




KEMA-KEUR איז אַ וויידלי דערקענט זיכערקייַט סימבאָל אין די עלעקטראָניש, עלעקטריקאַל און קאָמפּאָנענט פּראָדוקטן אינדוסטריע.
ENEC איז אַ זיכערהייט סערטאַפאַקיישאַן צייכן וואָס קענען פאַרבייַטן פאַרשידן אי.יו. לענדער אין דער אייראפעישער עלעקטראָניש, עלעקטריקאַל און קאָמפּאָנענט פּראָדוקט אינדוסטריע.


CB איז אַ באַווייַזן ארויס באזירט אויף די IECEE (אינטערנאציאנאלע עלעקטראָטעטשניקאַל קאַמישאַן) נאָרמאַל.
די סערטאַפאַקיישאַן ללבער פון IECEE מיטגליד לענדער פּרובירן די זיכערקייַט פאָרשטעלונג פון עלעקטריקאַל פּראָדוקטן באזירט אויף IEC סטאַנדאַרדס, און זייער פּראָבע רעזולטאַטן, ניימלי CB פּרובירן ריפּאָרץ און CB פּרובירן סערטיפיקאַץ, זענען מיוטשואַלי אנערקענט דורך IECEE מיטגליד לענדער.
דער ציל פון קאַנדאַקטינג CB טעסטינג איז צו רעדוצירן ומנייטיק טעסטינג קאָס געפֿירט דורך ריפּיטיד טעסטינג. קוסטאָמערס נאָר דאַרפֿן צו פּרובירן אַמאָל צו קריגן פּראָדוקט סערטיפיקאַץ פון CB מיטגליד לאַנד אינסטיטוציעס.
וואָס זענען די הויפּט טייפּס פון פּלאַגז און סאַקאַץ ינוואַלווד?
הויפּט טייפּס פון הויזגעזינד פּלאַגז אין אייראָפּע
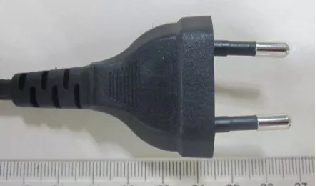
1 אייראפעישער סטיל
(2.5A צאַפּן, אַ וניווערסאַל צאַפּן אין אייראָפּע)
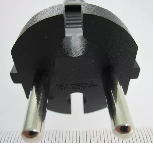
2 דייַטש פראנצויזיש (דייַטשלאַנד, נעטהערלאַנדס, נאָרווייַ, שוועדן, פינלאַנד, דענמאַרק, ספּאַין, עסטרייַך, איטאליע, עטק)

3 איטאליע


4 שווייץ

5 בריטיש (וק, ירעלאַנד)


אייראפעישער נאָרמאַלפֿאַר טעסטינג הויזגעזינד פּלאַגז
1, די נעטהערלאַנדס - NEN 1020:1987 + A2:2004
2, פֿראַנקרייַך - NF C61-314:2017
3, דייַטשלאַנד - DIN VDE 0620-2-1:2016 + A1:2017
4, בעלגיע - NBN C 61-112-1:2017
5, נאָרווייַ - NEK IEC 60884-1:2002 + A1:2006 + A2:2013 + NEK 502:2016
5、עסטרייַך - ÖVE/ÖNORM E 8684-1:2010 + ÖVE/ÖNORM E 8620-3:2012
6, פינלאַנד - SFS 5610:2015 + A11:2016
7, דענמאַרק - DS 60884-2-D1:2017
8, שוועדן - SS-IEC 60884-1:2013 + SS 4280834:2013
9, איטאליע - CEI 23-50:2007 + וו1:2008 + וו2:2011 + וו3:2015 + וו4:2015
10, ספּאַין - UNE 20315-1-1:2017 + UNE 20315-1-2:2017
11, SEV 1011:2009+A1:2012
12, פֿאַראייניקטע מלכות: BS1363-1:2016+A1:2018
פּריקאָשאַנז פֿאַר אייראפעישער הויזגעזינד פּלאַגז
1. פֿאַר ניט ריפּלייסאַבאַל פּראָדוקטן, די מאַכט שנור לענג האט די פאלגענדע באדערפענישן:
——דער צאַפּן קומט מיט אַ 0.5 מם 2 מאַכט שנור, וואָס קענען בלויז דערגרייכן אַ מאַקסימום לענג פון 2 ם
——16 אַ צאַפּן מיט 1.0 מם 2 מאַכט שנור, מאַקסימום דראָט לענג קענען דערגרייכן 2 ם
2.סווינגינג מאַכט שנור

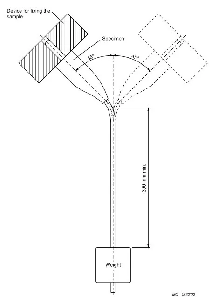
(1) גאָר צעבראכן אין די בייגן (עפשער אין דער זעלביקער אָרט אָדער אַ ביסל צעוואָרפן), אָדער מיט אַ ברייקידזש קורס יקסיד די ספּעסיפיעד שיעור: דאָס איז אַ פּראָסט דערשיינונג, און ברייקפּאָינץ זענען מערסטנס ליגן אין די מערסט שפּירעוודיק טיילן פון די סטרוקטור. אויב איין האַנט האלט די צאַפּן און די אנדערע פּולז די דראָט, דער אָרט מיט די קלענסטער בענדינג ראַדיוס איז דער רובֿ מסתּמא צו ברעכן. די לאָוקיישאַנז פון די ברייקס זענען אַ ביסל צעוואָרפן, אָפט רעכט צו דעם בייַזייַן פון גרידס אין די סוף פון די נעץ, אָדער גרידס וואָס ינטערסעקט און זענען מיסאַליינד, אַזוי די ברייקס זענען נישט דאַווקע איין פונט, אָבער קייפל פונקטן. אבער יוזשאַוואַלי עס איז זייער נאָענט!
(2) עס צעבראכן אין די ריוואַטינג פונט, וואָס איר קען נישט האָבן באמערקט: דאָס איז רעכט צו יבעריק ריוואַטינג, וואָס שעדיקן די אָנפירער. אָבער, ווען בענדינג, דער אָנפירער אַקשלי יקספּאַנדז און קאַנטראַקץ אין די ינסאַליישאַן, ריזאַלטינג אין אַ מעגלעך גאַנץ אָדער פּאַרטיייש ברייקידזש אין די ריוואַטינג פונט אָן ברייקינג אין די בענדינג פונט. עס קענען זיין קלאר געזען דורך דייסעקשאַן. אכטונג זאָל זיין באַצאָלט צו דייסעקשאַן, און די צאַפּן זאָל זיין העאַטעד און כאַנדאַלד קערפאַלי. דעם סיטואַציע איז אויך פּראָסט פֿאַר מאַניאַפאַקטשערערז וועמענס ריוואַטינג קוואַליטעט איז נישט קאַנטראָולד.
(3) די שייד איז סליפּט אויס, און די האַרץ דראָט קענען זיין געזען: דאָס איז דער הויפּט רעכט צו ניט גענוגיק טעמפּעראַטור און דרוק בעשאַס די פאָרמירונג פון די צאַפּן צו פיוס די פּווק און דראָט שייד, ספּעציעל פֿאַר גרעסערע שיידז אָדער גומע שיידז (וואָס קענען נישט זיין פיוזד אין אַלע), אַזוי די באַנדינג קראַפט צווישן די שייד און די צאַפּן איז ניט גענוגיק, ריזאַלטינג אין דיספּלייסמאַנט און סליידינג אויס ווען ריפּיטידלי בענט.
(4) ינסאַליישאַן בראָך קענען אַנטדעקן דעם אָנפירער: עס זענען דריי סיבות פֿאַר דעם סיטואַציע: ערשטער, די ינסאַליישאַן ראַפּטשערז אונטער ריפּיטיד בענדינג; די צווייטע סיבה איז אַז די פּווק אין די עק פון די צאַפּן איז צעבראכן, און די טרער לאָך האלט צו פאַרברייטערן, טירינג די ינסאַליישאַן אויך; דריטנס, די קופּער דראָט ברייקס און פּאַנגקטשערז די ינסאַליישאַן.
(5) ברייקידזש פון צאַפּן עק: נעבעך צאַפּן גומע מאַטעריאַל אָדער נעבעך גריד פּלאַן קענען גרונט יבעריק דיפאָרמיישאַן אָדער דרוק קאַנסאַנטריישאַן, לידינג צו די ברייקידזש פון די עק פון די צאַפּן!
(6) קאַנדאַקטער דורכנעמיק ינסאַליישאַן און ויסשטעלן: די בענט טייל פון די אָנפירער ברייקס, קאָזינג די ינסאַליישאַן צו ווערן טינער אונטער דרוק. די קופּער דראָט בייַ די בראָך פונט קען אַרויסשטעקן פון די ינסאַליישאַן, און אפילו קאָנדוקטאָרס פון פאַרשידענע פּאָולעראַטיז קענען קומען אין קאָנטאַקט, קאָזינג אַ קרייַזבויגן.
טעסטינג און סערטאַפאַקיישאַן פּראָגראַם
1. פארלאנגט דאָקומענטן איידער ציטאַט
— — אַפּפּליקאַטיאָן אינפֿאָרמאַציע (פֿירמע נאָמען און דער מאַרק אין וואָס זייַן פּראָדוקטן זענען יקספּאָרטאַד)
- פּראָדוקט נאָמען און מאָדעל, אַ דערקלערונג פון דיפעראַנסיז צווישן פּראָדוקט מאָדעלס מוזן זיין צוגעשטעלט פֿאַר סעריע פּראָדוקטן
——יקערדיק עלעקטריקאַל פּאַראַמעטערס, אַזאַ ווי רייטאַד קראַנט און נאָמען פּלאַטע לעגיטימאַציע
——פּראָדוקט סטרוקטור דיאַגראַמע אָדער בילדער, עטק
2. יקערדיק אינפֿאָרמאַציע פֿאַר פּרויעקט פאָרשלאָג
— — דאקומענטן ווי אפליקאציע פארמען, געחתמעטע ציטאטן, אאז"ו ו
——באַסיק אינפֿאָרמאַציע פון דעם פּראָדוקט, אַרייַנגערעכנט BOM מאַטעריאַל רשימה; פּראָדוקט נאָמען; סטרוקטוראַל דיאַגראַמז, עטק
——צושיקן מוסטערן
3. גיי אַרויף אַרבעט אויף די פּרויעקט
——נאך איינגעבן דעם קעיס, זענען פאראנטווארטליכטע קונה סערוויס און ענדזשאַנירז פאַראַנטוואָרטלעך דערויף
——טעסט און סערטיפיקאציע
פּאָסטן צייט: סעפטעמבער 04-2024