




דורכקוק איז אַן ינאַקסעסאַבאַל טייל פון טעגלעך געשעפט, אָבער וואָס איז דער פאַכמאַן דורכקוק פּראָצעס און אופֿן? TTS האט געזאמלט באַטייַטיק זאַמלונגען פון FWW פאַכמאַן דורכקוק פֿאַר איר, אַזוי אַז דיין דורכקוק פון סכוירע קענען זיין מער עפעקטיוו!
וואָס איז סכוירע דורכקוק (QC)

פּערסאַנעל פאַרקנאַסט אין דורכקוק אַרבעט זענען קאַלעקטיוולי ריפערד צו ווי QC (אַבריווייישאַן פֿאַר קוואַליטי קאָנטראָללער).
די דורכקוק אַקטיוויטעטן דורכגעקאָכט דורך QC זענען גערופֿן דורכקוק און זענען צעטיילט לויט די QC ענטראַסטינג פּאַרטיי: עס זענען 3 טייפּס, דער ערשטער פּאַרטיי דורכקוק, די רגע פּאַרטיי דורכקוק און די דריט פּאַרטיי דורכקוק: דער ערשטער פּאַרטיי איז די QC עריינדזשד דורך דער פאַבריקאַנט; די דריט פּאַרטיי די רגע פּאַרטיי איז די קק דיספּאַטשט דורך די קליענט פירמע;
דורכקוק דורך אַ דריט פּאַרטיי ענטראַסטיד דורך אַ פונדרויסנדיק דורכקוק אַגענטור פֿאַר אַ צווייט-פּאַרטיי קונה. FWW גיט דריט-פּאַרטיי דורכקוק באַדינונגס
די דורכקוק דינסט צוגעשטעלט דורך FWW איז צעטיילט אין: לעצט דורכקוק FQC און מיטן פּראָדוקציע דורכקוק אָנליין QC לויט צו די פּראָדוקט קאַמפּלישאַן בינע. די רוען סטאַגעס זענען ינספּעקשאַנז אין פּראָדוקציע, וואָס זענען פרי קאָנטראָל אַקטיוויטעטן פֿאַר פּראָדוקט קוואַליטעט.
מוסטער גרייס און אַלאַואַבאַל מדרגה (AQL)

די סייפאַסט וועג צו דורכקוקן סכוירע איז צו דורכקוקן 100% פון אַלע פּראָדוקטן, אָבער דאָס ריקווייערז אַ פּלאַץ פון QC צייט, ספּעציעל פֿאַר גרויס באַטשאַז.
אַזוי ווי קענען מיר געפֿינען אַ גלייַך מוסטערונג מדרגה צו באַלאַנסירן די קוואַליטעט ריזיקירן פון די פּראָדוקט און די קאָס פון QC. דעם וואָג פונט איז "סאַמפּלע גרייס". מיט די רעגולירן פון די נומער פון סאַמפּאַלז, דער ווייַטער פּראָבלעם וואָס QC דאַרף צו פּנים איז צו געפֿינען חסרונות אין דעם פּראָצעס פון מוסטערונג דורכקוק, ווי פילע חסרונות, ווי פילע חסרונות זענען פּאַסיק פֿאַר דעם פּעקל, ווי פילע חסרונות, דאַרף די טראַנספּאָרט. פארווארפן ווערן? דאָס איז די פּאַסיק מדרגה (AQL: Acceptable Quality Level) דעפעקט מדרגה (קריטיש, הויפּט, מיינער)
חסרונות געפונען בעשאַס די דורכקוק פּראָצעס וועט זיין קלאַסאַפייד אין 3 גראַדעס לויט זייער שטרענגקייַט:
ביישפילן פון מיינונג דעפֿיניציע קריטיש (קר.) פאַטאַל חסרונות קען פאַרשאַפן פּאָטענציעל שאָדן צו דעם מענטש גוף אָדער אָנרירן געזעצן און רעגיאַליישאַנז, אַזאַ ווי שאַרף עדזשאַז, אַקוטע אַנגלעס, עלעקטריקאַל ליקאַדזש, אאז"ו ו (יוזשאַוואַלי, באַרקאָדע פּראָבלעמס וועט זיין דיפיינד ווי קר.) ; סערטאַפייד פּראָדוקטן, עס זענען קיין הויפּט (מאַ.) הויפּט חסרונות אַזאַ ווי סע מארק, עטלעכע וויכטיק פאַנגקשאַנז אָדער אויסזען חסרונות אויף פּראָדוקטן אַזאַ ווי טערמאַל ינסאַליישאַן טעפּלעך, נעבעך לאָגאָ דרוקן, אאז"ו ו. מינערווערטיק (מי.) מינערווערטיק חסרונות אַזאַ ווי מינערווערטיק אויסזען חסרונות אויף פּראָדוקטן אַזאַ ווי פּראָדוקטן קליין סקראַטשיז אויף די ייבערפלאַך, קליין שלעכט דרוקן, עטק.
אונטער נאָרמאַל צושטאנדן, אַ יקספּיריאַנסט QC קענען באַשטימען די קלאַסאַפאַקיישאַן פון חסרונות געפֿונען בעשאַס דורכקוק דורך זיך לויט די אויבן פּרינסאַפּאַלז. אָבער, אין סדר צו ענשור אַז אַלע די ינוואַלווד QCs האָבן קיין אַמביגיואַטי אין די כיסאָרן קלאַסאַפאַקיישאַן, עטלעכע קאַסטאַמערז וועט צונויפשטעלנ אַ דעפעקטיווע קלאַססיפיקאַטיאָן רשימה (DCL דעפעקטיווע קלאַססיפיקאַטיאָן רשימה), רשימה אַלע די חסרונות שייַכות צו דעם פּראָדוקט אין די כיסאָרן קלאַסאַפאַקיישאַן רשימה, און אָנווייַזן. די דעפעקט מדרגה אַז יעדער כיסאָרן זאָל זיין געמשפט. .
ניצן די מוסטערונג פּלאַן טיש
נאָך ינטראָודוסינג די קאַנסעפּס פון מוסטער גרייס, AQL און כיסאָרן מדרגה, די פאַקטיש אַפּלאַקיישאַן ריקווייערז QC צו קאָנטראָלירן די מוסטערונג פּלאַן. א גאַנץ פון 2 פארמען זענען געניצט צוזאַמען, דער ערשטער איינער סאַלווז די פּראָבלעם פון ווי פיל צו ציען, און די רגע איינער סאַלווז די פּראָבלעם פון ווי פילע חסרונות קענען זיין פארווארפן.
טרעטן 1: קאָנטראָלירן די ערשטער פאָרעם, געפֿינען די ינטערוואַל זייַל פון די גאַנץ קוואַנטיטי פון די פּעקל פון פּראָדוקטן אין די "סאַמפּלינג פּלאַץ" זייַל, און דאַן כאָריזאַנטאַלי טשעק די קרייַז זייַל פון "ספּעציעלע דורכקוק סטאַנדאַרד" און "אַלגעמיינע דורכקוק סטאַנדאַרד" צו באַשליסן קוואַנטיטי פון מוסטערונג; 2. "אַלגעמיינע דורכקוק נאָרמאַל" איז געניצט פֿאַר מוסטערונג פון וויזשאַוואַל דורכקוק. עס זענען פילע קוילעלדיק ינספּעקשאַנז, וואָס זענען צעטיילט אין דרייַ לעוועלס, לעוועל-איך, צווייטער, און ווו. די גרעסערע די נומער, די גרעסערע די מוסטערונג נומער; 3. "ינספּעקטיאָן נאָרמאַל" איז געניצט פֿאַר מוסטערונג פון פונקציאָנירן און גרייס דורכקוק. די קוילעלדיק דורכקוק קוואַנטיטי איז קליין, צעטיילט אין 4 גראַדעס, S-1, S-2, S-3, S-4. די גרעסערע די נומער, די גרעסערע די מוסטערונג נומער.
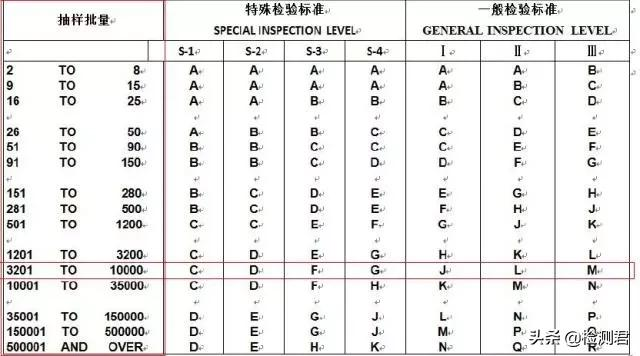
די פעליקייַט נומער פון סאַמפּאַלז פֿאַר FWW איז לעוועל-II, S-2. אויב די גאַנץ נומער פון פּראָדוקטן אין דעם דורכקוק איז 5000 פּק (קייט 3201-10000), לויט די פעליקייַט מוסטערונג סטאַנדאַרט פון FWW, די מוסטערונג קאָד פֿאַר אַלגעמיין (אויסזען) דורכקוק איז ל; די מוסטערונג קאָד פֿאַר ספּעציעלע (פונקציע) דורכקוק איז ד
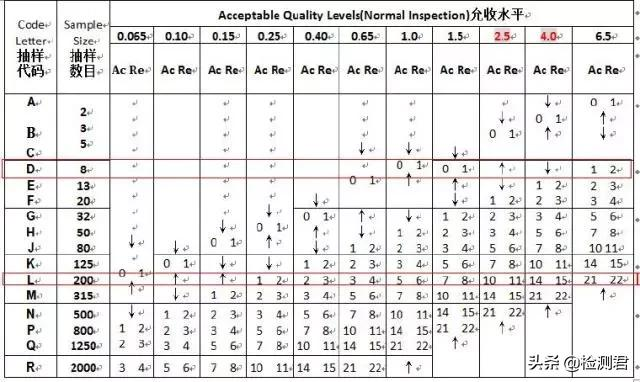
די רגע שריט איז צו קאָנטראָלירן די רגע טיש, ווו ל קאָראַספּאַנדז צו די מוסטערונג נומער פון 200 פּק; ד קאָראַספּאַנדז צו די מוסטערונג נומער פון 8 פּק.
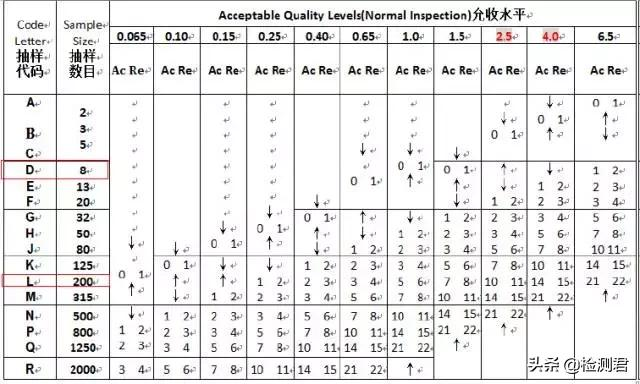
די דריט שריט 1.אין די רגע טיש, עס זענען צוויי שפאלטן פון Ac Re אונטער די ווערט פון יעדער טאָלעראַנץ מדרגה. ווען די גאַנץ נומער פון אַזאַ חסרונות ≤Ac ווערט, די סכוירע קענען זיין אנגענומען; ווען די גאַנץ נומער פון אַזאַ חסרונות ≥ רע ווערט, די סכוירע זענען פארווארפן. רעכט צו דער ענלעך לאַדזשיקאַל שייכות, אַלע רע איז 1 מער ווי אַק. 0 איז געניצט ווי אַ ספּעציעל אַקסעפּטאַנס מדרגה, וואָס איז נישט שפיגלט אין דעם טיש. עס מיטל אַז דער כיסאָרן קען נישט עקסיסטירן. אַמאָל עס איז 1 אַזאַ כיסאָרן, די סכוירע וועט זיין פארווארפן; 2. די פעליקייַט AQL פון FWW איז Cr. 0; מא. 2.5; Mi. 4.0, אויב לויט דעם אַקסעפּטאַנס מדרגה: ל (200 פּק) קאָראַספּאַנדז צו מאַ. אַק רע פון 10 11, דאָס איז, ווען די גאַנץ נומער פון הויפּט חסרונות איז ווייניקער ווי אָדער גלייַך צו 10, די סכוירע קענען זיין אנגענומען; ווען די גאַנץ נומער פון חסרונות איז ≥ 11, די סכוירע זענען פארווארפן. סימילאַרלי, די Ac Re פון Mi. איז 14 15.ד (8 פּק) קאָראַספּאַנדינג צו מאַ. איז אַ "↑", וואָס רעפּראַזענץ די אַקסעפּטאַנס מדרגה מיט דערמאָנען צו די אויבן, דאָס איז, 0 1; די קאָראַספּאַנדינג מי. איז "↓", וואָס רעפּראַזענץ די רעפֿערענץ צו די אַלאַואַבאַל מדרגה אונטן. אַקסעפּטאַנס מדרגה, דאָס איז, 1 2קר. 0, עס מיטל אַז פאַטאַל חסרונות זענען נישט ערלויבט צו זיין געפֿונען
קוק רשימה

טשעק רשימה (טשעק רשימה) איז אָפט געניצט אין QC ס דורכקוק אַקטיוויטעטן. אַלע די פונקטן וואָס דאַרפֿן צו זיין אָפּגעשטעלט פֿאַר פּראָדוקטן זענען רעקאָרדעד אין דער רשימה צו ויסמיידן אָומישאַנז אין די דורכקוק פּראָצעס פון QC. פֿאַר לאַנג-טערמין קוואַפּעריישאַן קאַסטאַמערז, FWW וועט צוגרייטן אַ טשעק רשימה אין שטייַגן. די טשעק רשימה איז יוזשאַוואַלי געניצט אין קאַנדזשאַנגקשאַן מיט די דעפעקטיווע קלאַססיפיקאַטיאָן רשימה (DCL דעפעקטיווע קלאַססיפיקאַטיאָן רשימה).
די גרונט פּראָצעס פון QC דורכקוק
דורכקוק פּראָצעס
STEP 1FWW וועט באַשטעטיקן די ספּעציפיש רעקווירעמענץ פון די דורכקוק מיט דער קונה ווען אַפּלייינג פֿאַר דורכקוק, און ספּעציפיצירן די מוסטער גרייס און אַקל. און פאָרן די דאַטן צו די באַטייַטיק QC
STEP 2QC וועט קאָנטאַקט די פאַבריק אין מינדסטער 1 טאָג איידער די דורכקוק טאָג צו באַשטעטיקן צי די סכוירע זענען געענדיקט ווי פארלאנגט
שריט 3 אויף דעם טאָג פון דורכקוק, QC וועט ערשטער לייענען די FWW אָרנטלעכקייַט סטאַטעמענט צו די פאַבריק
שריט 4 ווייַטער, קק ערשטער קאַנפערמז די קוילעלדיק קאַמפּלישאַן פון די סכוירע (צי די פּראָדוקט איז 100% גאַנץ; די פּאַקקאַגינג איז 80% גאַנץ)
שריט 5 ציען באָקסעס לויט די נומער פון די גאַנץ נומער פון באָקסעס
טרעטן 6 קוק די ויסווייניקסט קעסטל אינפֿאָרמאַציע, מיטל קעסטל אינפֿאָרמאַציע, פּראָדוקט אינפֿאָרמאַציע
שריט 7 מוסטערונג טשעק פּראָדוקט אויסזען לויט לעוועל-וו מדרגה, פּראָדוקט פונקציע און גרייס לויט צו S-2 מדרגה מוסטערונג טשעק
שריט 8 סאַמערייז און רעכענען צי די גאַנץ נומער פון חסרונות יקסידז די נאָרמאַל, און באַשטעטיקן מיט די פאַבריק
שריט 9 נאָך די דורכקוק, צוגרייטן די FWW דורכקוק באַריכט און שיקן דעם באַריכט צו די אַדאַטערז
שריט 10 נאָך די באַריכט פּערסאַנעל אָפּשאַצן דעם באַריכט, שיקן די קונה E- בריוו
פּאָסטן צייט: יולי 07-2022