדוקציע דורכקוק
דאָס איז אַ פּרענאַטאַל דורכקוק, צו קאָנטראָלירן ספּעציפיש ספּעסאַפאַקיישאַנז אָדער די פירמע 'ס אַלגעמיינע רעקווירעמענץ, דער פאָקוס פון דעם דורכקוק איז: סאָוס, פּאַקקאַגינג, טריידמאַרקס, געדרוקט פּאַטערנז, קאָליר סטאַנדאַרדס, שייַעך-קאָנטראָלירונג די ספּעסאַפאַקיישאַנז בלאַט און אַלע באַטייַטיק אינפֿאָרמאַציע, קלאָר איידער קאַטינג זייַן אינהאַלט.
2. דורכקוק בעשאַס פּראָדוקציע
נאָך באַשטעטיקן דער ערשטער אָדער ערשטער פּעקל פון פאַרטיק פּראָדוקטן, קאָנטראָלירן די פאַרטיק פּראָדוקטן דורך מוסטערונג און קאָנטראָלירן די אינהאַלט: גרייס, קאָליר, פּלאַן, מאַטעריאַל, אָרגאַנאַזיישאַנאַל סטרוקטור, כאַנדווערק, טריידמאַרק פון פאַרטיק פּראָדוקט, פּרייַז קוויטל און פּאַקקאַגינג. אויב עס איז קיין פּראָבלעם, די אינפֿאָרמאַציע זאָל זיין פיטער צוריק צו שנייַדן, נייען, קאָנטראָלירן און ריכטיק.
3. פאַרטיק פּראָדוקט דורכקוק
אין אַלגעמיין, בייַ מינדסטער 80% פון די פּראָדוקציע איז געווען געענדיקט און פּאַקידזשד פֿאַר טראַנספּאָרט. די סאַמפּאַלז צו זיין ינספּעקטיד מוזן זיין ראַנדאַמלי אויסגעקליבן פון די פאַרטיק קליידער. אויב די דורכקוק פיילז, די גאנצע פּעקל מוזן זיין ינספּעקטיד 100%, און די ניט-קאַנפאָרמינג פּראָדוקטן וועט זיין ריווערקט דורך די פאַבריק. די לעצט דורכקוק באַריכט באַשטימט: 1. די קעסטל ווייץ איז פּינטלעך, 2. די גראָב וואָג און גרייס פון די קאַרטאַן, 3. די נעץ וואָג פון די סכוירע, 4. די לעצט גרייס און קאָליר וואָס ריכטן זיך.
פינף. נאָדל דיטעקשאַן
רעכט צו נעבעך פאַרוואַלטונג אין די פּראָדוקציע פּראָצעס, עס זענען אָפט צעבראכן נעעדלעס (אַרייַנגערעכנט נייען נעעדלעס, פּינס, אאז"ו ו) אין קווילטיד פּראָדוקטן אַזאַ ווי קליידער. אין די 1980 ס, קאַנסומער ינדזשעריז געפֿירט דורך צעבראכן נעעדלעס אין קליידער זענען אָפט פארגעקומען, וואָס פּראַמפּטיד די רעגירונג צו פּראָמאַלגייט קאַנסומער רעכט שוץ רעגיאַליישאַנז אין די פאָרעם פון געסעצ - געבונג צו פארשטארקן די קאָנטראָל פון צעבראכן נעעדלעס. לויט די רעגולאציעס, אויב עס זענען פארהאן צעבראכענע נעעדלעך אין די פראדוקטן וואס פראדוצירט און פארשפרייט ווערן, וועלן די פראדוצירער און פארקויפער שווער באשטראפט ווערן, און אויב זיי מאכן שאדן פאר קאנסומער, וועלן זיי אויך פארגיטיקט ווערן. כּדי צו ויסמיידן עקאָנאָמישע לאָססעס געפֿירט דורך צעבראכן נעעדלעס, מאַלבעש ימפּאָרטערז דאַרפן ניט בלויז מאַניאַפאַקטשערערז צו דורכקוקן נעעדלעס איידער זיי פאַרלאָזן די פאַבריק, אָבער אויך שטעלן זיך ספּעציעל דורכקוק פאבריקן פֿאַר נאָדל דורכקוק. פֿאַר פּראָדוקטן וואָס האָבן דורכגעגאנגען די נאָדל דורכקוק, הענגען אָדער צולייגן די נאָדל דורכקוק צייכן.
זעקס. קליידער טעסטינג
1. דאַרפֿן צו ווייַזן אַז די שטאָף איז טעסטעד
2. די קליידער פּרובירן איז געפירט אויס ווי גייט
1) דער ינספּעקטאָר ראַנדאַמלי סאַלעקץ פאַרטיק מלבושים פון די פאַרנעם פֿאַר טעסטינג
2) טאָן די פּראָבע מיט די זעלבע קוואַליטעט מוסטער שטעלן פון קליידער ווי די פאַרנעם
3) טעסטעד דורך די פאַבריק זיך ניצן די נאָרמאַל קליידער וואַשינג פּרובירן אופֿן
דער ענדגילטיקער עקספערימענט מוז פערזענליך דורכזוכן דורכ'ן אינספעקטאר, און אויב עס זענען פאראן איינריכטונגען וואס פארלעצן די רעגולאציעס, דארף מען שרייבן א דעטאלירטע אבזערוואציע באריכט.
אַטאַטשמאַנט: רשימה פון חסרונות
1. חסרונות שייַכות צו די אויסזען פון מלבושים
■ די קאָליר פון די שטאָף יקסידז די ספּעסיפיעד קייט, אָדער יקסידז די אַלאַואַבאַל קייט אויף די קאָנטראָל קאָרט
■ פילמס / שורות / קענטיק אַקסעסעריז מיט קלאָר ווי דער טאָג קאָליר חילוק
■ קלאָר ווי דער טאָג ייבערפלאַך ספעריש 204 דרוק חסרונות
■ מאַנגל פון קאָלירן
■ די קאָליר איז נישט גאָר באדעקט
■ מיספּעלינג 1/16″* די מוסטער ריכטונג טוט נישט טרעפן די ספּעסיפיקאַטיאָן 205. די סטריפּס זענען מיסאַליינד, און ווען די אָרגאַנאַזיישאַנאַל סטרוקטור ריקווייערז די סטריפּס צו זיין אַליינד, די אומרעכט 1/4
■ מיסאַליגנמאַנט מער ווי 1/4 ″ (ביי די פּלאַקאַט אָדער הויזן עפענען)
■ מער ווי 1/8″ מיסאַליינמאַנט, פּלאַקאַט אָדער צענטער שטיק
■ מיספּלייסט דורך מער ווי 1/8″, טאַש און קעשענע פלאַפּס 206. שטאָף בויגן אָדער סלאַנטיד, זייטן ניט גלייַך מיט מער ווי 1/2″ סאָוס,
■ צעבראכענ ע גארן , צעבראכענ ע עקן , (יארן) , לעכער , װא ם זײנע ן פאראורזאכ ט געװאר ן פו ן װײניקע ר נאדלען
■ שטענדיק האָריזאָנטאַל שורות, ווערטיקאַל שורות אויף די שטאָף, אַרייַנגערעכנט סטיטשיז
■ ייל, שמוץ, קענטיק אין די אַרבל לענג
■ פֿאַר פּלאַיד שטאָף, די אויסזען און שרינגקידזש זענען אַפעקטאַד דורך די קאַטינג שייכות (פלאַך שורות זענען אויסגעדריקט אין די וואָרפּ און וועפט אינסטרוקציעס)
■ עס זענען קלאָר ווי דער טאָג רינגס און סטריפּס, וואָס ווירקן די אויסזען אין אַ גרויס קייט
■ יקספּאָוזד ונטערשלאַק קאָליר
■ פאַלש וואָרפּ, פאַלש וועפט (וואָווען) דרעסינגז, ספּער טיילן
■ די נוצן אָדער סאַבסטיטושאַן פון ניט-באוויליקט דרעסינגז וואָס ווירקן די אויסזען פון די שטאָף, אַזאַ ווי פּאַפּיר באַקינג, אאז"ו ו.
■ סיי וועלכע ספעציעלע ספּער טיילן זענען פעלנדיק אָדער דאַמידזשד, אַזוי אַז זיי קענען ניט זיין געוויינט לויט די אָריגינעל רעקווירעמענץ, אַזאַ ווי קנעפּלעך קענען ניט זיין קנעפּלעך, זיפּפּערס קענען ניט זיין פארמאכט, און פיוזאַבאַל זאכן זענען נישט אנגעוויזן אויף די ינסטראַקשאַנז לאַבעל פון יעדער שטיק פון קליידער
■ יעדע ר ארגאניזאציאנעל ע סטרוקטור , הא ט א ן אנדע ר װירקונ ג אויפ ן אויסזע ן פו ן קלײדער
■ אַרבל פאַרקערט און דרייַ
2. קנעפּל
■ קנעפּל פעלנדיק ניילז
■ צעבראכן , געשעדיגט , דעפעקטירט , פארקערט
■ ניט טרעפן ספּעסאַפאַקיישאַנז
■ קנעפּלעך זענען צו גרויס אָדער צו קליין
■ קנעפלעך בוררס, (באאורזאכט פון דעם מעסער איז נישט גענוג שנעל)
■ מיסליינד אָדער פאַלש שטעלע, ריזאַלטינג אין דיפאָרמיישאַן
■ שורות זענען נישט אַליינד מיט די קאָליר, אָדער די קאָליר אַליינמאַנט איז נישט גוט
■ די געדיכטקייַט פון די פאָדעם טוט נישט גלייַכן די טשאַראַקטעריסטיקס פון די שטאָף
3. פּאַפּיר ונטערשלאַק
■ פוסאַבאַל פּאַפּיר לייַנער מוזן גלייַכן יעדער מלבוש, נישט פּינע, קנייטש
■ פֿאַר קליידער מיט אַקסל פּאַדס, טאָן ניט פאַרברייטערן די אַקסל פּאַדס אויס פון די צוים
4. זיפּפּער
■ יעדע ר פונקציאנעל ע אומקאמפעטענץ
■ דער טוך פון בײדע זײטן שטימט נישט מיט דער קאליר פון די צײן
■ די זיפּפּער מאַשין איז צו ענג אָדער צו פרייַ, ריזאַלטינג אין אַניוואַן בליצ - שלעסל באַלדזשיז און פּאַקאַץ
■ נאכ ן עפנט ן ד י זיפ ־ פעפער , זע ן ד י קלײדע ר ניש ט גוט
■ בליצ - שלעסל זייַט טייפּ איז נישט גלייַך
■ די קעשענע זיפּפּער איז נישט גלייַך גענוג צו באַלדזש די אויבערשטער העלפט פון די קעשענע
■ אַלומינום בליצ - שלעסל קענען ניט זיין געוויינט
■ די גרייס און לענג פון די בליצ - שלעסל שטימען נישט מיט די לענג פון דעם אָרט ווו די קליידער זענען געניצט, אָדער טאָן ניט טרעפן די ספּעסיפיעד רעקווירעמענץ
5. קאָרנס אָדער כוקס
■ פעלנדיק נעגל אָדער ניילז אין דעם אומרעכט אָרט
■ העק ן או ן קארן , זענע ן ארוי ס פו ן צענטער , או ן װע ן מ׳הא ט זי ך צוגעפאםט , זײנע ן ד י פאםטונ ג ני ט גלאט
■ נייַ מעטאַל אַקסעסעריז, כוקס, ייעלעץ, סטיקערז, ריוואַץ, אייַזן קנעפּלעך, אאז"ו ו זענען נישט זשאַווער-דערווייַז אָדער גרינג צו ריין
■ ינאַפּראָופּרייט ספּעסאַפאַקיישאַנז און ומפּינקטלעך פּאַזישאַנינג
6. גאַרטל
■ קאָליר טוט נישט טרעפן באדערפענישן
■ באַנדווידט יקסידז 1/4″ פון ספּעסאַפאַקיישאַנז
■ די נומער פון קנעפּלעך איז נישט ווי פארלאנגט
■ די שפּיץ סטיטשינג פון די גאַרטל איז אַניוואַן אָדער רינגקאַלד
■ די בלעכע שטיפט פעלנדיק אָדער דער בלעכע איז נישט שטאַרק
■ בלעכע און גאַרטל גרייס טאָן ניט גלייַכן
■ די לענג פון די גאַרטל מוזן שטימען צו די קליידער
■ פא ר קלײדע ר מי ט קלײדער , טאר ן ד י אינעװײניק ע בעקערס , ניש ט אויסגעשטעל ט װערן , (צוים )
■ אַלע מעטאַל אַקסעסעריז (אויגן, כוקס, לידז, באַקאַלז) מוזן זיין זשאַווער-דערווייַז, וואַשעוודיק און טרוקן
7. וואַש די פירמע און שרייַבן די טריידמאַרק
■ די וואַשינג פירמע איז נישט לאַדזשיקלי געשריבן, אָדער די פּריקאָשאַנז זענען ומקלאָר, און די געשריבן אינהאַלט טרעפן נישט די באדערפענישן פון אַלע קאַסטאַמערז
■ ומפּינקטלעך פיברע זאַץ אָריגין און רן נומער
■ דער אָרט פון די טריידמאַרק טוט נישט טרעפן די באדערפענישן
■ לאָגאָ מוזן זיין גאָר קענטיק, שטעלע טעות +-1/4 ″ 0.5 שורה
8. כוקס, ריוואַץ, קנעפּל כוקס, קנעפּלעך האָבן חסרונות, שעדיקן, ומפּינקטלעך שטעלעס, און קוק אַנסייטלי
9. מאַשין שורה
■ נאָדל פּער אינטש +2/-1 יקסידז רעקווירעמענץ, אָדער טוט נישט טרעפן ספּעסאַפאַקיישאַנז
■ די פאָרעם און מוסטער פון די סטיטשיז טאָן ניט טרעפן די רעקווירעמענץ, פֿאַר בייַשפּיל, די האָאָק איז נישט שטאַרק גענוג
■ צוריק שטאָך בייַ מינדסטער 2-3 סטיטשיז ווען די פאָדעם איז ריווערסט
■ פאַרריכטן סטיטשיז, איבערחזרן ניט ווייניקער ווי 1/2″ אויף ביידע זייטן, קייט סטיטשיז מוזן זיין אלנגעוויקלט מיט אָוווערלאַק סטיטשיז אָדער קייט סטיטשיז וואָס קענען זיין אַרייַנגערעכנט
■ דעפעקטיווע שטאָך
■ קייט שטאָך, אָוווערקאַסט, אָוווערלאַק שטאָך, צעבראכן, ווייניקער, האָפּקען שטאָך
■ שלאָס שטאָך, קיין סקיפּט סטיטשיז און צעבראכן פֿעדעם זענען ערלויבט אין קריטיש פּאַרץ אין יעדער 6 אינטש נעט
■ קנעפּל-האָלע האָפּקען שטאָך, שנייַדן, פרייַ שטאָך, ניט גאָר זיכער, פאַלש צענטער שטעלע, פרייַ, ניט אַלע X סטיטשיז ווי פארלאנגט
■ שלאַבאַן לענג, שטעלע, ברייט, געדיכטקייַט פון סטיטשיז טאָן ניט טרעפן באדערפענישן אָדער זענען איבערגעהיפּערט
■ טוויסטינג און קנייטש פון טונקל פֿעדעם רעכט צו טייטנאַס
■ ירעגיאַלער אָדער אַניוואַן סטיטשיז, נעבעך נעט קאָנטראָל
■ אויס פון קאָנטראָל שטאָך
■ ספּעציעלע פאָדעם גרייס אַפעקץ די פאַסטנאַס פון קליידער
■ ווען די נייען פאָדעם איז צו ענג, עס וועט פאַרשאַפן די פאָדעם און שטאָף צו ברעכן ווען עס איז אין אַ נאָרמאַל שטאַט. צו קאָנטראָלירן די לענג פון די יאַרן רעכט, די נייען פאָדעם מוזן זיין עקסטענדעד מיט 30% -35%
■ דער אָריגינעל ברעג איז אַרויס די שטאָך
■ שטעכ ן זענע ן ניש ט פעסט
■ שטאר ק פארדריי ט , װע ן ד י שטעכ ן פו ן בײד ע זײט ן זענע ן צוזאמענגעשטאפט , לײג ט מע ן ז ײ ניש ט גענו ג גלײך , א ז ד י הויז ן זײנע ן ניש ט פלאך , או ן ד י הויז ן װער ן פארדרײט .
■ פאָדעם לענג איז מער ווי 1/2″
■ 0.5 סטיטשיז קענטיק אין קליידער אונטער די קראָושיי אָדער 1/2 ″ אויבן די צוים:
■ צעבראכן דראָט, אַרויס 1/4″
■ שפּיץ שטאָך, איין און טאָפּל נעעדלעס ניט קאָפּ-צו-פינגער פונ פוס, פֿאַר איין שטאָך 0.5 סטיטשיז, האַאָקע
■ אלע אויטא ליניעס זאלן זיין גלייך צו די קליידער, נישט פארדרייצט און פארשיקט, ס'זענען דא מאַקסימום דריי פלעצער וואס זענען נישט גלייך
■ די פּלעאַטעד געגנט פון נייען איז מער ווי 1/4, די ינערלעך פאָרשטעלונג איז מאַלטי-נאָדל פאַרפעסטיקט, און די פונדרויסנדיק מאַשין איז אויס
10. פאַרטיק פּראָדוקט פּאַקקאַגינג
■ קיין ייערנינג, פאָלדינג, כאַנגגינג, פּלאַסטיק באַגס, באַגס און וואָס ריכטן טאָן ניט טרעפן די באדערפענישן
■ שלעכט ייערנינג כולל טשראָמאַטיק אַבעריישאַן, אַוראָראַ, דיסקאַלעריישאַן און קיין אנדערע חסרונות
■ גרייס סטיקערז, פּרייַז טאַגס, הענגער סיזעס זענען נישט בנימצא, נישט אין פּלאַץ אָדער אויס פון באַשרייַבונג
■ קיין פּאַקקאַגינג טוט נישט טרעפן די באדערפענישן (כאַנגערז, באַגס, קאַרטאָנס, קעסטל טאַגס)
■ ימפּראַפּער אָדער ילאַדזשיקאַל דרוקן, אַרייַנגערעכנט פּרייַז טאַגס, הענגער גרייס לאַבעלס, פּאַקקאַגינג באָרדז
■ דער אינהאַלט פון די קאַרטאַן איז נישט קאַנפאָרם צו די הויפּט דעפעקט רשימה פון קליידער
11、אַקסעססאָריעס
אַקסעססאָריעס אַזאַ ווי קאָליר, ספּעסאַפאַקיישאַנז און אויסזען טאָן ניט טרעפן די באדערפענישן. אַזאַ ווי אַקסל סטראַפּס, פּאַפּיר ליינינגז, עלאַסטיקס, זיפּערז, קנעפּלעך, עטק.
12、סטרוקטור
■ פראָנט צוים ניט גלייַך 1/4″
■ די ונטערשלאַק איז יקספּאָוזד אין די שפּיץ
■ די אַטאַטשמאַנץ און פילם קאַנעקשאַנז זענען נישט גלייַך און מער ווי 1/4″. קאַסעס, אָרעם קאַגעס
■ דער לאַטע איז נישט מער ווי 1/4 ″ אין לענג
■ די פאָרעם פון די סטיקער איז נישט גוט, וואָס מאכט עס אַ באַלדזש אויף ביידע זייטן נאָך סטיקינג עס
■ אומרעכט שטעלן סטיקערז
■ די טאַליע איז ירעגיאַלער אָדער די ברייט פון די קאָראַספּאַנדינג טייל יקסידז 1/4″
■ עלאַסטיק וועבינג איז נישט יוואַנלי פונאנדערגעטיילט
■ לינקס און רעכט סטיטשיז מוזן נישט יקסיד 1/4″ ין און אַרויס קורצע הייזלעך, טאַפּס, הויזן
■ ריבד קאָלנער, ניט מער ווי 3/16 ″ ברייט
■ לאנג סליווז, צוים און הויך-האַלדז ריבינגז, ניט מער ווי 1/4 אינטש ברייט
■ די שטעלע פון די פּלאַקאַט טוט נישט יקסיד 1/4″. ווען די בליצ - שלעסל איז פארמאכט, די שטאָף איז נישט באדעקט, אָדער די בליצ - שלעסל איז געעפנט און פארמאכט נישט גלייַך, און די סליווז און קאַפס זענען דעפעקטיווע
■ אויסגעשטעלטע שטעכלעך אויף ארבל
■ מיסאַליינד מיט מער ווי 1/4 ″ ווען אַטאַטשט אונטער די מאַנזשעט
■ קאפי איז נישט גלײך
■ קראַפט איז אויס פון שטעלע מיט מער ווי 1/4 ″ ווען פּאַטינג אויף די אַרבל
■ ינער רעקל, לינקס רער צו רעכט רער, לינקס באַר צו רעכט באַר חילוק 1/8″ באַר ווייניקער ווי 1/2″ ספּעציעלע ברייט 1/4″ באַר,
■ דער חילוק צווישן די לענג פון די לינקס און רעכט סליווז איז איבער 1/2 ″
■ יבעריק באַלדזשינג, רינגקינג און טוויסטינג פון די קאָלנער (שפּיץ פון די קאָלנער)
■ די קאָלנער עצות זענען נישט מונדיר, אָדער זענען באמערקט אויס פון פאָרעם
■ איבער 1/8 ″ אויף ביידע זייטן פון די קאָלנער
■ דער קאָלנער סאָוס איז באמערקט אַניוואַן, צו ענג אָדער צו פרייַ
■ ד י שטעכ ן פו ן דע ר קראגע ר אי ז אומגלײכ ע פו ן אויב ן בי ן אונד ז או ן דע ר אינעװײניקע ר קאלגע ר אי ז אויסגעשטעלט
■ נאך דעם קאלנער איז דער צענטער־פונקט פאלש
■ דער הינטן צענטער קאָלנער דעקט נישט דעם קאָלנער
■ באקומע ן אומגלײכקייט , פארקריצונג , אדע ר שלעכט ע קוק
■ די באָרד פליען איז אַנבאַלאַנסט, מער ווי 1/4 ″ ווען די אַקסל סטיטשיז זענען קאַמפּערד מיט די פראָנט פּאַקאַץ
■ קעשענע מדרגה איז אַנבאַלאַנסט, מער ווי 1/4 ″ אַוועק צענטער
■ קלאָר ווי דער טאָג בענדינג, די באַשרייַבונג און וואָג פון די קעשענע שטאָף טאָן ניט טרעפן די רעגיאַליישאַנז, און די קעשענע גרייס איז נישט פּראָפּאָרציע
■ די עקן פון די בלאַט יקסיד די קעשענע מיט 1/8 ″
■ די פאָרעם איז אַנדערש, אָדער די טאַש איז דאָך סקיינדזשיז האָריזאָנטאַל, לינקס און רעכט
■ קלאָר ווי דער טאָג שלאַנג, 1/8 ″ אַוועק סענטערלינע
■ בלעכע שטעלע איבער 1/4″
■ מי ט פארעם , אומרעכט קאליר
■ שורה קאָליר איז נישט שטימען צו עס
■ געקרײזלט אדע ר אומגליק
■ מער ווי 1/4″
■ מאַנזשעט צוים פון וועריינג גרייס, סקיינדזשיז און נעבעך אויסזען
■ צוים צוים מער ווי 1/2″ לינקס און רעכט אָדער פראָנט און דערציען
■ העמס, עלאַסטיקס, טייז ביי די זייטן, קאַלערז, סליווז, פוס אָופּאַנינגז און טאַליע אָופּאַנינגז זענען נישט אַליינד מיט מער ווי 1/8″
פּאָסטן צייט: אויגוסט 08-2022