




די פיר-פונט וואָג איז די הויפּט סקאָרינג אופֿן פֿאַר שטאָף דורכקוק, און דאָס איז די נייטיק וויסן און סקילז פֿאַר QC אין די טעקסטיל אינדוסטריע.
טערמינען אין דעם אַרטיקל: שטאָף דורכקוק פיר-פונט סיסטעם
01
וואָס איז די פיר-פונט סיסטעם?
א פיר-פונט וואָג קענען זיין געוויינט פֿאַר וואָווען ניטיד פאַבריקס, מיט 1-4 פונקטן דידאַקטיד דיפּענדינג אויף די גרייס און שטרענגקייַט פון די כיסאָרן

כעזשבן אופֿן: איין זעמל כעזשבן = ויספיר כעזשבן / קאָד לענג * 100
דורכשניטלעך כעזשבן אופֿן = גאַנץ ויספיר ווייזט / גאַנץ קאָד לענג * 100
אַקסעפּטאַנס קייט: א מיינונג אונטער 50 פונקטן פּער 100 גלייַך-ליניע יאַרדס, ב מיינונג העכער 50 פונקטן
קאַלקולאַטיאָן אופֿן: נאָך יעדער זעמל פון שטאָף איז ינספּעקטיד, איר קענען לייגן אַרויף די סקאָרז באקומען, און נוצן די פאלגענדע פאָרמולע צו רעכענען די כעזשבן פון יעדער זעמל פון שטאָף פּער 100 קוואַדראַט יאַרדס
די נומער פון ווייזט פּער 100 קוואַדראַט יאַרדס פון אַ איין זעמל פון שטאָף = ויספיר ווייזט * 3600 / (ינספּעקטיד יאַרדס * עפעקטיוו טיר ברייט אינטשעס)
די דורכשניטלעך כעזשבן פון 100 קוואַדראַט יאַרדס = (גאַנץ ויספיר ווייזט * 3600) / (גאַנץ ינספּעקטיד יאַרדס * דורכשניטלעך עפעקטיוו טיר ברייט אינטשעס) די כעזשבן רעזולטאַט איז פּינטלעך צו איין דעצימאַל אָרט.
אַקסעפּטאַנס קייט: א איין זעמל מיט ווייניקער ווי 40 פונקטן פּער 100 קוואַדראַט יאַרדס איז גראַדע א, און מער ווי 40 פונקטן איז גראַדע ב. די דורכשניטלעך כעזשבן פון אַלע ינספּעקטיד פאַבריקס איז ווייניקער ווי 28 פונקטן פּער 100 קוואַדראַט יאַרדס. די אויבן באדינגונגען מוזן זיין באגעגנט אין דער זעלביקער צייט, אפילו אויב אַ איין זעמל איז ווייניקער ווי יעדער 40 פונקטן פּער 100 קוואַדראַט יאַרדס, אָבער אַלע דורכקוק שטאָף זענען נאָך מער ווי 28 פונקטן פּער 100 קוואַדראַט יאַרדס, די מסקנא איז אויך געמשפט ווי אַנקוואַלאַפייד. פאַרשידענע פאַבריקס קענען האָבן פאַרשידענע באדערפענישן פֿאַר קוואַלאַפייינג סקאָרז, און קוואַלאַפייינג סקאָרז קענען אויך זיין ספּעסיפיעד דורך די קוינע און סאַפּלייער נאָך העסקעם.
02
פּרינסאַפּאַלז פון נוצן פון די פיר-פונט וואָג
· די אַראָפּרעכענען פון אַלע וואָרפּ און וועפט חסרונות זאָל נישט יקסיד 4 פונקטן;
· 4 פונקטן פּער הויף פֿאַר קעסיידערדיק / סייקליק חסרונות (> 9 אינטשעס);
· 4 פונקטן וועט זיין דידאַקטיד פֿאַר האָלעס, שמאָל ברעקלעך, סימז און אנדערע פול-ברייט חסרונות;
· פֿאַר ערנסט חסרונות, יעדער הויף פון חסרונות וועט זיין רייטאַד 4 פונקטן, אַזאַ ווי אַלע האָלעס וועט זיין רייטאַד 4 פונקטן ראַגאַרדלאַס פון דיאַמעטער, און קיין האָלעס גרעסער ווי פּינכאָולז וועט זיין דידאַקטיד 4 פונקטן;
· פֿאַר קעסיידערדיק חסרונות, אַזאַ ווי: ראַנגס, ברעג-צו-ברעג טשראָמאַטיק אַבעריישאַן, שמאָל אָדער ירעגיאַלער שטאָף ברייט, קרעאַסעס, אַניוואַן דייינג פון שטאָף, 4 פונקטן וועט זיין דידאַקטיד פּער הויף פון חסרונות;
· פֿאַר פאַבריקס מיט אַ ברייט גרעסער ווי 64-66 אינטשעס, די אַראָפּרעכענען פון יעדער הויף אין די גלייַך הויף כעזשבן קענען זיין געוואקסן מיט מער ווי 4 פונקטן פּראַפּאָרשאַנאַל;
· חסרונות ין איין אינטש פון די ברעג אויף ביידע זייטן וועט ניט זיין סקאָרד אַחוץ פֿאַר שעדיקן;
די לענג פון די כיסאָרן איז קאַלקיאַלייטיד לויט די מאַקסימום ריכטונג פון וואָרפּ אָדער וועפט. ווען צוויי אָדער מער חסרונות זענען געמישט צוזאַמען, די אַפּאַראַט פון די גרעסטע חסרון איז קאַלקיאַלייטיד;
· סייַדן אַנדערש ספּעסיפיעד, יוזשאַוואַלי בלויז די פראָנט זייַט פון די שטאָף דאַרף זיין ינספּעקטיד. פֿאַר קלאָר וויוו פאַבריקס, די יבעררוק דרוקן זייַט איז די פראָנט זייַט. פֿאַר טוויל פאַבריקס, די לינקס פאָרורטייל איז positive. פֿאַר פאָדעם פאַבריקס, די רעכט אַנלאָודינג איז positive. פֿאַר אַטלעס פאַבריקס, די אַטלעס זייַט איז positive. די קאָמפּאָסיטע שטאָף זאָל זיין באשטעטיקט מיט די גאַסט אין שטייַגן. צי ניט צעמישן פּראָס און קאָנס. אויב עס זענען חסרונות אויף די פאַרקערט זייַט פון די שטאָף וואָס ווירקן די positive ווירקונג, דער גראַד פון השפּעה איז סקאָרד;
· פֿאַר חסרונות מיט ינטערמיטאַנט אָדער קליין צעוואָרפן דיסטאַנסאַז, אויב די ריספּעקטיוו מעזשערמאַנט סקאָרז זענען גרעסער ווי די גאַנץ מעזשערמאַנט סקאָרז, די גאַנץ מעזשערמאַנט כעזשבן וועט זיין קאַלקיאַלייטיד;
· קאַלקולאַטיאָן אופֿן פון סטריפּס: איינער אָדער די וועפט (וואַרפּ) ריכטונג כיסאָרן פון די מאַשין, די ברייט איז ווייניקער ווי איין סענטימעטער, און יעדער סענטימעטער איז מער ווי איין סענטימעטער. איין סענטימעטער איז גערעכנט ווי איין.
03
מוסטערונג
מוסטערונג דורכקוק, 100% פון די סכוירע מוזן זיין געענדיקט, 80% פון די פּאַקידזשד, גענומען פון די פאַקטיש פּאַקינג רשימה אָדער קאָד רשימה פון די פאַבריק אָדער סאַפּלייער.
נומער פון סאַמפּאַלז:
· 10%, 20% פון די עקספּרעס קוואַנטיטי;
· אָדער נעמען די קוואַדראַט וואָרצל פון די נומער פון טראַנספּאָרט און מערן מיט 10;
· ווען די עקספּרעס קוואַנטיטי איז ווייניקער ווי 1000 יאַרדס, פול דורכקוק.
04
טעסטינג אופֿן
· די דורכקוק דיסטאַנסע איז וועגן 1 הויף, און די ליכט מקור באדערפענישן: די ייבערפלאַך ילומאַנאַנס איז בייַ מינדסטער 1075 לוקס, און די ינסטאַלירונג איז פּאַראַלעל צו די שטאָף ייבערפלאַך.
· אינפֿאָרמאַציע:
ליכט-קאָלירט אָדער דין שטאָף, לייגן אַ שטיק פון שטאָף צווישן די שטאָף און די טוך דורכקוק גענייגט טעלער איידער דורכקוק.

· וויסואַל דורכקוק דורכקוק פאַרנעם: שטאָף חסרונות אַזאַ ווי וויווינג דייינג און דרוקן, אַלגעמיין אויסזען סטרוקטור און מאַטעריאַלס, אאז"ו ו, קאָליר, ברייט, זעמל לענג, וועפט בויגן און וועפט סקיוז, פּאַקקאַגינג און מאַרקינג.
· אויסזען קענען זיין באזירט אויף דער קונה ס רעפֿערענץ מוסטער, דער הויפּט קאָנטראָלירן די נוסח, מוסטער און ווירקונג צו קאָנטראָלירן די געדרוקט דזשאַקקוואַרד מוסטער פֿאַר בייַ מינדסטער איין ציקל.
· סטרוקטור:
אויב דער קונה דאַרף, איר קענען פּרובירן די פיברע זאַץ, יאַרן טיפּ, יאַרן ציילן.
·מאַטעריאַל האַנט פילן:
קאָנטראָלירן צי די האַנט פון די שטאָף איז שווער אָדער ווייך, דיק אָדער דין דורך פאַרגלייַך. אויב עס איז אַ לעפיערעך קלאָר ווי דער טאָג חילוק, עס זאָל זיין אנגעוויזן אויף דעם באַריכט און רעקאָרדעד אין די מאַטעריאַל זייַל ווי דיסקרעפּאַנסיז, און סאַמפּאַלז פון פאַרשידענע האַנט פילן זאָל זיין גענומען. אויב מעגלעך סאַמפּאַלז קענען פאַרגלייַכן די האַנט פילן פון פאַרשידענע ראָללס פון דער זעלביקער פּעקל.
05
קאָנטראָלירונג פונט
· זעמל לענג און ברייט
אויב די חילוק צווישן די פאַקטיש לענג פון אַ איין זעמל און די לענג פון די פירמע איז גרעסער ווי 2%, די איין זעמל איז רידוסט צו אַ צווייט קלאַס פּראָדוקט;
אויב די סאַכאַקל פון די גאַנץ לענג פון אַלע ינספּעקטיד ראָללס איז ווייניקער ווי 1% פון די נאָמינאַל גאַנץ לענג, עס זאָל זיין רעפּאָרטעד, און די גאנצע פּעקל קען זיין דאַונגריידאַד;
מעסטן די עפעקטיוו טיר ברייט 3 מאל אין די קאָפּ, מיטן און עק ריספּעקטיוולי. אין אַלגעמיין, קאַסטאַמערז טאָן ניט אָננעמען שמאָל ברייט, און די ברייט פון וועפט גומע שטאָף איז ווייניקער ווי 2%.
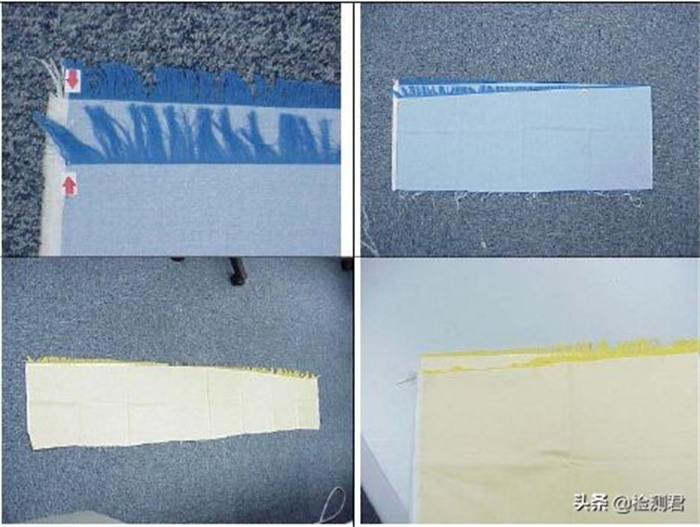
· וועפט אַבליק און בויגן וועפט
שנייַדן די שטאָף צוזאמען די וועפט ריכטונג, ווי ווייַט ווי מעגלעך נאָענט צו דער ריכטונג פון די וועפט בענדינג;
אַראָפּנעמען די וועפט יאַרנז איינער דורך איינער;
ביז אַ גאַנץ וועפט איז ציען;

פאַרלייגן אין האַלב צוזאמען די וואָרפּ, מיט די עדזשאַז גלייַך, און מעסטן די ווייַטקייט צווישן דעם העכסטן פונט און די לאָואַסט פונט.
שטאָף וואָג
וועגן ביי מינדסטער צוויי סאַמפּאַלז פון פאַרשידענע קוילז פֿאַר יעדער דורכקוק:
· <10OZ/SQ.YD: +/-5%;
· >10OZ/SQ.YD: +/-3%.
פּריקאָשאַנז פון שטאָף פּאַקקאַגינג
· צונעמען גרעב און שטאַרקייַט פון די פּאַפּיר רער;
· די ינער דיאַמעטער פון די פּאַפּיר פאַס;
· לענג פון פּאַפּיר פאַס;
· ויסמיידן צו פרייַ און צו ענג
פּאָסטן צייט: אויגוסט 14-2022